







 Svařování a dělení Vliv prostředí a přídavného materiálu na svařitelnost betonářské oceli
Svařování a dělení Vliv prostředí a přídavného materiálu na svařitelnost betonářské oceliVliv prostředí a přídavného materiálu na svařitelnost betonářské oceli
Rubrika: Svařování a dělení
Problematika svařitelnosti betonářských ocelí je řešena normou ČSN EN ISO 17 660 – 1 (Svařování – Svařování betonářské oceli – část 1: Nosné svarové spoje) a ČSN EN ISO 17 660 – 2 (Svařování – Svařování betonářské oceli – část 2: Nenosné svarové spoje), které byly vydány v červnu 2007. Dále pro Ministerstvo dopravy ČR byly vydány Technologické podmínky staveb pozemních komunikací TP 193 – Svařování betonářské výztuže a jiné typy spojů. Článek se zabývá nosnými svarovými spoji dle ČSN EN ISO 17 660-1.

VLIV PŘÍDAVNÉHO MATERIÁLU NA SVAROVÉ SPOJE
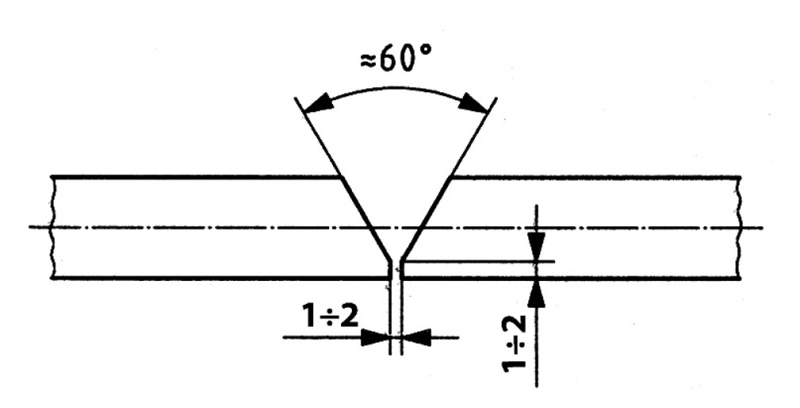
V rámci výzkumného úkolu řešeného pro Ministerstvo dopravy ČR byly zhotoveny nosné tupé svarové spoje (obr. 1) v rozsahu jakostí 500A, B500B a B500C o průměrech od 6 do 32 mm. Na všech vyrobených vzorcích byly prováděny mechanické zkoušky a na vybraných vzorcích bylo provedeno hodnocení makrostruktury.
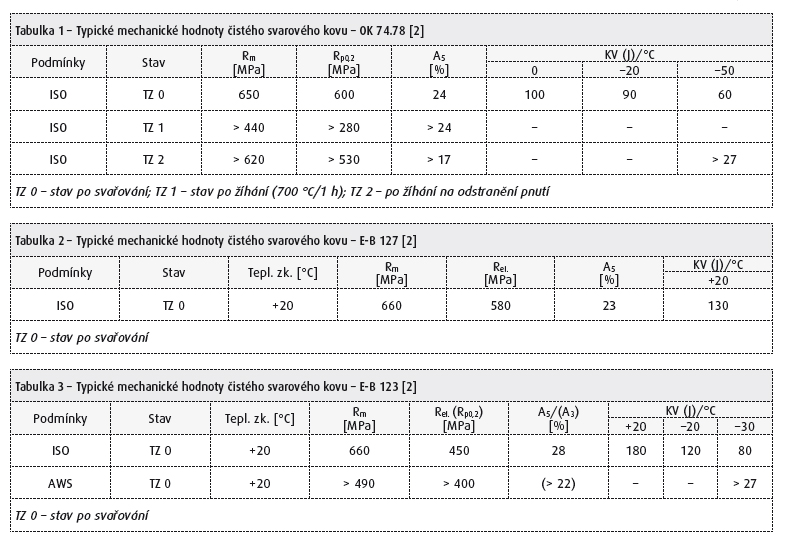
Přídavný materiál byl zvolen ESAB OK 74.78, s možností nahrazení elektrod ESAB E-B 127. U těchto přídavných materiálů je dosaženo obdobných mechanických vlastností svarového kovu viz tabulka 1 a 2.
