








Svařování a dělení
Využití suchého ledu v segmentu svařování, lisování, lakování

Technologie tryskání suchým ledem nachází uplatnění v celé řadě segmentů. V minulých letech směřoval prodej tryskacích strojů převážně do odvětví výroby plastů, gumárenství a lití hliníku. V letech 2008 a 2009 se tato technologie začala ve větší míře využívat v oblasti svařování, lisování, lakování a to především formou poskytování služby. Nástup finanční a ekonomické krize zapříčinil snížení poptávky po provádění čištění službou a společnosti za...
Celý článek zdeVliv prostředí a přídavného materiálu na svařitelnost betonářské oceli

Problematika svařitelnosti betonářských ocelí je řešena normou ČSN EN ISO 17 660 – 1 (Svařování – Svařování betonářské oceli – část 1: Nosné svarové spoje) a ČSN EN ISO 17 660 – 2 (Svařování – Svařování betonářské oceli – část 2: Nenosné svarové spoje), které byly vydány v červnu 2007. Dále pro Ministerstvo dopravy ČR byly vydány Technologické podmínky staveb pozemních komunikací TP 193 – Svařování betoná...
Celý článek zdeSvařování jemnozrnných ocelí S355 N v ochranných plynech dráty OK AristoRod 12

V příspěvku jsou uvedeny výsledky, které byly získány v rámci výroby dynamicky a únavově namáhaných svařovaných konstrukcí z jemnozrnných ocelí jakosti S355 N svařených přídavnými svařovacími dráty OK AristoRod 12.50 (dále 12.50). K ověření náchylnosti svarového kovu z drátu 12.50 k praskavosti (trhlinám) za horka byla aplikována zkouška ve shodě s ČSN EN 17461, k ověření náchylnosti k praskavosti (trhlinám) za studena byla použita zkouška ve sho...
Celý článek zdePravděpodobnostní přístup k posudku únavové životnosti svarového spoje
Norma ČSN EN 1993-1-9 (2006) [1] uvádí metody posuzování pro prokazování únosnosti při únavě pomocí křivek únavové pevnosti, které platí pro (a) běžné detaily při působení jmenovitých napětí (b) doporučená uspořádání svarů při působení extrapolovaných jmenovitých napětí. V doporučení IIW, viz Hobbacher [2], je navíc uveden postup (c) vycházející z efektivního vrubového napětí na hranici fiktivního vrubu, umístěného v místě iniciace trhliny. Všech...
Celý článek zdePoužití ocelí normalizačně tepelně zpracovaných S355NL a termomechanicky zpracovaných S355ML
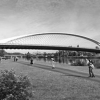
Při návrhu svařované mostní konstrukce pro městkou komunikaci v Praze Troji byla posuzována možnost použít místo klasické oceli S355NL (1.0546) novější ocel S355ML (1.8834). Dopravní zatížení mostu je vysoké a stejně jako u mostu APOLLO v Bratislavě [1] se odhaduje kolem 40 000 vozidel denně. Návrh na použití termomechanicky zpracované oceli vycházel z předpokladu absence předehřevových teplot pro větší tloušťky a uzavřené profily [2]....
Celý článek zdeŘízené tepelné zpracování v procesu svařování

Při výrobě dílů nebo technologických celků je někdy zapotřebí zařadit do procesu výroby tepelné zpracování, kterým dosáhneme požadované hodnoty předehřevů, interpass teplot, dohřevů nebo následného tepelného zpracování dle požadavků z technologie výroby....
Celý článek zdePraktické aplikace metody SATTM mimo jiné v podmínkách AMMANN Czech Republic a. s.

Metoda SATTM (Swift Arc Transfer) je jednou z možností, která zákazníkovi dokáže přinést mnoho pozitiv. SATTM je velmi vhodný pro robotizované a plně automatizované mechanizované svařování a zároveň je v některých aplikacích vhodný i pro ruční svařování. Je vhodný pro koutové spoje v poloze PB a PA a výplně tupých spojů v poloze PA, od slabých plechů po silné. SATTM je založen na použití nepoměděných MAG drátů OK AristoRodTM s pokročilou povrchov...
Celý článek zdeSvařování obvodových svarů do velmi úzkého úkosu

