







 Povrchová ochrana Protikorózna ochrana oceľových konštrukcií prenosových ciest v energetike žiarovým zinkovaním, kvalita, jej výhody a riziká plynúce z výrobného procesu
Povrchová ochrana Protikorózna ochrana oceľových konštrukcií prenosových ciest v energetike žiarovým zinkovaním, kvalita, jej výhody a riziká plynúce z výrobného procesuProtikorózna ochrana oceľových konštrukcií prenosových ciest v energetike žiarovým zinkovaním, kvalita, jej výhody a riziká plynúce z výrobného procesu
Rubrika: Povrchová ochrana
Žiarovo pozinkované oceľové konštrukcie majú od čias ČSSR a prvých veľkorozmerných keramických vaní u nás dlhú tradíciu. Kvalita výroby oceľovej konštrukcie s jej akostným pozinkovaním je neoddeliteľne spätá. Zaostanie v technologickej disciplíne v ktorejkoľvek z nich sa prejaví na garantovanej živosti protikoróznej ochrany, čo je v rozpore so záujmom investora a prevádzkovateľa energetických prenosových ciest a rozvodných staníc. Zhrnutie predchádzajúcich skúseností a poznatkov z tejto oblasti, spolu s najčerstvejšími a to aj zo zahraničia, je predmetom tohto príspevku.

Významných užívateľom protikoróznej ochrany oceľových konštrukcií technológiou žiarového zinkovania je energetika. Takmer všetky jej oceľové konštrukcie t.j. stožiare nízkeho, vysokého a veľmi vysokého napätia prenosových ciest, ako aj hlavné a pomocné oceľové konštrukcie rozvodných staníc s požiadavkou tridsať ročnej a viac, životnosti sú po dlhé desaťročia nemilosrdne vystavené atmosférickým vplyvom.
Toto kritérium samozrejme platí aj pre oblasti so silným a agresívnym znečistením ovzdušia v blízkosti priemyslu, kde sa cielene nachádzajú napájacie rozvodné stanice a v poslednej dobe, aj praktickými prejavmi vetrom zanášaného aerosolu posypovej soli z autostrád a rýchlostných komunikácií. Samozrejme „svoje“ o tom vedia aj prevádzko-vatelia mostov, či už oceľových z konštrukčných ocelí, Atmofixu, Cortenu alebo železobetónu.
Krátkym nahliadnutím do neďalekej histórie možno zrekapitulovať, že Elektrovod, vtedy ešte národný podnik ČSSR s jeho závodom v Žiline, bol budovaný na významného
výrobcu priehradových stožiarov vn, vvn, zvn a oceľových konštrukcií rozvodných staníc. Obnova povojnovej energetiky, ale aj priemyselno-stavebný boom rozvíjajúceho sa technicky vyspelého spoločného štátu, priala prostredníctvom rozhodujúcich politicko-odborných kruhov technologickej výbave podniku. Z hľadiska zvolenej témy príspevku ,okrem veľkorysého nákupu moderných numericky riadených dierovacích strojov konštrukčných úholníkov typu Vernet a výstavby skúšobne stožiarov, bola naprojektovaná a postavená národným podnikom TEPLOTECHNA Olomouc, v republike prvá veľkorozmerová zinkovacia pec s keramickou vaňou a nepriamym ohrevom zinku, cez fritovú plávajúcu pokrývku v oddelenej komore od kúpeľa zinkovej vane. Dnes sa už tieto pece z ekonomických dôvodov nepoužívajú, ale na dobu vzniku tj. 1971 to bolo technické priekopnícke dielo s rozmermi vane: dĺžka 9 m, hĺbka 1,1 m a šírka zrkadla 0,8 m. Tepelná stabilita pri kolísavom zinkovacom výkone bola vďaka obrovskému objemu roztaveného zinku výborná. Tam bola možnosť aj laborovať s legujúcimi prísadami, najmä vplyvu Al, ďalej odskúšať ovplyvňovanie difúzneho procesu metódou Cuprazin atď atď. Toľko, pár slov k histórii, aby nedošlo k prestrihnutiu kontinuity vedomostí.
