








Objekt Jaguar Body In White (BiW)
Rubrika: Výroba a montáž konstrukcí
Slávnostným odhalením základného kameňa sa 13. septembra v Nitre oficiálne začala výstavba nového závodu automobilky Jaguar Land Rover. Celková investícia presahuje sumu 1,1 miliardy libier, čo je v prepočte približne 1,4 miliardy eur. Ročná kapacita závodu je 150 000 vozidiel. Pričom prvé vozidlo by malo byť vyrobené koncom roka 2018. Rozloha nitrianskeho závodu automobilky Jaguar Land Rover je 300 000 m². Firma PROMONT, s. r. o. dodávala oceľovú koštrukciu haly BiW označenú ako 3. časť medzi osami R-F/1-6 a F-B/1-5.

POPIS KONŠTRUKCIE HALY BiW
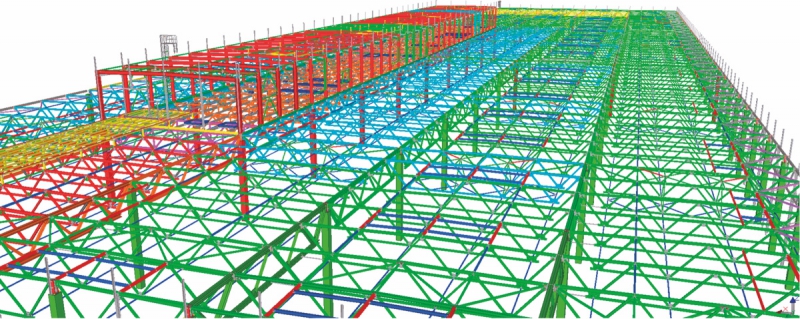
Konštrukcia haly BiW bola navrhnutá a je zrealizovaná ako oceľová nosná konštrukcia strechy uložená na železobetónových prefabrikovaných stĺpoch votknutých do základových pilót. Celkový pôdorysný rozmer haly BiW je 280 × 330 m. Svetlá výška je 8,1 m od podlahy po spodný okraj oceľovej strešnej konštrukcie. Výška haly po atiku je 13,05 m od podlahy. Maximálna výška haly v mieste strešných nadstavieb (plantroom) je 19,4 m. Nosná konštrukcia objektu je dilatačne rozdelená na 4 samostatné časti. Raster nosných stĺpov haly BiW je 20 × 20 m. Vo fasádnych osiach sú betónové stĺpy v osovej vzdialenosti 10 m, pre podopretie fasády boli navrhnuté nosné oceľové medzi-stĺpy.
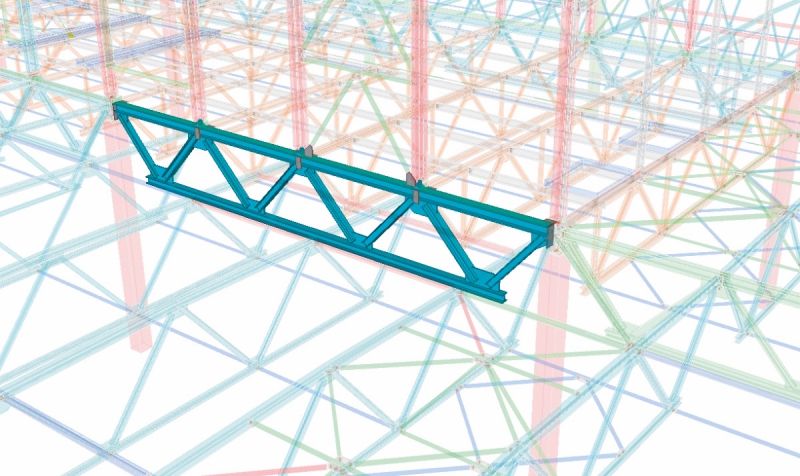
Strešná oceľová konštrukcia sa skladá z primárnych priehradových prievlakov v osovej vzdialenosti 20 m a zo sekundárnych priehradových väzníc v osovej vzdialenosti 5 m. Prievlaky s konštantnou celkovou výškou 3,0 m sú tvorené priamym horným a spodným pásom a ôsmimi výplňovými diagonálami. Priehradové väznice majú na rozdiel od prievlakov horný pás v sklone a maximálnu celkovú výšku 3,2 m. Strešné priehradové nosníky sú pripájané na kotevné stoličky skrutkovými prípojmi. Kotvené stoličky sú osadené na závitové tyče, ktoré sú na zabudovanú oceľovú platňu v hlave betónového stĺpa pripájané montážnym zvarom. V smere kolmo na strešné väznice (kolmo na spád) je ukladaný strešný nosný trapézový plech výšky 153 mm, kotvenie plechu je realizované samovrtnými skrutkami do ocele (JT2). Stuženie strešnej konštrukcie je zabezpečené rúrovými vzperami väzníc v krajných horných styčníkoch (2×) a vo všetkých styčníkoch spodného pásu (4×). V navrhnutých úsekoch sú strešné nosníky krížovo stužené vo vodorovnom aj zvislom smere. Stuženie strešných väzníc taktiež zabezpečuje nosný TR plech.