Mechanické zkoušky tupých svarových spojů betonářské výztuže vykazovaly nevyhovující výsledky hodnot meze kluzu (Re) a poměr meze pevnosti k mezi kluzu (Rm/Re). Kontrola u organizace, která prováděla svarové spoje, byla zjištěna záměna přídavných materiálů. Místo požadovaného přídavného materiálu OK 74.78 byl použitý přídavný materiál E-B 123. Na základě nevyhovujících výsledků byly zhotoveny nové vzorky za účasti technického dozoru s odbornou kvalifikací IWE.
VLIV PROSTŘEDÍ NA SVAŘITELNOST
Dle normy ČSN EN ISO 17 660 – 1 je uvedeno: „Svářeč a svary musí být vhodně chráněny před povětrnostními vlivy, jako jsou vítr, déšť a sníh“. Další důležitou podmínkou je teplota, při které je svařování prováděno.
Betonářské oceli podle ČSN 42 0139 se svařují obvykle bez předehřevu. Předehřev je požadován pouze při svařování nosných svarových spojů v nestandardních podmínkách (svařování při teplotách vzduchu mezi –5 až 0 °C). Svařování při teplotě nižší než –5 °C se nepřipouští. V případech nestandardních podmínek je nutné aplikovat předehřev o minimální teplotě 100 °C, přičemž není třeba zajišťovat pomalé ochlazení spoje. V případě svařování velkých průměrů tyčí betonářské oceli nebo při svařování s jinými částmi konstrukce z oceli, o jiném chemickém složení, je nutné určit teplotu předehřevu v souladu s ČSN EN 1011-2, metoda A. Tuto metodu je možné použit v případě, kdy je známá hodnota uhlíkového ekvivalentu, kombinovaná tloušťka svařovaných profilů v mm, obsah difúzního vodíku, tepelný příkon. Předehřevem je možno eliminovat vliv vodíkového praskání (vznik studených trhlin) [1].
Při provádění svarových spojů betonářské oceli na montáži je v některých případech obtížné zajistit optimální podmínky pro svařování betonářské oceli. Kvalifikace postupu svařování betonářské oceli zkušebních svarových spojů se provádí v optimálních podmínkách, tzn. ve svařovně (výrobně), kde je vhodná teplota a minimální vliv okolního prostředí. Ale v okamžiku montáže je nepříznivý vliv okolního prostření mnohem větší na svarové spoje betonářské oceli a pak i kvalita svarových spojů je tímto ovlivněna.
Na základě zkušeností byl proveden experiment na tupých svarových spojích betonářské oceli.
EXPERIMENT
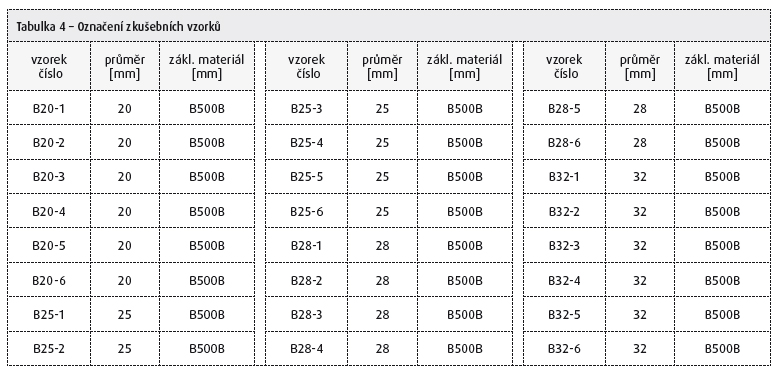
Rozsah experimentu (počet a rozměry vzorků) je uveden v tabulce 4. Před samotným svařováním bylo dohodnuto, že prvních 5 ks zkušebních vzorků z každého průměru bude svařeno dle WPS a pravidel použití přídavného materiálu OK 74.78 od firmy ESAB, baleného VacPacu. Vzorky č. 6 z každého průměru, byly svařovány dle WPS s výjimkou porušení předpisu používání přídavného materiálu OK 74.78 od firmy ESAB. Přídavný materiál nebyl ve vysušeném stavu, byl vystaven 24 hodin vlhkosti okolního prostředí (umístěn v otevřeném obalu VacPac).
