







 Povrchová ochrana Studium příčin ztmavnutí povlaku žárového zinku v oblasti svarového spoje
Povrchová ochrana Studium příčin ztmavnutí povlaku žárového zinku v oblasti svarového spojeStudium příčin ztmavnutí povlaku žárového zinku v oblasti svarového spoje
Rubrika: Povrchová ochrana
Objednatele žárového pozinkování mnohdy znepokojuje různorodý vzhled povlaku. U zakázek provedených z rozmanitého materiálu jsou některé pozinkované plochy lesklé, jiné mohou být temně matné. Od zhotovitele povlaku požadují vysvětlení a někdy žádají nápravu tohoto jevu, který však je pro zinkové povlaky nanášené ponorem příznačný. Tmavý odstín povlaku se často projevuje v oblastech svarových spojů (obr. 1).

Rozhodující vliv na vzhled povlaku i jeho strukturu má křemík přidávaný do uklidněných ocelí jako dezoxidační činidlo. Aby se z oceli odstranilo co nejvíc kyslíku, dávkuje se do oceli křemík s určitým přebytkem. Část křemíku, který nezoxidoval na oxid křemičitý, zůstává substitučně rozpuštěný v oceli. Tyto poruchy v její krystalové mřížce pak usnadňují uvolňování atomů železa ze substrátu a způsobují zvýšenou reaktivitu se zinkem. Na povrchu povlaku u takových ocelí často chybí lesklá vrstva η‑fáze (čistého zinku) a povlak je tvořený výhradně slitinovými železo‑zinkovými fázemi, které na rozdíl od čistého zinku mají tmavý matný odstín. V našem experimentu jsme se zaměřili na vysvětlení příčin ztmavnutí povlaku v oblasti některých přebroušených svarových spojů.
Předpokládané nejčastější příčiny tmavého odstínu v oblasti svaru:
a) Křemík v přídavném materiálu
b) Ocel s relativně vysokým obsahem křemíku
c) Akumulace tepla
d) Křemík v abrazivu brusného kotouče
e) Poruchy v krystalové mřížce povrchové vrstvy oceli v důsledku broušení
Ad a) Přídavný materiál
Aby bylo dosaženo vysoké kvality svarového kovu a potažmo i spoje, přidává se do svařovacích drátů křemík v poměrně vysoké koncentraci. Pokud je pro svaření nízkokřemíkaté oceli použit přídavný materiál s přebytkem křemíku, tmavý odstín vykazuje pouze svarový kov.
Ad b) Obsah křemíku v Sebistyho oblasti
U uklidněných ocelí s obsahem křemíku v takzvané Sebistyho oblasti má povlak zpravidla světlý odstín, někdy se může vyznačovat takzvaným mramorováním. V oblasti svarového spoje může dojít k ovlivnění odstínu povlaku v tepelně ovlivněné oblasti svaru. Vysoká teplota okolí svarového spoje při svařování oceli, zvláště při pokládání tlustých housenek, vede k difúzi křemíku ze svarového kovu do okolního materiálu a ke zvýšení jeho koncentrace v TOO, kde pak zvyšuje reaktivitu se zinkem.
Ad c) Akumulace tepla
V místě připojení žebra, styčníku, výztuhy apod. z důvodu větší koncentrace hmoty je teplo ze zinkové lázně akumulováno ve vyšší míře. Teplota pozinkovaného dílce nad 200 °C znamená udržení difúzního koeficientu železa na dostatečně vysoké úrovni, aby mohla pokračovat jeho metalurgická reakce se zinkem ulpěným na povrchu povlaku za vzniku slitinových fází. V tomto případě výskyt tmavých matných oblastí souvisí se svarovým spojem druhotně, příčina je v akumulaci tepla.