PROJEKT
Realizačná dokumentácia bola na základe tendrovej dokumentácie investora priebežne spracovávaná a dopĺňaná projekčnou kanceláriou Fevia. Pred samotným spracovaním realizačnej dokumentácie prebehla séria stretnutí hlavného dodávateľa, subdodávateľov oceľovej konštrukcie a projektanta, na ktorých sa riešili a dohodli najvhodnejšie detaily z hľadiska statiky, výroby a montáže oceľovej konštrukcie.
Dielenská dokumentácia pre výrobu a montáž oceľovej konštrukcie bola spracovaná vlastným projekčným tímom firmy Promont. Projekt výrobnej dokumentácie bol štandardne spracovaný na základe 3D modelu softvérom Tekla Structures, práca projekčného tímu na projekte prebiehala súbežne pomocou sieťového multi‑user módu softvéru. Kontrola dielenskej dokumentácie bola vykonávaná taktiež pomocou 3D BIM modelu, čo začína byť v súčasnej dobe štandard a v mnohých ohľadoch to urýchľuje komunikáciu, značne to znižuje chybovosť a zvyšuje kvalitu finálneho produktu pomocou lepšej priestorovej predstavivosti. Dokumentácia bola do dielne dodávaná vnútropodnikovou sieťovou komunikáciou, pomocou ktorej sú výkresy v elektronickej podobe dostupné tak vedeniu výroby, ako aj CNC rezacím a páliacim centrám, skladu, lakovni, výstupnej kontrole, a nakoniec archívu. Pred každou zmenou bol vždy okamžite overený stav výroby a následne navrhnutý spôsob úpravy toho ktorého dielca. Koordinácia so susedným dodávateľom oceľovej konštrukcie, čo sa týka presného pripojenia hraničných montážnych dielcov, prebiehala obojsmernou komunikáciou a kontrolou pomocou IFC formátu.
MATERIÁLY
Na oceľovú nosnú konštrukciu bola použitá oceľ v akosti S355JR/J2. Spojovací materiál bol navrhnutý podľa normy DIN933 a DIN931 v akosti 8.8 a 10.9. Skladba skrutkového spoja bola voči štandardu doplnená o 100% zaistenie všetkých skrutiek zaisťovacími maticami DIN7967. Taktiež je v každom skrutkovom spoji umiestnená dvojica vejárových podložiek DIN6798 pre prekostrenie a uzemnenie oceľovej konštrukcie, až na skrutky veľkosti M36 a väčšie, na ktoré nie je vejárová podložka dostupná. Tu bolo prekostrenie navrhnuté vodičmi cez pomocné skrutky v styčníkových plechoch. Kotvenie podružných konštrukcií do betónovej konštrukcie bolo realizované chemickými kotvami HIT-HY200. Na prúty priehradových nosníkov boli použité valcované profily prierezu HEA, HEB, HEM. Na prúty stužení boli použité rúrové profily RHS/VHP štvorcového prierezu. Na prúty svetlíkových výmen boli použité valcové profily prierezu UPE, IPE a HEA. Na styčníky a detaily prípojov boli použité plechy o hrúbke do 40 mm. Špeciálne na tento projekt boli profily objednávané v presnej dĺžke s minimálnou rezervou (50 – 100 mm), čo bolo pre výrobu značným pozitívom avšak pre plánovanie a projekt to znamenalo zvýšenú námahu a občasné komplikácie (zmena projektu = veľká pravdepodobnosť komplikácii). Plechy boli priebežne podľa potreby objednávané na stálu skladovú zásobu.
VÝROBA
Výroba oceľovej konštrukcie prebiehala vo výrobnom závode firmy Promont v Krásne nad Kysucou. Kapacita výroby bola v roku 2016 zvýšená rozšírením výrobných priestorov o 2 100 m2 ako príprava na možnú realizáciu tohto projektu. Taktiež boli rozšírené skladové priestory hutného materiálu s doplnením ďalšieho vežového žeriavu na manipuláciu s materiálom. Poloha nového skladového priestoru umožnila optimalizovať tok výroby, čím sa výroba a dodanie výrobku zrýchlila.
