







 Svařování a dělení Varianty obalených elektrod – obalené elektrody s dvojitým obalem
Svařování a dělení Varianty obalených elektrod – obalené elektrody s dvojitým obalemVarianty obalených elektrod – obalené elektrody s dvojitým obalem
Rubrika: Svařování a dělení
Svařování obalenou elektrodou rozhodně nepatří mezi zastaralé metody. Použití kvalitní obalené elektrody umožňuje vytvořit svar té nejvyšší jakosti. Nepřekonaná je navíc operativnost této metody. V řadě oblastí patří proto k přednostně využívaným, např. pro svařování potrubí, montážní svary, opravy a renovace, svary nástrojových ocelí a další.
Základní rozdělení obalených elektrod je dle typu obalu – bazické, rutilové, kyselé, celulózové. Další elektrody mají obal směsný (R-B, R-K, R-C), ty vznikly vývojem při zlepšování vlastností, ale i v důsledku nedostatku některých surovin v určitém období.
Tento článek se nevěnuje charakteristice jednotlivých typů, což jsou obecně známá fakta, ale představuje pokroková řešení současných obalených elektrod.
MODERNÍ TYPY OBALENÝCH ELEKTROD
Vývoj obalených elektrod
Vývoj nových typů obalených elektrod není podmíněn jen vývojem nových základních materiálů. Směřuje i k vyššímu komfortu jejich použití:
- snížení navlhavosti obalu,
- zlepšení ovladatelnosti,
- koncentrovanější oblouk,
- zvýšení stability hoření,
- lepší rafinační a ochranné vlastnosti strusky,
- snadné odstranění strusky.
Obalené elektrody Böhler Welding Group
Böhler Welding Group vyvíjí a vyrábí moderní elektrody optimalizované s ohledem na operativní vlastnosti, např.:
- snížená navlhavost – obecně
- množství variant s ohledem na podmínky použití – řada typů
- větší průměr elektrody pro kořenové svary např. potrubí
– FOX EV PIPE - bazické elektrody pro obě polarity a střídavý proud
– FOX EV 50 W - elektrody pro svařování v nedostupných pozicích
– Phoenix Spezial D - navařování hran – UTP 67 S
- nepřehřívající se elektrody pro litinu – UTP 86 FN
PŘÍKLADY VARIANT OBALENÝCH ELEKTROD
Varianty obalených elektrod – příklad svařování litiny
Viz tabulka 1.
UTP 85 FN předurčena pro produktivní svary ve vodorovné poloze a navařování
- připojení na + pól, lze použít i střídavý proud,
- elektroda má vyšší odtavovací výkon, téměř 2× než UTP 86 FN.
UTP 86 FN předurčena pro opravárenství a univerzální použití
- připojení na – pól, výborná na střídavém proudu,
- užší svar, hlubší průvar, odolnější vzniku trhlin, vhodnější pro koutové svary,
- výborná ovladatelnost i v polohách.
UTP GNX-HD má speciální obal usnadňující použití na staré litině
- připojení na + pól, lze použít i na střídavý proud,
- oproti UTP 86 FN vyšší výtěžnost,
- oproti UTP 85 FN ovladatelnost v polohách.
Všechny tři typy jsou navíc bimetalové (obr. 1):
- legování v jádře, obal tvoří jen strusku,
- lepší vodivost, vysoká zatížitelnost, elektroda se nepřehřívá,
- stabilnější oblouk, výborná ovladatelnost,
- vyšší odolnost trhlinám, hladší svary bez rozstřiku.
Varianty obalených elektrod – příklad navařování
Viz tabulka 2.
Obalená elektroda pro návar cca 58 HRc, odolný současně rázům i otěru. Typická aplikace: univerzální pancéřování, zuby, lžíce, drtící a mlecí desky, čelisti, pákové nůžky, ohýbačky, tvářecí nástroje atd., návar na konstrukční ocel, ocel na odlitky, manganovou ocel, nelegované i legované nástrojové oceli. Velmi podobné elektrody lišící se na pohled jen téměř dvojnásobnou cenou.