Svařování bylo prováděno ve svařovně za optimálních podmínek, za minimálního vlivu okolního prostředí. Svarové plochy byly připraveny u všech zkušebních vzorků řezáním na okružní pile a zabroušeno otupení v souladu s WPS, tvar svarových ploch je patrný z obr. 1. Po úpravě svarových ploch bylo provedeno odmaštění. Přídavný materiál byl otevřen bezprostředně před započetím svařování (vzorky 1 až 5). Poloha svařování byla zvolena PA.
ZJIŠTĚNÉ SKUTEČNOSTI
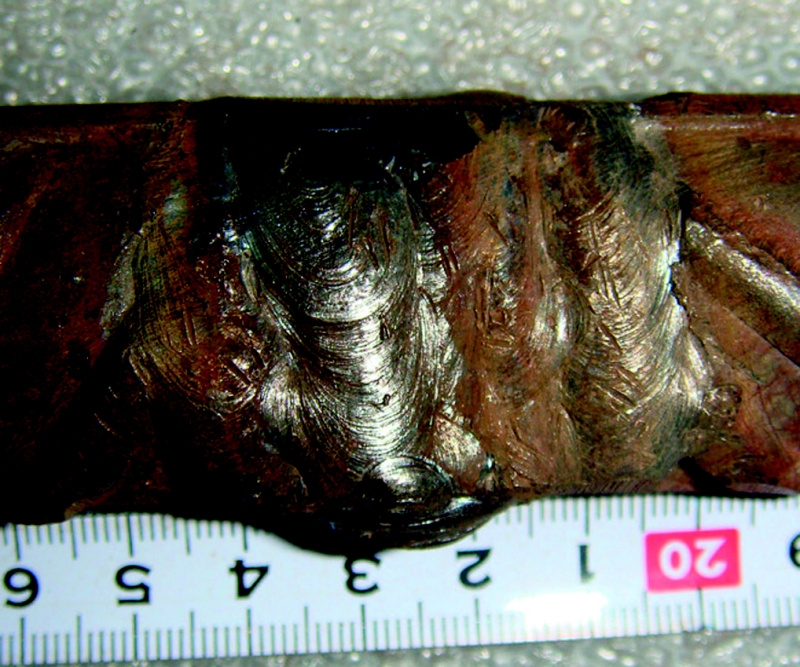
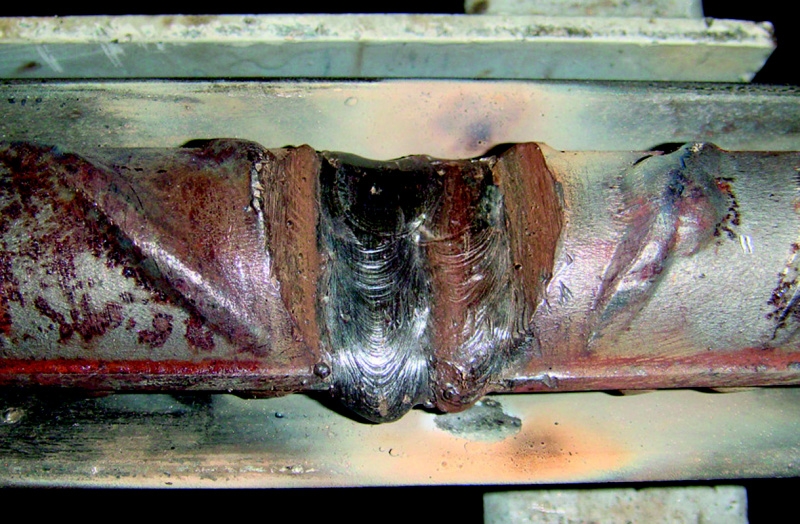
a) Při zapálení oblouku měl přídavný materiál tendenci pórovat (u všech zkušebních vzorků), proto bylo nutné po zapálení oblouku pórovitost vytlačit ze svarového spoje a po té pokračovat ve směru svařování. Vytlačením pórovitosti vzniká nepřípustný přesah délky svarové housenky, proto po zavaření svarového spoje, bylo nutné tento přesah (přetečení) zabrousit do požadovaného tvaru svarového spoje viz obrázek 2 a 3.
b) Při svařování nevysušeným přídavným materiálem (vzorky č. 6 z každého průměru) docházelo k nepravidelnému pórování, které se projevilo i při vizuální kontrole na povrchu svarového spoje.