Ad d) Lamelové brusné kotouče
Obvykle se jedná o místa, kde byl svařenec opravován nebo měněn a po zavaření díry nebo odříznutí nadbytečného prvku zámečník plochu vyhladí do roviny. Praktické zkušenosti ukazují, že nejvýznamnějším faktorem s vlivem na odstín povlaku je používání lamelových brusných kotoučů s abrazivem na bázi oxidu křemičitého. Při jejich aplikaci se vyrovnávaný povrch oceli kontaminuje křemíkem. Takto přebroušené plochy mají tmavý odstín bez ohledu na obsah křemíku v oceli a nezávisle na svařování.
Ad e) Broušení
Mechanické účinky při broušení způsobují poruchy v krystalické mřížce povrchové vrstvy oceli. Atomy železa se z takto rozrušené struktury snáze uvolňují. Při ohřátí v důsledku broušení difúzní koeficient železa vzrůstá a uvolněné atomy železa pronikají do povlaku a zde se vážou na železo‑zinkové slitinové fáze.
NÁVRH EXPERIMENTŮ
K ověření předpokládaných možných příčin tmavého odstínu povlaku v oblasti svarových spojů jsme připravili sérii experimentů se vzorky svařenců provedených z ocelových plechů tloušťky 10 mm s různými obsahy křemíku.
- Vzorek I byl svařený z plechu S355J2 s obsahem křemíku 0,165 % označeného číslicí 1 a z plechu S235JR s obsahem křemíku 0,011 % označeného číslicí 2.
- Vzorek II byl svařený z plechu S235JR s obsahem křemíku 0,011 % označeného číslicí 7 a z plechu S235JR s obsahem křemíku 0,031 % označeného číslicí 8.
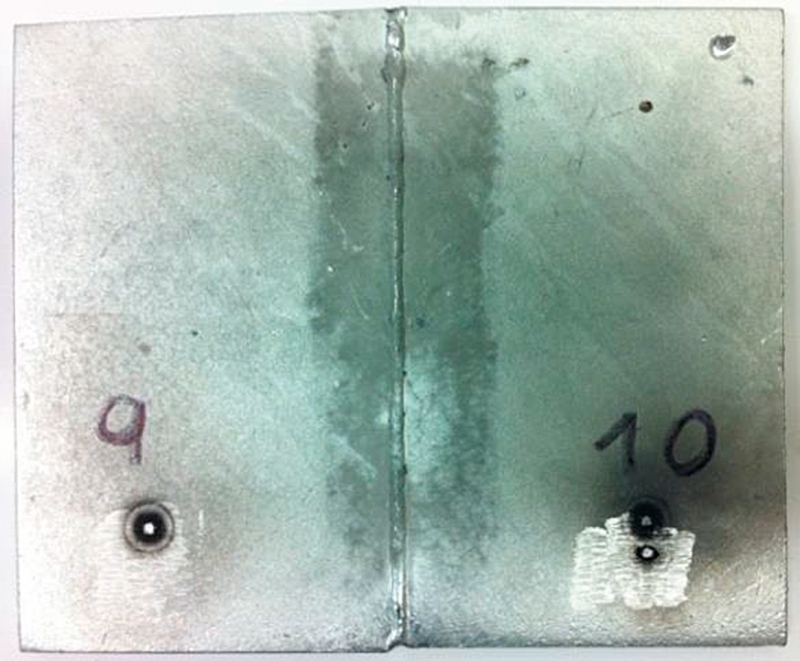
- Vzorek III byl svařený z plechu S355J2 s obsahem křemíku 0,165 % označeného číslicí 9 a z plechu S355J2 s obsahem křemíku 0,128 % označeného číslicí 10.