Tato práce vznikla před 30 lety, ale přesto si dovoluji z důvodu dosahované kvality a produktivity publikovat tento příspěvek. Technická úroveň zařízení je poplatná době a možnostem, ve kterých jsme mohli tvořit. Současné technické možnosti by mohly tuto práci posunout na úroveň odpovídající současným požadavkům....
Celý článek zdeÚnavová odolnost a svařitelnost normalizačně válcované patinující oceli
Základní specifickou vlastností patinujících ocelí je, za vhodných atmosférických podmínek, tvořit vrstvu rzi, která zpomaluje rychlost další koroze. Tím, že nevyžadují aplikaci nátěrů ani jiných povrchových úprav konstrukce, které by bylo třeba periodicky obnovovat, přispívají ke snižování ekologické zátěže i nákladů na údržbu. Aktuální evropská technická legislativa umožnila dílčí technologickou inovaci při výrobě plechů z tohoto typu oceli. Př...
Celý článek zdeMetalurgické obloukové spojování oceli s hliníkem při výrobě hybridních desek

Zatímco dosud bylo tepelné spojování oceli a hliníku považováno za neproveditelné, dnes je tento proces reálně možný. Revoluční řešení splňuje vize materiálových specialistů a konstrukčních a výrobních inženýrů. Ale především manažeři automobilového průmyslu chtějí tepelně spojovat pevnou ocel s lehkým hliníkem – vždy podle časového průběhu zatížení v dílu. Zvláště automobilovému průmyslu to pomůže snížit hmotnost vozidel, tím i spotřebu e...
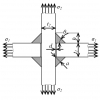
Celý článek zdeÚpravy trafosvářečky pro průvarové bodové svařování

Výkon svařovacího transformátoru a polostrmá statická charakteristika svařovacího napětí k proudu, omezuje provaření plechů na maximální tloušťku 2,5 mm. Zařízení však plně vyhovuje i pro profesionální práce s trvalým provozem při provádění maximálních průvarů....
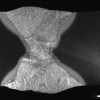
Celý článek zdeVýroba těžkých svařenců metodou obloukového svařování pod tavidlem

Problematika svařování nízkolegovaných vysokopevných ocelí stojí v popředí zájmů výrobců energetických zařízení, stavebních a jiných konstrukcí. Tyto podmínečně svařitelné oceli vyžadují přísné dodržování technologické kázně, aby se zmenšilo riziko jejich náchylnosti k horkým, studeným a žíhacím trhlinám. Technologie výroby tlakových nádob musí s dostatečnou reprodukovatelností zaručovat požadované hodnoty mechanických vlastností ve značně velkýc...
Celý článek zdeVýznam nárokov na kvalitu pri preberaní oceľových konštrukcií v energetike
Úvodnú myšlienku tohto príspevku venujem naliehavosti zvýšiť dôslednosť nárokov na kvalitu pri výrobe a preberaní oceľových konštrukcii (ďalej len O.K.), ako v detaile, tak i celku. Práve po zásluhe docenená kvalita v „kategórii detailu“, určuje výslednú spoľahlivosť a bezpečnosť celého diela. Nie nadarmo predchádzajúce generácie priekopníkov O.K. počnúc Gustavom Eiffelom, forsírovali axiómnu poučku o tom, že masívna a navonok mohutná...
Celý článek zdeMAG zváranie pozinkovaných plechov v ochrannom plyne CO2 a Ar + 18 % CO2
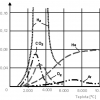
Podmienky zvárania pozinkovaných plechov elektrickým oblúkom v ochrane plynov sú výrazne ovplyvnené existenciou kovového povlaku. Zinok v porovnaní so oceľovým materiálom má výrazne nižšiu teplotu tavenia (tab. 1). Dokonca aj teplota odparovania Zn je o viac ako 600 °C nižšia ako teplota tavenia nízkouhlíkovej ocele. Oblúkové zváranie pozinkovaných plechov tak bude sprevádzané intenzívnym odparovaním Zn povlaku z povrchu materiálu....
Celý článek zdeBodové svařování i nerezových plechů

Průvarové bodové svařování je technologie, umožňující bodové spojování ocelových plechů vzájemně nebo s libovolně tlustým ocelovým dílcem z jedné strany, průvarem. Průvarem se rozumí propálení otvoru elektrickým obloukem bez předvrtávání a jeho následným zatavením v jedné operaci. Svařovat lze i více plechů najednou. Za určitých podmínek lze svařovat také plechy pozinkované nebo opatřené ochranným nátěrem....
Celý článek zdeStroje nové generace