VYHODNOCENÍ EXPERIMENTU
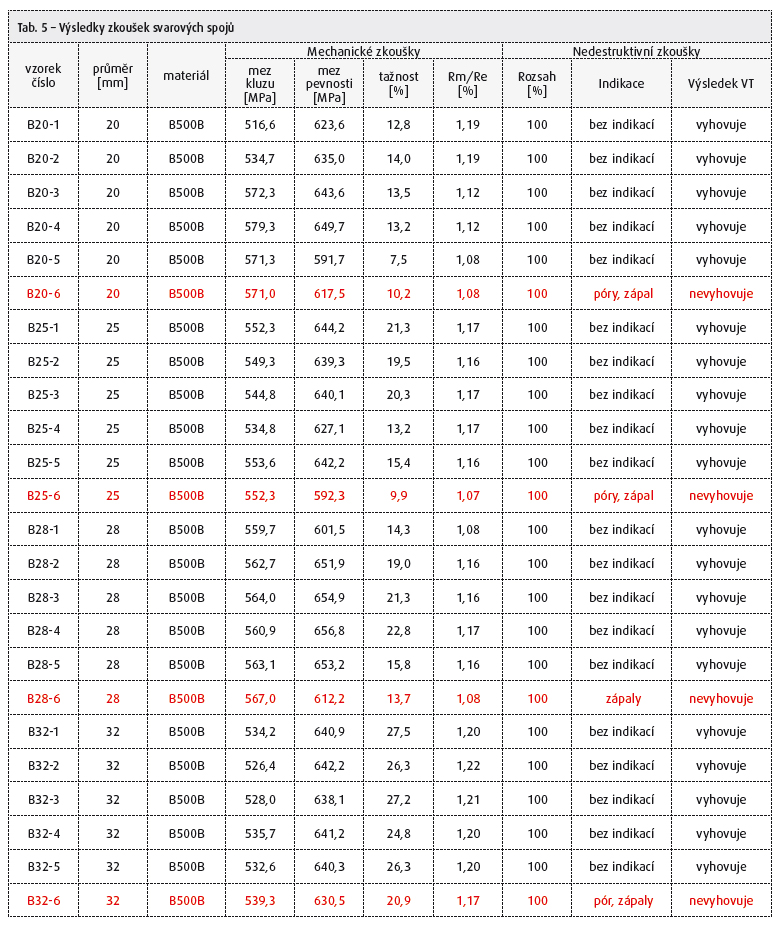
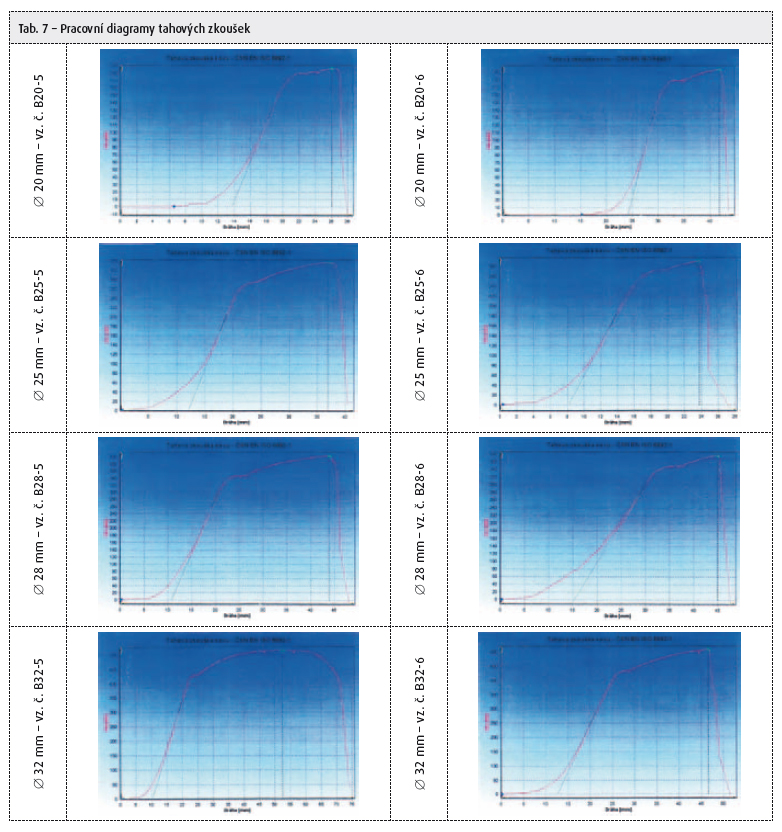
Vyhodnocení bylo prováděno vizuální kontrolou všech zkušebních svarových spojích. Výsledky vizuální kontroly jsou uvedeny v tabulce č. 5. Dále byla provedena na všech zkušebních vzorcích zkouška tahem, při které byla stanovována: mez kluzu (MPa), mez pevnosti (MPa), tažnost (%) se záznamem pracovních