A teraz pohľad ku každodennej problematike kvality oceľových konštrukcií pre energetiku z pohľadu stavebno-montážnej firmy, ktorou sa po rôznych transformáciách stal dnes, SAG Elektrovod, a. s.
Množiace sa prípady oprávnenej nespokojnosti investora na stav protikoróznej ochrany u čerstvo dodávaných oceľových konštrukcií ako od domácich dodávateľov, tak i v kooperácii konzorcií so zahraničím, vyvolal požiadavku na analýzu príčin tohto faktu. Za posledné dva roky len v energetike SR, ktorá je významným odberateľom pozinkovaných oceľových konštrukcií, a z dôvodu garancie ich životnosti na tridsať rokov i viac sa množia oprávnené reklamácie na ich kvalitu. Investor už v žiadnom prípade neprižmúri oči nad koróznymi výronmi a laicky ľahko zbadateľnými stopami čerstvých výronov hrdzavej vody ešte, obrazne povedané u teplých oceľových nových pozinkovaných konštrukcií.
Jedná sa o diely vysokonapäťových stožiarov vn a vvn skrutkovaných alebo kombinovane zváraných u ktorých sa často nachádzajú zvárané silové uzly, a u hlavných i pomocných oceľových konštrukcií pre rozvodné stanice vn a vvn. Hlavne u posledne menovanej skupiny sú celé drieky podperných nôh vn a vvn prístrojov, nosníkov, ale aj portálov kotvenia izolátorových reťazcov lanových prípojníc tvorené celozváranou Vierendeelovou konštrukciou.
Je ľahká, tuhá a osvedčená. Toľko stručne k uvedeniu čitateľa do obrazu.
K úvodnej vete príspevku o množiacej sa nekvalite a nespokojnosti investora rozkryjeme sekundárne a primárne príčiny ako aj fyzikálny mechanizmus defektov pozinkovaných konštrukcií. V tejto súvislosti je potrebné hneď na začiatku zdôrazniť, že navonok jasná nekvalita protikoróznej ochrany oceľových konštrukcií v prevažnej miere, nie je zapríčinená nekvalitou fyzikálneho princípu žiarového zinkovania. Platilo, stále platí a bude platiť známa myšlienka veľkého a úspešného priekopníka priemyslu Tomáša Baťu, že firmu tvoria ľudia a nie naopak. Tu treba hľadať korene problému a to v kvalite jednotlivcov. Úspech firmy vyviera z kvality a koncentrácie jednotlivcov, v našom prípade myslené, výkonných zamestnancov a invencie ich myslenia.
V čom sú príčiny a aké sú opakované prípady problémov. Prvý, ten lepší je, keď subdodávateľ oceľovej konštrukcie v zmysle vo výkresoch predpísanej protikoróznej ochrany žiarovým zinkovaním, si dá ním pozváranú konštrukciu pozinkovať v niektorej, dnes už premnoženej komunite zinkovní. Súčasťou jeho kilogramovej ceny zváranej oceľovej konštrukcie je aj pozink. Ale s ním, preberá na seba aj garanta kvality voči investorovi za celkovú kvalitu danú podľa Eurocodu triedou vyhotovenia (napr. v EXC3), kvalitatívnymi, rozmerovými, geometrickými parametrami a celistvosťou pozinkovania podľa EN ISO 1461 v celom rozsahu !! So zreteľom na zinkovanie, na to, aby sa naplnilo očakávanie predchádzajúcich viet, musí mať odborne zdatného špecialistu, ktorý osobne, kus po kuse, detail po detaile, centimeter po centimetri, zvar po zvare prejde konštrukciu na nádvorí zinkovne a zariadi prípadné prípustné opravy okvapov, hrebeňov hrudiek na funkčných plochách, ostrýn, ešte pracovníkmi zinkovne (za ktoré si riadne zaplatil), až potom dovolí zviazať – zapáskovať konštrukciu a to so separovacími deliacimi vložkami, aby pri otrasoch dopravy na stavbu nedošlo k otĺkaniu oceľ na oceľ a tým prerazeniu a odprysknutiu vrstvy zinku najmä na vyčnievajúcich hrebeňoch povrch prevyšujúcich zvarových húseníc.