UTP DUR 600 – univerzální typ, velmi rozšířený u řady výrobců pro dobré vlastnosti při nízkých nákladech. Vhodná elektroda zejména pro stavební a zemědělské stroje.
| Tab. 1 – Varianty obalených elektrod – příklad svařování litiny | |||||
| Typ | Rp | Tvrdost | C | Ni | Fe |
| UTP 85 FN | 320 N/mm2 | 200 HB | 1,2 | 54 | základ |
| UTP 86 FN | 340 N/mm2 | 220 HB | 1,2 | základ | 45 |
| UTP GNX-HD | 340 N/mm2 | 220 HB | 1,1 | základ | 45 |
| Tab. 2 – Varianty obalených elektrod – příklad navařování | |||||||||
| HRc | C | Si | Mn | Cr | Fe | Mo | V | Fe | |
| UTP DUR 600 | 58 | 0,50 | 2,30 | 0,40 | 9,00 | Zákl. | - | - | zákl. |
| UTP 67 S | 58 | 0,50 | 3,00 | 0,50 | 9,00 | Zákl. | - | - | zákl. |
| UTP 670 | 58 | 0,40 | 1,00 | 1,00 | 9,50 | Zákl. | 0,60 | 1,50 | zákl. |
UTP 67 S – elektroda plně legována v jádře. Speciální obal umožňuje nejen standardní připojení na + pól, ale i na – pól a střídavý proud a zejména zabezpečuje výbornou ovladatelnost
na hranách. Vhodná zejména pro nástroje.
UTP 670 – elektroda s vyšší výtěžností pro produktivnější navařování ploch. Odpovídajících vlastností dosahuje i při navařování menšího počtu vrstev, typicky 1–2 oproti běžným 3–4.
VARIANTY OBALENÝCH ELEKTROD – PŘÍKLAD SVAŘOVÁNÍ POTRUBÍ
Svary velkorozměrných potrubí shora dolů:
FOX CEL až FOX CEL 90 (dle pevnosti)
- nejvyšší produktivita,
- odstraňování strusky jen kartáčováním,
- nutnost použití vhodného svařovacího zdroje a vyškoleného personálu,
- elektrody se nepřesušují.
FOX BVD RP až FOX BVD 120 (dle pevnosti)
- vyšší produktivita,
- vysoká houževnatost, nízký obsah vodíku, vysoká odolnost trhlinám,
- nižší nároky na vybavení.
Svary potrubí v poloze na stoupačku:
Dříve FOX EV 50
- tradiční bazická elektroda,
- jakostní spoj s nízkým obsahem vodíku, houževnatý do –50 °C.
Později FOX EV 50 W
- bazická elektroda s možností zapojení na obě polarity nebo střídavý proud,
- svaření kořene s připojením na – pól, výborné ovládání a modelování housenky,
- svaření výplňových vrstev s připojením na + pól,
- jakostní spoj s nízkým obsahem vodíku, houževnatý do –50 °C,
- hladké svary se snadným odstraněním strusky.
Nyní FOX EV PIPE až FOX EV 70 PIPE
- bazická elektroda s možností zapojení na obě polarity nebo střídavý proud,
- svaření kořene s připojením na – pól, výborné ovládání a modelování housenky,
- dobré překlenutí mezery i při přesazení, hladký povrch kořene z vnitřní strany,
- použití o stupeň větších průměrů, od tl. 8 mm průměr 3,2 pro kořenové svary,
- u kořenového svaru 46 % časová úspora, o 39 % nižší spotřeba elektrod,
- výplňových vrstev použití průměru 4,0 od tl. 12 mm,
- omezení zápalů a vrubů, značné snížení rizika vad v napojení,
- snížení ztrátových časů broušením a zkrácení vedlejších ztrátových časů.