Výroba konštrukčného dielca začína presunom hutného materiálu na deliace centrá : uloženie plechu na páliaci plazmový stôl a profilu na pilo-vŕtacie deliace CNC centrum. Pálenie plechov na presný rozmer vykonáva plazmový stroj na základe NC/dxf dát, podobne aj rezanie profilov a vŕtanie dier vykonáva stroj pomocou NC dát exportovaných z 3D dielenského modelu. Následne sú položky označené a sústredené na zámočnícke pracoviská. Tu sa začína zostavovanie dielca na základe výkresovej dokumentácie. Dokončené kompletne zvarené dielce sú po kontrole rozmerov a NDT kontrole zvarov (100% VT, MT, UT) pracovníkom OTK uvoľnené na PKO (tryskanie + náter). Po aplikácií náterov, ich zaschnutí a realizácií výstupnej kontroly sú dielce expedované priamo na stavbu, resp. na sklad hotových výrobkov.
MONTÁŽ
Dovoz konštrukcie z výroby na stavenisko bol realizovaný cestnou nadrozmernou dopravou s prepravnými rozmermi nákladu podľa maximálneho rozmeru nedeliteľného dielca a to 20 × 3,2 m.
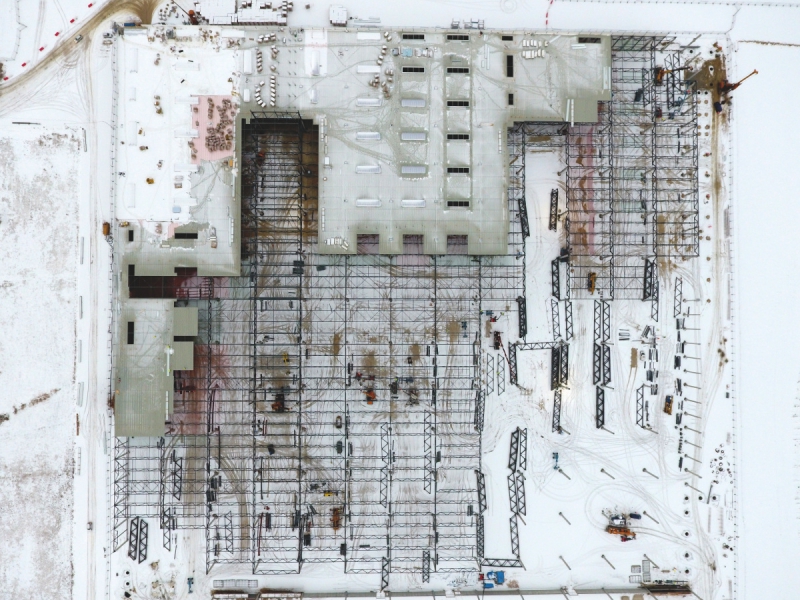
Na stavenisku sa konštrukčné dielce ukladali na montážnu skládku systematicky podľa postupnosti a miesta montáže. Dvíhanie dielcov do montážnej polohy sa vykonávalo pomocou autožeriavov s nosnosťou 20 t, 28 t (3 ks), 30 t, 70 t a 80 t. Osadenie dielcov do montážnej polohy pomocou skrutiek vykonávali pracovníci z montážnych plošín so zdvihom do výšky 16 – 20 m (celkom 21 ks).
Montáž jednotlivých celkov strešnej konštrukcie začína výškovým a smerovým zameraním pozície betónovej konštrukcie na ktorú sa oceľová konštrukcia kotví. Podľa geodetického zamerania sa nastaví výška podloženia „stoličky“ tak, aby bola v projektovanej polohe. Kotvenie stoličky (závitové tyče vovarené do kotevnej platne) sa montážnym zvarom po obvode privarí na zabudovanú platňu v hlave stĺpa. Stolička má v štyroch smeroch pripravené otvory pre skrutky pripájajúce priehradové prievlaky a väznice. Po montáži susednej dvojice priehradových väzníc sa tieto následne vzájomne prepojili stužidlami pomocou skrutkových spojov. Nakoniec sa do montážnej polohy osadili výmeny pre svetlíky. Všetky skrutky boli zaistené zaisťovacími maticami.
Pri vhodných podmienkach na stavenisku (prijateľné počasie, pripravenosť stĺpov) sa za mesiac podarilo firme Promont namontovať zhruba 1 000 t hlavnej nosnej oceľovej konštrukcie. Hneď za montážou oceľovej konštrukcie strechy prebieha postupne aj montáž strešného nosného trapézového plechu, ktorého realizáciu zabezpečuje firma Promont na celom objekte BiW.
Z podkladů Promont, s. r. o.
The Building of Jaguar Body in White (BIW)
The ceremonial unveiling of the cornerstone on September 13 officially started the construction of the new Jaguar Land Rover vehicle manufacturing plants. The overall investments exceeded the amount of GBP 1.1 billion, which is approximately EUR 1.4 billion. The annual capacity of the plant is 150 000 vehicles, and the first vehicle should be produced by the end of 2018. The area of the Jaguar Land Rover vehicle manufacturing plant is 300,000 m2. PROMONT, s. r. o. supplied the steel structure of BiW hall, marked as part 3 between the axes of R-F/1-6 and F-B/1-5.