Takto dodanou konštrukciou montážnej firme na zmontovanie a inštaláciu prístrojov, nepresunie Čierneho Petra zo svojich bremien ďalej. Toto sa od neho očakáva, je to obsiahnuté v jeho systéme riadenia kvality proklamovaného certifikátmi pri výberovom konaní a je to zakalkulované a vyplatené v kilogramovej cene. Hra je čistá a jasná. Od tejto chvíle za ďalšie poškodenie zodpovedá montážna organizácia s jej manipuláciou, inštaláciou pomocou žeriavov, montážou prístrojov a rektifikáciou.
Druhý scenár, treba povedať ten horší sa o to častejšie opakuje, keď pod tlakom termínov výrobca – subdodávateľ nepreberie oceľovú konštrukciu v zinkovni, len pošle kamión na naloženie v zinkovni a prevoz na stavbu. Zanedbá sa celá séria kontrol i riadného prebratia a pred montážnu organizáciu je zložená halda dielov (u stožiarov zväzky diagonál, bedne stykových dosiek, rohových úholníkov, zvarencov silových uzlov, skrutiek, matíc, stupačiek a podložiek).
U konštrukcií rozvodných staníc sú to veľkorozmerové zvarence prevažne Vierendeelovej konštrukcie s „nekonečným množstvom“ zvarov, stoličiek pod prístroje a ďalšie prvky O.K. Obyčajne pod tlakom času a nie náležitého avizovania dielčích nepravidelných dodávok sa tony materiálu ocitnú na stavbe. Až tu začína skutočná prebierka a odhalovanie závad, samozrejme v naprosto nevhodnom prostredí na eventuálne opravy a za asistencie dozorujúceho investora. Treba povedať, že vo väčšine prípadov si investor určuje zhotoviteľa – dodávateľa konštrukcie z pohľadu lukratívnosti – teda cenovej výhodnosti, a preto hlboká znalosť technologickej a inteligenčnej úrovne zhotoviteľa sa nepremietne do výberu. O tejto problematike, ktorá je sprievodným znakom Európsko Únijnej spoločnosti dnešných dní, pojednávajú už publikované články o Kvalite a presnosti výroby oceľových konštrukcií, publikované autorom v časopisoch napr. Konstrukce, All For Power, Zváranie – Svařování alebo celej rade konferencií. Vráťme sa však od organizačného zabezpečenia ku konrétne sa vyskytujúcim závadám.
Prevažujúcu väčšinu závad tvoria neopraviteľné vady nezapričinené zinkovňou, aj keď v prvých chvíľach rôznych komisií na stavbách sú pripísané zinkovni a nekvalite pozinkovania. Opak je pravdou. Väčšina neopraviteľných závad vzniká, a je zapričinená u výrobcu oceľovej konštrukcie a to, že nedodrží hlavnú zásadu tupých alebo kútových zvarov na hermatické uzatvorenie ich obvodu. Zvárač svojou nedôslednosťou alebo náležitým nepoučením o dopade tohto detailu predčasne ukončí zvarovú húsenicu na konci profilu a neprenesie oblúk a zvarový kúpeľ na začiatok obvodového zvaru a tým nezabezpečí hermetické uzavretie styčnej plochy vzniknutej prekrytím profilov, obyčajne uholníkov diagonál s rohovými, alebo u Vierendeelových konštrukcií rozperných dosiek s rohovými uholníkmi alebo U-profilmi. V prvom prípade diagonál, v prekrytom priestore o značnej ploche s obsahom okují a kysličníkov, ešte zo skladovania a výrobného procesu je takto vytvorený veľký objem pojmúci v procese chemickej predúpravy výrobku morením, kyselinu chlorovodíkovú HCl. Tá netesným zvarom ochotne vnikne do dutiny, vyplní ju a aj pomocou kapilárnych síl sa v nej šíri do hĺbky. Následné technologické stupne oplachov pri postupe do ešte ostrejších vaní s vyššou koncentráciou moriacích kyselín ,nemajú výplachový efekt a to ani pred ponorom do tavidla s roztokom chloridu zinočnatého a chloridu amonného. Následné sušenie a predohrev pred zinkovaním z kyseliny ľudovo povedané odparí vodu, ale soli zostanú v dutine.