diagramů. Přehled výsledků destruktivních a nedestruktivních zkoušek jsou uvedeny v tabulce 5.
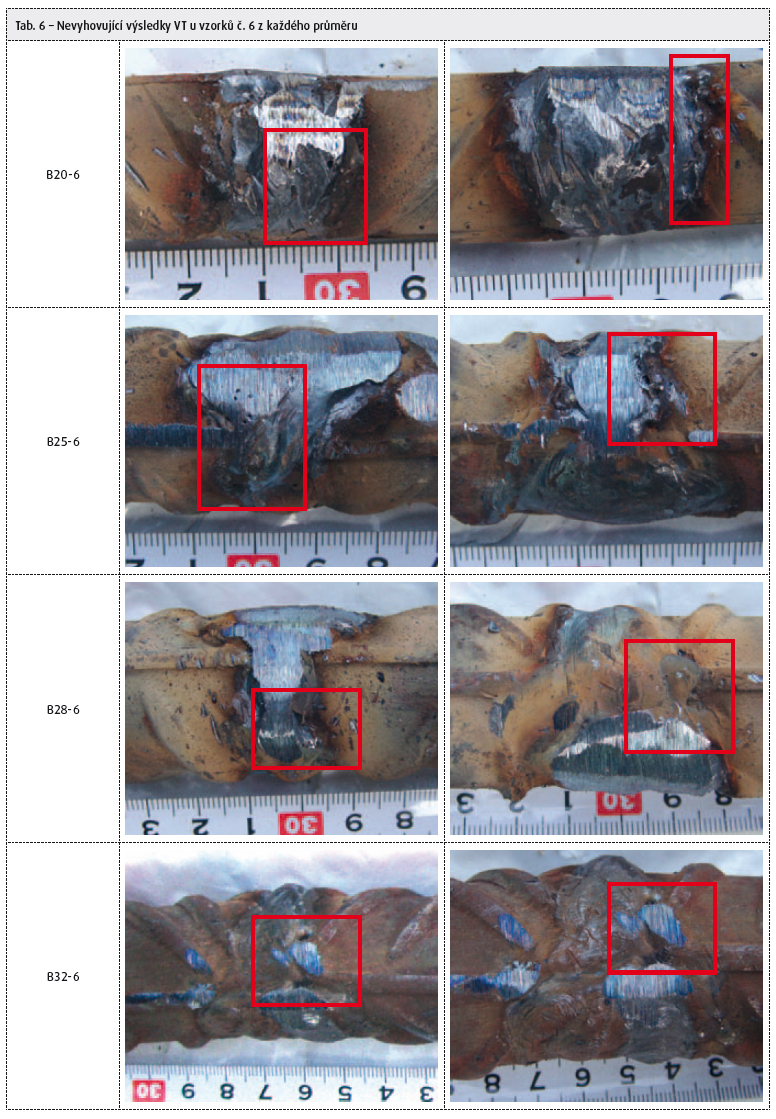
Výsledky zkoušek byly vyhovující kromě vzorků č. 6 z každého průměru (B20-6, B25-6, B28-6, B32-6), kde byly nevyhovující výsledky vizuální kontroly dle ČSN EN ISO 5817, stupeň jakosti C. Fotodokumentace nevyhovujících výsledků vizuální kontroly je uvedena v tabulce č. 6.