Kdo chce získat náskok v každodenní konkurenci, musí být ve všech technologiích nejlepší. KALTENBACH , s.r.o. ovládá na špičkové úrovni řezání, vrtání, lisování, stříhání, vypalování, tryskání a konzervaci. Na veletrhu Euro-Blech 2010 v H annoveru představila firma své novinky a potvrdila hlavní orientaci na obory výroba ocelových konstrukcí a obchod s ocelí. Kdo nebyl v H annoveru má možnost tyto stroje vidět na domácím veletrhu firmy Kaltenbach...
Celý článek zdeSvařitelné oceli podle EN, AISI, ASTM pro stavební svařované konstrukce

Článek pojednává o ocelích podle EN, AISI, ASTM. Jsou uvedeny postupy svařování vybraných ocelí, zařazených do skupin nízkouhlíkových, nízkolegovaných a korozivzdorných ocelí austenitické báze. Dále je pojednáno o hlavních zásadách a požadavcích na realizaci svařovaných konstrukcí se zaměřením na stavbu mostů svařované koncepce jak ve státech EU, tak v USA. Ve shodě s eurokódy EN 1990, 1991 a 1993 jsou uvedeny požadavky kladené na konstrukce vyrá...
Celý článek zdeVliv obsahu příměsí v Argonu na technologické vlastnosti svařovacího procesu
Průmyslová výroba má neustálou tendenci ke zvyšování efektivnosti výroby a to optimalizací výkonu procesů, snižováním nákladů ale taky zlepšováním pracovních podmínek a vlivu na životní prostředí. U svařování jsou nejzajímavější výstupy z optimalizace rychlosti svařování nebo povrchové kvality svarů (bez další úpravy povrchu), snižování rozstřiku/kouřivosti procesu a tím snižování nákladů na dodatečné broušení a čištění povrchu nebo nákladního od...
Celý článek zdeVarianty obalených elektrod – obalené elektrody s dvojitým obalem

Svařování obalenou elektrodou rozhodně nepatří mezi zastaralé metody. Použití kvalitní obalené elektrody umožňuje vytvořit svar té nejvyšší jakosti. Nepřekonaná je navíc operativnost této metody. V řadě oblastí patří proto k přednostně využívaným, např. pro svařování potrubí, montážní svary, opravy a renovace, svary nástrojových ocelí a další....
Celý článek zdeSvařování jemnozrnných, vysokopevnostních ocelí
Vysokopevnostní, otěruvzdorné a pancéřové oceli (střelecky odolné) tvoří specifickou skupinu ocelí. Jedná se o oceli s vysokou metalografickou čistotou a s řízeným tepelným režimem zpracováním již při válcování plechů....
Celý článek zdeNEJčtenější souvisejicí články (v posledních 30-ti dnech)
V příspěvku jsou uvedeny výsledky, které byly získány v rámci výroby dynamicky a únavově namáhaných svařovaných konstruk...
Přestože se pokročilé techniky ultrazvukového zkoušení běžně používají již od devadesátých let minulého století, do syst...
NEJlépe hodnocené související články
První jeřábový hák na světě vyrobený technikou 3D tisku úspěšně prošel zátěžovými testy na 80 tun a souvisejícími kontro...
uvedl v rozhovoru pro časopis KONSTRUKCE Ing. Lumír Al-Dabagh, generální ředitel ZVU STROJÍRNY, a. s....
NEJdiskutovanější související články
Svařování obalenou elektrodou rozhodně nepatří mezi zastaralé metody. Použití kvalitní obalené elektrody umožňuje vytvoř...
Při návrhu svařované mostní konstrukce pro městkou komunikaci v Praze Troji byla posuzována možnost použít místo klasick...
Hliník se nesvařuje s takovou samozřejmostí jako jiné kovy. Jeho velká afinita ke kyslíku, rychlá tvorba kysličníku hlin...



ISSN 1803-8433 | © Copyright 2002 - 2026 KONSTRUKCE Media, s.r.o.
Jakékoliv užití obsahu včetně převzetí, šíření či dalšího zpřístupňování článků a fotografií je bez souhlasu nakladatelství zakázáno.
KONSTRUKCE Media, s.r.o., se sídlem Starobělská 1133/5, 700 30 Ostrava, zapsaná v obchodním rejstříku vedeným u Krajského soudu v Ostravě, oddíl C, vložka 22003, Identifikační sídlo: 25851276 | Tel.: 597 317 578 | Fax: 597 579 166