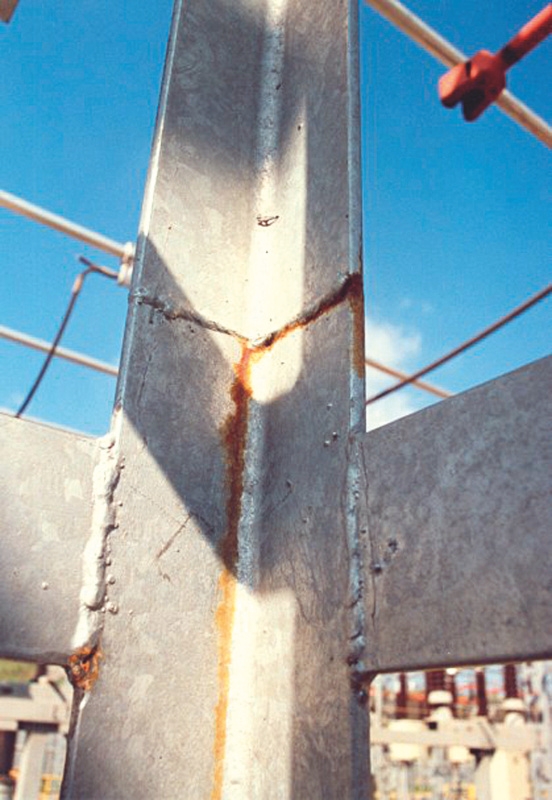
U nosníkov tvorených Vierendeelovou konštrukciou tu hrá významnú rolu hrúbka priváraných rozperných dosiek zväčšia tupým zvarom s prevýšením. V praxi, hĺbka prevarenia koreňa nedosiahne zďaleka polovicu hrúbky materiálu aj z druhej strany, a vplyvom výrobných nepresností najmä kolíšúcich dĺžok rozperných dosiek vznikne objemná dutina na dĺžku rozperných dosiek. Zatekajúca voda, alebo prirodzená hygroskopiskosť dokonale vysušených solí, naviaže na ňu vodu a vytvorí v dutine, ale hlavne zo strany koreňa zvarov žieravé koncentrované korózne prostredie, kde výron koróznych produktov cez netesnú dieru je len neškodným prejavom pomerov v dutine.
Energetika má zmapované vôbec nie ojedinelé prípady, kde rozpínajúci sa objem koróznych produktov (kysličníkov železa) svojím narastajúcim objemom deformuje hrubostenné stykové dosky a dokáže tlakom vzrastajúceho prírastku objemu odtrhnúť driek skrutiek. Preto u investora, ktorý si uvedomuje tieto skryté riziká, sú takto vytvorené dutiny časovanou bombou a zásadne nesúhlasí s použitím opravy formou farby. Oprava hermetickosti tavným zváraním neprichádza do úvahy, pretože zničí na mnohých miestach zinkovú ochranu. Okrem toho, by uzavrela množstvo už vniknutých solí v uzavretej dutine. Je to jasný argument na neprebratie konštrukcie. Tu je miesto apelovať na projektanta aby vo výkresoch eliminoval tento efekt a predpísal obojstranné zrazenie zvarových hrán rozperných dosiek a tým zaistil vzájomné prevarenie koreňov zvarov z oboch strán a vylúčil vznik dutoplôch aj za cenu drahšej výroby. Tým významne zníži riziko nehermetickosti uzavretých obvodových zvarov a následné výrony korózie z nich.