Dalším důležitým kriteriem pro hodnocení jakosti svarů betonářské oceli je poměr meze pevnosti a meze kluzu, který ve většině případů byl vždy nižší u vzorku č. 6. Pro betonářskou ocel jakosti B500B je v TP 193 (str. 26, Tabulka 16) minimální hodnota 1,08. Pracovní diagramy tahových zkoušek (dle ČSN EN ISO 6892-1) svarových spojů betonářské oceli znázorňují výrazné rozdíly průběhů zkoušek a dosažené hodnoty meze kluzu a meze pevnosti.
ZÁVĚR
Z výsledků experimentů je patrné, že prostředí a přídavný materiál má velký vliv na kvalitu svarových spojů betonářské oceli. Při svařování betonářské oceli je nutné dodržovat přesné podmínky předepsané normou ČSN EN ISO 17660 a podmínkami zacházení s přídavným materiálem předepsané výrobcem přídavných materiálů.
LITERATURA:
[1] POŠVÁŘOVÁ, M. Technické podmínky TP 193 Svařování betonářské výztuže a jiné typy spojů, Praha: Mott MacDonald Praha, 2008,132 s. ISBN 978-80-904172-0-5
[2] ČSN EN ISO 17660-1, Svařování betonářské oceli – Část 1: Nosné svarové spoje, 2007
Impact of Environment and Additional Material on the Weldability of Concrete Steel
Issues of weldability of concrete steel are solved by standard ČSN EN ISO 17 660 – 1 (Welding – Concrete steel welding – Part 1: Loadbearing welded joints) and ČSN EN ISO 17 660-2 (Welding – Concrete steel welding – Part 2: Non-loadbearing welded joints), which were issued in June 2007. In addition, for the Ministry of Transport of the Czech Republic, the Technological conditions of roads constructions TP 193 – Concrete steel welding and other types of joints were issued. The article deals with the loadbearing welded joints according to ČSN EN ISO 17 660-1.
Autor
NEJčtenější souvisejicí články (v posledních 30-ti dnech)
Přestože se pokročilé techniky ultrazvukového zkoušení běžně používají již od devadesátých let minulého století, do syst...
NEJlépe hodnocené související články
První jeřábový hák na světě vyrobený technikou 3D tisku úspěšně prošel zátěžovými testy na 80 tun a souvisejícími kontro...
uvedl v rozhovoru pro časopis KONSTRUKCE Ing. Lumír Al-Dabagh, generální ředitel ZVU STROJÍRNY, a. s....
NEJdiskutovanější související články
Svařování obalenou elektrodou rozhodně nepatří mezi zastaralé metody. Použití kvalitní obalené elektrody umožňuje vytvoř...
Při návrhu svařované mostní konstrukce pro městkou komunikaci v Praze Troji byla posuzována možnost použít místo klasick...
Hliník se nesvařuje s takovou samozřejmostí jako jiné kovy. Jeho velká afinita ke kyslíku, rychlá tvorba kysličníku hlin...



ISSN 1803-8433 | © Copyright 2002 - 2026 KONSTRUKCE Media, s.r.o.
Jakékoliv užití obsahu včetně převzetí, šíření či dalšího zpřístupňování článků a fotografií je bez souhlasu nakladatelství zakázáno.
KONSTRUKCE Media, s.r.o., se sídlem Starobělská 1133/5, 700 30 Ostrava, zapsaná v obchodním rejstříku vedeným u Krajského soudu v Ostravě, oddíl C, vložka 22003, Identifikační sídlo: 25851276 | Tel.: 597 317 578 | Fax: 597 579 166