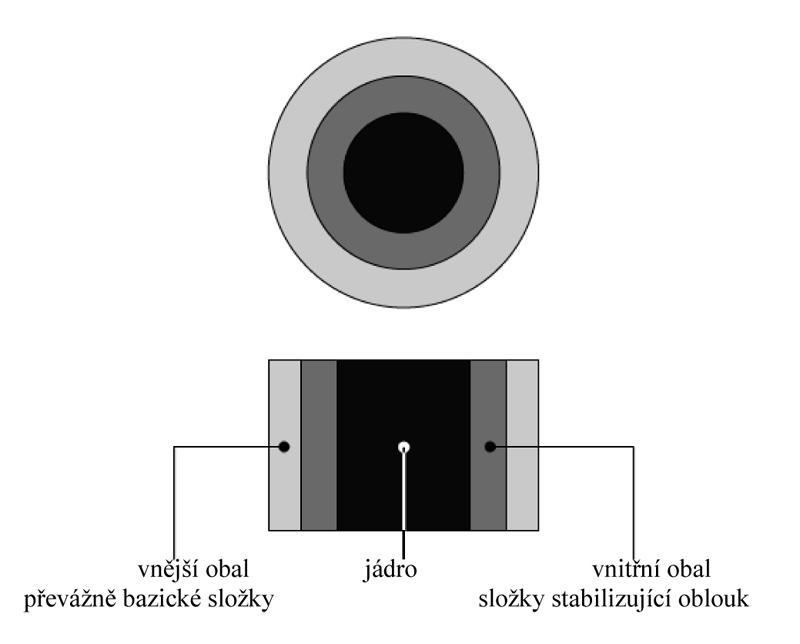
OBALENÉ ELEKTRODY S DVOJÍM OBALEM
Popis elektrod s dvojím obalem
Elektrody s dvojím obalem, kdy každý obal má jinou recepturu (Böhler Welding Group typ FOX EV 50-A, Phoenix Spezial D a UTP 614 Kb), jsou velmi žádané v řadě oblastí svařování konstrukčních a jemnozrnných ocelí a ocelí na odlitky B235G1TH až S255GT, S355N… apod.
Nejvíce pak pro následující práce:
- montážní svary ocelových konstrukcí a konstrukčních celků,
- opravné svařování a údržba,
- když svařování probíhá v nucených, zejména pak obtížně dostupných polohách.
Zásadní výhody:
- snadná svařitelnost stejnosměrným i střídavým proudem,
- velmi dobrá centricita obalu i jádra a rozměrová přesnost,
- jemný přechod kovu do základního materiálu,
- snadná svařitelnost v pozicích,
- velmi dobré překlenutí mezery,
- snadné odstranění strusky.
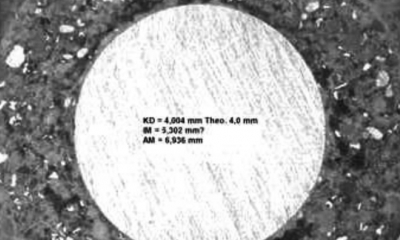
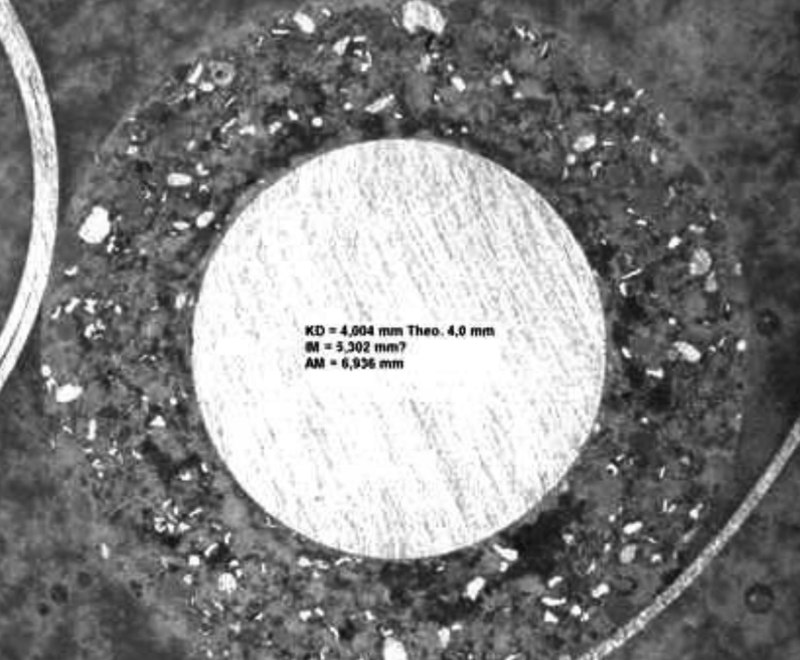
Böhler FOX EV 50-A – technologie dvojího obalu
Obrázky 2, 3 a 4.