Každá zinkovňa má túto elementárnu požiadavku okrem zmluvných podmienok ešte vyvesenú v prijímacej kancelárii vo výške očí. Dôsledky nedodržania tejto v podstate jednoduchej podmienky sú pre zdar diela fatálne. Desiatky čerstvých výronov korózie u prakticky „ešte teplých“ oceľových konštrukcií dovezených na stavbu, alebo horšie, s časovým oneskorením preraziacich – preleptajúcich tenkú zinkovú záslepku až po zmontovaní. Princíp mechanizmu výronu korózie je nasledovný. V praxi sa javí ako vytekajúca hustá hrdza – ako prvý prezrádzajúci efekt. Alebo druhý prejav – efekt pomalšie sa šíriaci šedý podleptaný – naleptaný povrch zinku vo forme nepravidelnej mapy.
Ďalším zdrojom nekontuinity pokrytia – teda neprebehnutia difúzie do základného materiálu je struska, obyčajne uložená na okrajoch zvarovej húsenice. Je jedno, či pochádza z nevhodného separačného prostriedku plynovej hubice horáka metódy 135 – MAG, alebo neodstránených kysličníkov a okují z miesta a okolia zvaru. Podstatné je, že funguje ako keramická špongia – vysoko porézna, ktorá ochotne do seba pojme kyselinu chlorovodíkovú z procesu morenia a nedovolí pod sebou prebehnúť difúzii zinku do železa, teda vytvorí nepozinkované plochy, ktoré následne ochotne zásobuje kyselinou.
Struska, ako keramická špongia nasýtená kyselinou chlórovodíkovou sice v procese sušenia a predohrevu potavidlovania v chloride zinočnatom odparí zo seba vodu, ale soli zostanú zakotvené – uložené v nej. Samotný proces žiaroveného zinkovania ponorom nezaručuje pokrytie strusky, ani zinok nemá byť v nej prečo zakotvený. Preto struska nasýtená soľou po opustení zinkovne, v teréne, dotovaná najprv atmosférickou vlhkosťou a neskôr zatekajúcou zrážkovou vodou opäť zviaže soľ s vodou a vytvorí kyselinu s jej devastujúcimi účinkami na okolie. Naleptáva – rozpúšťa zinok v tesnom okolí alebo v horšom prípade ho podleptáva pod povrchom, čo sa prejavuje typickými popolavomatnými nepravidelnými mapami šíriacími sa od miesta dotovania kyselinou.
V každom prípade v očiach pozorného investora starostlivo si dohľadujúceho účelnosť vynaloženia svojich peňazí, je to principiálne neprebrateľná vada, neopraviteľná farbou, ktorá tu plní len kozmetickú funkciu s cieľom zamaskovať realitu pred pohľadom investora. Táto vada je ostatne definíciou špecifikovaná aj v norme ISO 2064 a EN ISO 1461 v bode 3.17. Ostatné defekty celistvosti pokrytia sa dajú ošetriť zinkovou farbou v zmysle obmedzujúcich kritérií celkovej plochy a hrúbky uvedenej v norme EN ISO 1461. Jedná sa najmä o odtrhnuté plochy zinku v mieste závesu z diery, viď foto.
V súčasnosti, veľmi aktuálne k tejto téme, sú dovážané veľmi podobné popísané konštrukcie na montáž od zahraničného dodávateľa, ktorý bol výhercom výberového konania (tiež zahraničný), ale z inej krajiny, vybratý veľmi pravdepodobne z cenových dôvodov. Žiaľ, tento vývoj udalostí sa dá očakávať, keď stratíte priamu možnosť dohľadu pri výrobe, priebežnej kontrole kvality u výrobcu, ďalej kontrolu kvality a prebratie v zinkovni, včetne spôsobu šetrného separovania pozinkovaných konštrukcií, ich zviazania, naloženia a dopravy.