O PROMONT, s. r. o.
Spoločnosť vstúpila na slovenský trh v roku 1992 ako fyzická osoba – Pavol Masnica – Stavomontáže O.K. Spoločnosť Promont, s. r. o. vznikla v roku 2002 presunutím všetkých práv a povinností. Promont, s.r.o. je slovenský líder vo výrobe a montáži oceľových konštrukcií. Podieľal sa na výstavbe výrobného areálu KIA Motors Slovakia (Teplička nad Váhom), SONY (Nitra), PSA PEUGEOT CITROËN Slovakia (Trnava), Volkswagen (Bratislava), MONDI SCP (Ružomberok) . Úspešne sa snaží presadiť aj v zahraničí na projektoch najmä v Českej republike, Poľsku a Maďarsku, ale vyvážal aj do Iránu, Senegalu, Spojených štátov, Číny, Rakúska, Nemecka, Portugalska, Francúzska, Fínska či Švédska.
V roku 2014 spoločnosť Promont, s. r. o. postavila najvyššiu budovu z oceľovej konštrukcie (18 poschodí – výška 70 m) MONDI SCP Ružomberok. Spoločnosť Promont, s. r. o. podpísala kontrakt na obdobnú zákazku do Fínska v roku 2015, kde od apríla 2015 do februára 2016 dodala 100 kamiónov oceľovej konštrukcie. V roku 2016 spoločnosť vyrábala a montovala oceľovú konštrukciu zaujímavej architektonickej budovy Inštitútu Kybernetiky a Informatiky ČVUT v Českej republike. Získaním oprávnenia DIN18800, ktoré neskôr nahradila oprávnením STN STN EN 1090-2 sa Promont, s. r. o. môže podieľať na výrobe mostov (realizácia napr. Most na Diaľnici D1 úsek Sverepec – Vrtižer pri Považskej Bystrici, Most na rýchlostnej ceste R1 úsek Beladice – Tekovské Nemce pri Nitre, Most na diaľnici D1 úsek Jablonov – Studenec pri Levoči, Most cez rieku Váh Martin), ktoré aj ako jedna z mála slovenských firiem montuje. V období 2014 – 2015 firma vyrábala a montovala mosty na úseku diaľnice D3 Svrčinovec – Skalité. Jeden z mostov bol o dĺžke 422 m a hmotnosti 1 600 ton, druhý dosahoval dĺžku až 690 m a hmotnosťou prekračoval 2 700 ton. Pri výrobe mostov sa spoločnosť nezastavila na hraniciach Slovenska a vyrábala v roku 2015 zdvihací most do Švédska o rozmere 18,1 m × 21,5 m.
Autor
.jpg)
.jpg)
.jpg)
.jpg)




NEJčtenější souvisejicí články (v posledních 30-ti dnech)
PROTAH je systém konstrukčních táhel a doplňků pro použití v konstrukcích pozemních a inženýrských staveb. Systém PROTAH...
Lávka pro pěší celkové délky 60,40 m je popsána s ohledem na architektonické a konstrukční řešení a postup stavby. Konst...
Současné období (tj. roky 2009 – 2014) je v oboru stavebních ocelových konstrukcí (dle NANDO 2/4) charakterizováno zásad...
NEJlépe hodnocené související články
Změna legislativy, resp. zákona č. 254/2001 Sb., o vodách, který požaduje provádění revize a zkoušky těsnosti nádrží na ...
Jedním z hnacích motorů prudkého industriálního rozvoje v českých zemích na přelomu devatenáctého a dvacátého století by...
Průmyslový park v Ostravě – Porubě přivítal první nájemce a investory. Dostal také nové jméno NP AREA (dříve Soltex). Po...
NEJdiskutovanější související články
Silnice I/34 (Havlíčkův Brod – Svitavy) je jednou z páteřních komunikací severní části Českomoravské vysočiny. Na své tr...
Předmětem článku je projekt, výroba, montáž a předpínání ocelové superkonstrukce nového objektu Trimaran v Praze na Pank...
Lávka pro pěší celkové délky 60,40 m je popsána s ohledem na architektonické a konstrukční řešení a postup stavby. Konst...



ISSN 1803-8433 | © Copyright 2002 - 2026 KONSTRUKCE Media, s.r.o.
Jakékoliv užití obsahu včetně převzetí, šíření či dalšího zpřístupňování článků a fotografií je bez souhlasu nakladatelství zakázáno.
KONSTRUKCE Media, s.r.o., se sídlem Starobělská 1133/5, 700 30 Ostrava, zapsaná v obchodním rejstříku vedeným u Krajského soudu v Ostravě, oddíl C, vložka 22003, Identifikační sídlo: 25851276 | Tel.: 597 317 578 | Fax: 597 579 166