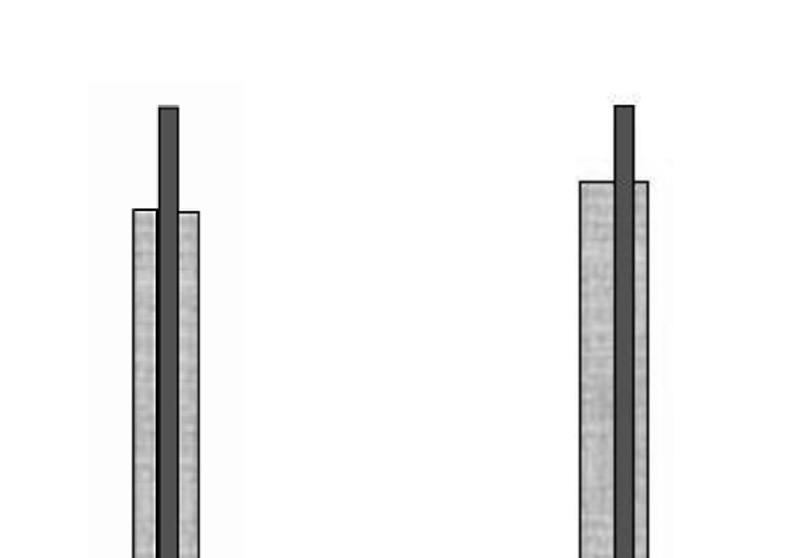
Böhler FOX EV 50-A – vysoké požadavky na centricitu
Perfektní centricita (obr. 5) zajišťuje:
- rovnoměrné odtavování,
- žádné vychylování oblouku,
- stabilní hoření,
- lepší ochrana svarové lázně.
Böhler FOX EV 50-A – koncentrace oblouku
Obrázek 6.
Böhler FOX EV 50-A – přínos
Svařovací oblouk
- excelentní stabilita oblouku,
- lepší závar,
- širší pole svařovacích parametrů,
- lepší ovládání oblouku,
- rovnoměrný sprchový přenos.
Struska
- velmi dobrá smáčivost,
- žádné zápaly,
- plné překrytí svarové lázně.
Pokyny pro svařování
- Připravit a očistit svarové místo – příprava a čistota je základem bez ohledu na použitou metodu,
- Použít přesušené elektrody – přes své velmi dobré vlastnosti se jedná o bazickou elektrodu,
- Předehřev a mezivrstvová teplota se řídí základním materiálem a tloušťkou stěny,
- Po zapálení směřovat krátce opačně a pak se vrátit – zapojení obou obalů do procesu,
- Udržovat krátký oblouk a dobře vyplnit koncový kráter,
- Elektroda je velmi dobře svařitelná ve všech polohách mimo svislé shora dolů.
Charakteristika svaru
- jemný sprchový přenos,
- velmi dobrá smáčivost,
- jemnější kresba svaru,
- žádné zápaly,
- snadnější odstranění strusky – zvedá se sama.