RESUMÉ
Záverom možno konštatovať, že k predchádzaniu uvedených problémov možno pristúpiť iba dôslednosťou, znalosťou a školením zainteresovaného personálu. Vstupom rôznych foriem konzorcií, kombinácií dodávateľov (častokrát anonymných) a subdodávateľov, ktorých cieľom zväčša je zníženie výrobnej ceny, sa rozdrobuje a stráca možnosť kompetencií a nekompromisného dozoru i kontroly nad výrobou. Rôzni koordinátori, navyše sídliaci v inej krajine, reagujú s prirodzeným znervóznením, zľahčovaním avizovaných závad a oneskorením v nutných reakciách, a tým je prehĺbená kvalitatívna a termínová kríza, možno v mene zisku.
SAG Elektrovod, a. s. preto opierajúci sa o polstoročnú hlbokú znalosť problematiky, získanej „na vlastnej koži“, takmer vo všetkých oblastiach technológie výroby, ak mu je z vyššie uvedených dôvodov zverená – delegovaná možnosť výberu dodávateľa oceľových konštrukcií dôsledne dbá o technologicko-intelektuálnu úroveň, znalosť noriem, výbavy metrológie, systému kvality a zodpovednosti. Toto je osvedčená cesta k záverečnému splneniu plánovaného termínu, technicko-komerčnému úspechu a spokojnosti investora.
Materiál byl prezentován na 14. konferenci Ocelové konstrukce 2012 v Karlové Studánce.
Hot Zinc Dipping Anticorrosive Protection of Steel Constructions of Transmission Routes in Nuclear Power Engineering, its Quality, Strengths and Risk Arising from a Manufacturing Process
Since the times of the Czechoslovak Socialist Republic and first ceramic bathtubs, steel structures treated with hot zinc dip have had a long tradition in our country. Quality of manufacturing of steel structures is inseparably connected with its high-quality zinc coating. Shortcomings in any of these technological disciplines manifest on a guaranteed lifetime of anticorrosive protection what is against the interest of investor and operator of power transmission routes and switching stations. This article focuses on a summary of previous experience and knowledge in this field together with the latest news also from abroad.




















NEJčtenější souvisejicí články (v posledních 30-ti dnech)
Ocel je moderní stavební materiál, který má široké možnosti uplatnění ve všech typech staveb. Z hlediska požární odolnos...
Na základě poptávky našich zákazníků na maskování částí ocelových konstrukcí před žárovým pozinkováním jsme se začali za...
NEJlépe hodnocené související články
Objednatele žárového pozinkování mnohdy znepokojuje různorodý vzhled povlaku. U zakázek provedených z rozmanitého materi...
K tomuto článku bola zvolená téma osvetľujúca skúsenosti a prax investorov z radov energetiky, využívajúcich služieb sie...
Korozivzdorné oceli patří mezi konstrukční materiály s vysokou korozní odolností v závislosti na způsobu jejich legování...
NEJdiskutovanější související články
Na základě poptávky našich zákazníků na maskování částí ocelových konstrukcí před žárovým pozinkováním jsme se začali za...
Přelom června a července letošního roku bude ve znamení Mistrovství světa ve fotbale 2010. Tuto sportovní událost poprvé...



ISSN 1803-8433 | © Copyright 2002 - 2026 KONSTRUKCE Media, s.r.o.
Jakékoliv užití obsahu včetně převzetí, šíření či dalšího zpřístupňování článků a fotografií je bez souhlasu nakladatelství zakázáno.
KONSTRUKCE Media, s.r.o., se sídlem Starobělská 1133/5, 700 30 Ostrava, zapsaná v obchodním rejstříku vedeným u Krajského soudu v Ostravě, oddíl C, vložka 22003, Identifikační sídlo: 25851276 | Tel.: 597 317 578 | Fax: 597 579 166