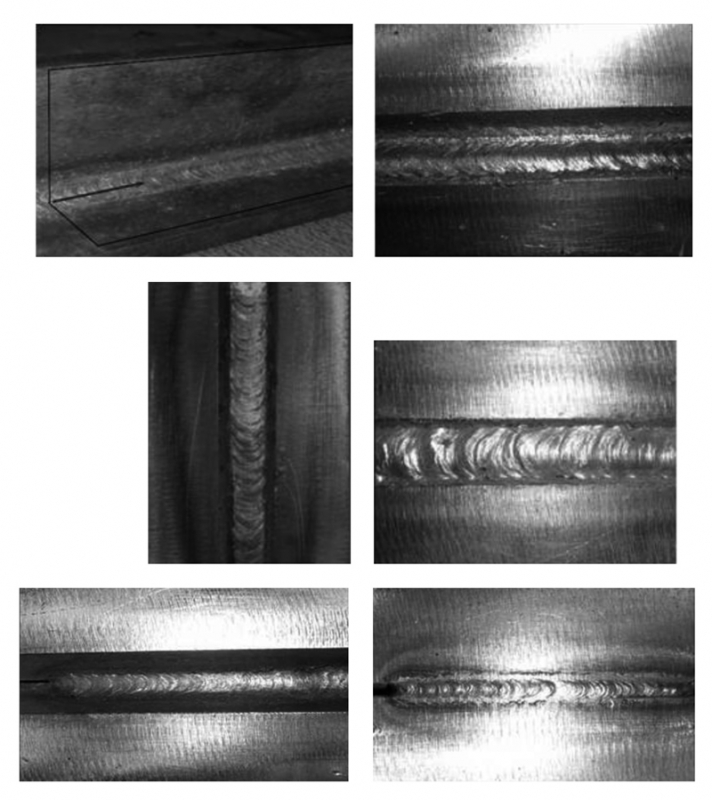
Böhler FOX EV 50-A – kořenové svary
Obrázky 7a–f.
- dobrá smáčivost,
- plné překrytí obou stran struskou,
- dobrý ochranný účinek strusky v polohách,
- malé převýšení svaru,
- dobrá kresba svaru,
- bez zbytků strusky.
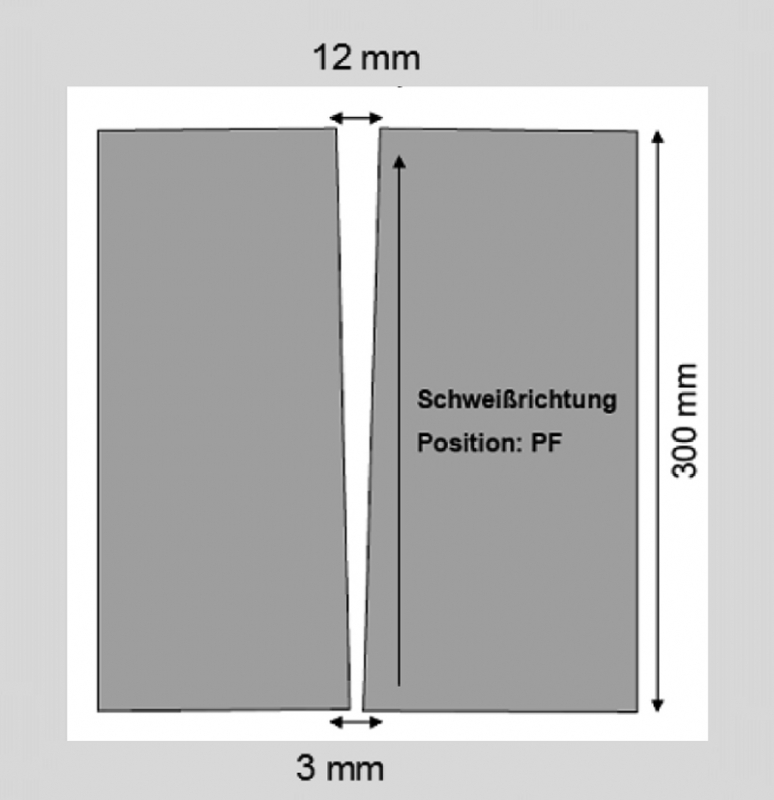
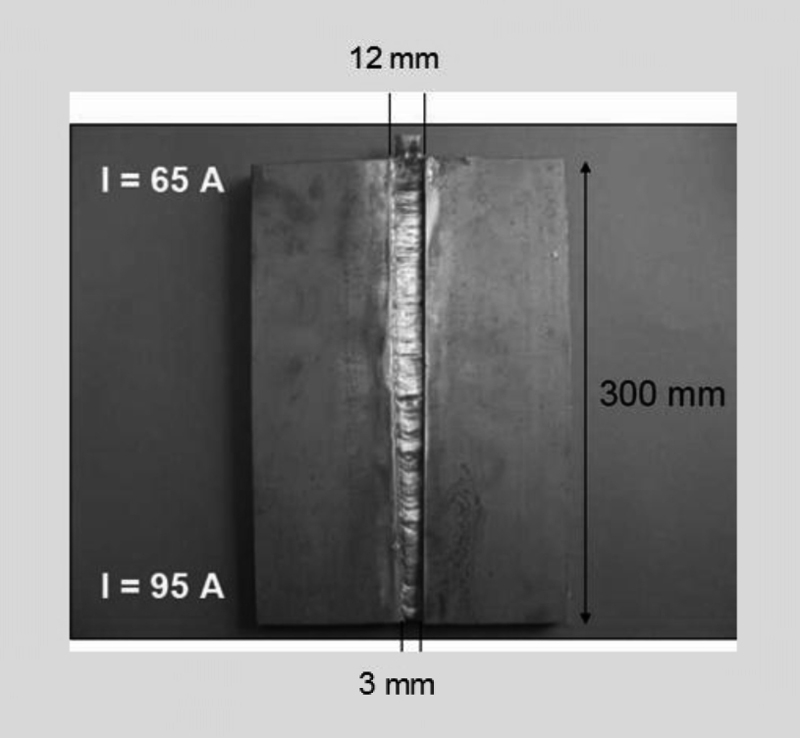
Překlenutí nerovnoměrné spáry
Obrázky 8a, b.
- kořenový svar na stoupačku,
- rozšiřující se mezera,
- ověřit překlenutí mezery,
- potvrdit vhodnost pro obtížné podmínky,
- materiál S355J0G3,
- tloušťka 15 mm,
- předehřev žádný,
- poloha PF,
- elektroda Ø 3,2 × 450,
- široký rozsah svařovacích parametrů,
- ověřeno překlenutí nestejnoměrné
- mezery až 12 mm.
| Tab. 3 – Böhler FOX EV 50-A – údaje o elektrodě | |||||||||||||
| EN ISO 2560-A:2005: E 42 3 B 12 H10 AWS A5.1-04: E7016 EN ISO 2560-B:2005: E 49 16 A U H10 AWS A5.1M-04: E4916 |
|||||||||||||
| C | Si | Mn | P | S | Ni | Cr | Mo | V | Rp (N/mm2) | Rm (N/mm2) | A5 (%) | Kv (J) (běžná teplota) | |
| AWS 5.1 | - | < 0,75 | < 1,6 | - | - | < 0,3 | < 0,2 | < 0,3 | < 0,08 | > 399 | > 482 | > 22 | - |
| skutečnost | 0,06 | 0,72 | 1,2 | 0,02 | 0,01 | 0,03 | 0,03 | 0,01 | 0,01 | 445 | 532 | 29,8 | 174/164/150 |
| Oceli S235J2G3-S355J2G3, S235JR-E295, C22, P235T1-P355T1, P235T2-P355T2, L210-L360NB, L290MB-L360MB, P235G1TH, P255G1TH, P235GH, P265GH, S255N, P295GH, S235JRS1-S235J3S, S355G1S-S355G3S, S255N-S355N, P255NH-P355NH, GE200-GE260. ASTM A27 a A36 všechny Gr., A214, A242 Gr.1-5, A266 Gr.1,2,4, A283 Gr.A,B,C,D, A285 Gr.A,B,C, A299 Gr.A,B, A328, A366, A515 Gr.60,65,70, A516 Gr.55, A570 Gr.30,33,36,40,45, A 572 Gr. 42, 50; A606 všechny Gr., A607 Gr.45, A656 Gr.50,60, A668 Gr.A,B, A907 Gr.30,33,36,40, A841, A851 Gr.1,2, A935 Gr.45, A936 Gr.50, API 5 L Gr.B, X42-X56 | |||||||||||||
| Osvědčení TÜV-D (10574.), DB (10.014.17), ÖBB, CE | |||||||||||||
Böhler FOX EV 50-A – údaje o elektrodě
Viz tabulka 3.
ZÁVĚR
Jak již bylo řečeno v úvodu, svařování obalenou elektrodou je stále značně rozšířená metoda, v některých oblastech s výrazně nadpolovičním zastoupením. Proto věnuje Böhler Welding Group vývoji obalených elektrod stále značné úsilí a množství finančních prostředků. Je potřeba si při volbě a porovnávání obalených elektrod uvědomovat poměrně velké rozdíly mezi jednotlivými typy, že jsou tyto rozdíly výrazně větší, než např. u svařovacích drátů.
Dvě na pohled stejné obalené elektrody, stejného chemického složení, mechanických hodnot, stejného zatřízení, se mohou chovat zcela odlišně.
Mezi produkty různých výrobců jsou očekávané rozdíly, v přesnosti výroby – např. viz centricita, dále dané pokročilostí koncepce – nový vývoj, starší generace. Velké rozdíly jsou mezi elektrodami legovanými v jádře a levnějšími elektrodami, majícími jádro společné pro řadu slitin a odlišnosti jsou řešeny dolegováním z obalu.
Jinak se ale mohou chovat i zdánlivě stejné elektrody jednoho výrobce. Zavádějící může být i zatřízení elektrody, kde např. AWS se vyznačuje velmi širokými mantinely. Toto platí i pro svařovací dráty.
Variations of Covered Electrodes – Covered Electrodes with Double Cover
Welding using the covered electrode does not belong to outdated methods. Using quality covered electrodes enables creating a weld of the highest quality. Moreover, the operation of this method is unrivalled. In a series of areas it therefore belongs to the preferred used, e.g. for welding the pipes, installation welds, repairs and renovations, welds of tool steels, etc. This article does not deal with characteristics of individual types, which is the generally known fact, but it presents advanced solutions of current covered electrodes.
(Použité podklady – Böhler Schweißtechnik Austria – Doppelmantelelektrode BÖHLER FOX EV 50-A)
Autor
Varianty obalených elektrod – obalené elektrody s dvojitým obalem
A jaký je rozdíl?
A čím jsou elektrody s svojitým obalem lepší než ty klasické: https://www.svarecikukla.cz/obalene-elektrody/ ??...údaje o elektrodě
Rád bych znal přesnější údaje o elektrodě Fox EV 50 W. Předem děkuji....Už nejsou drahé
Sice byly ze začátku drahé, ale teď už to docela jde....dnes uz to ale jde http://www.proprofiky.cz/Pridavne-svar-materialy/elektrody/Elektroda-wolf-WP-2-4x175...Elektrody pro průvarové bodové svařování
Plně souhlasím s autorem článku, že obalované elektrody jsou stále používané a v řadě odvětví svařovacích technologií nepostradatelné. Také průvarové bodové svařování ple...


NEJčtenější souvisejicí články (v posledních 30-ti dnech)
V příspěvku jsou uvedeny výsledky, které byly získány v rámci výroby dynamicky a únavově namáhaných svařovaných konstruk...
Přestože se pokročilé techniky ultrazvukového zkoušení běžně používají již od devadesátých let minulého století, do syst...
NEJlépe hodnocené související články
První jeřábový hák na světě vyrobený technikou 3D tisku úspěšně prošel zátěžovými testy na 80 tun a souvisejícími kontro...
uvedl v rozhovoru pro časopis KONSTRUKCE Ing. Lumír Al-Dabagh, generální ředitel ZVU STROJÍRNY, a. s....
NEJdiskutovanější související články
Svařování obalenou elektrodou rozhodně nepatří mezi zastaralé metody. Použití kvalitní obalené elektrody umožňuje vytvoř...
Při návrhu svařované mostní konstrukce pro městkou komunikaci v Praze Troji byla posuzována možnost použít místo klasick...
Hliník se nesvařuje s takovou samozřejmostí jako jiné kovy. Jeho velká afinita ke kyslíku, rychlá tvorba kysličníku hlin...



ISSN 1803-8433 | © Copyright 2002 - 2026 KONSTRUKCE Media, s.r.o.
Jakékoliv užití obsahu včetně převzetí, šíření či dalšího zpřístupňování článků a fotografií je bez souhlasu nakladatelství zakázáno.
KONSTRUKCE Media, s.r.o., se sídlem Starobělská 1133/5, 700 30 Ostrava, zapsaná v obchodním rejstříku vedeným u Krajského soudu v Ostravě, oddíl C, vložka 22003, Identifikační sídlo: 25851276 | Tel.: 597 317 578 | Fax: 597 579 166