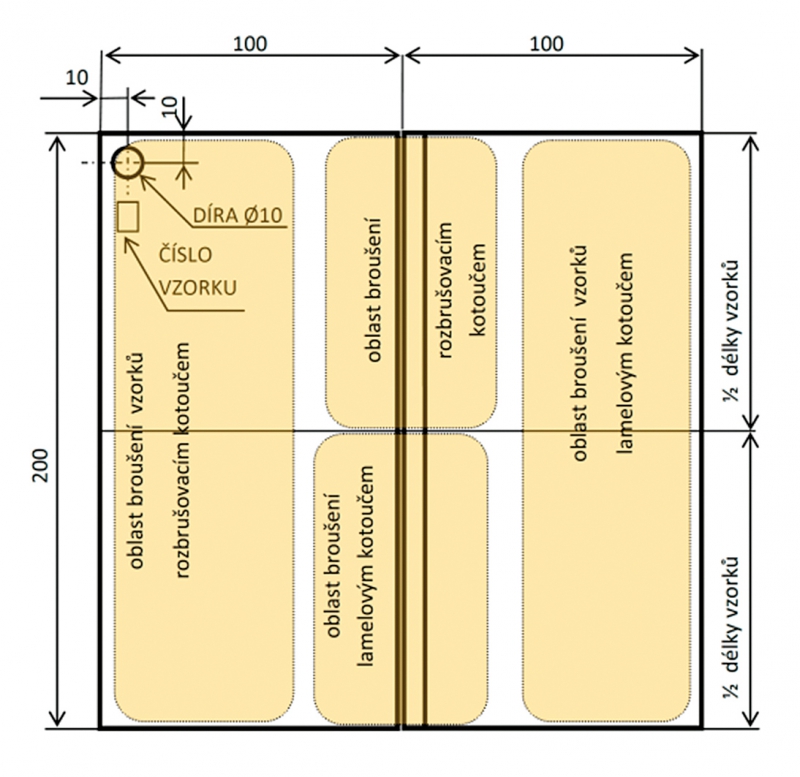
Zadní strany svařenců jsme ponechali v přírodním stavu, na lícní straně jsme některé oblasti přebrousili (obr. 2) pomocí rozbrušovacích kotoučů na bázi korundu (obr. 3) a pro přebroušení jiných oblastí byly použity lamelové kotouče s abrazivem na bázi oxidu křemičitého (obr. 4).
VYHODNOCENÍ VZORKŮ
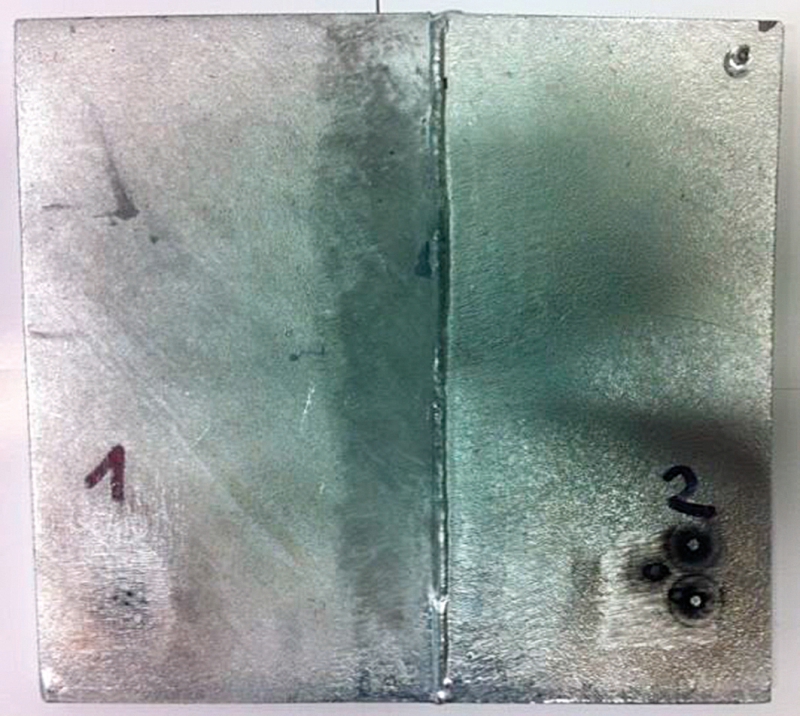
Vzorek I byl provedený jako svařenec z různých plechů z oceli S355J2 uklidněné křemíkem a z oceli S235JR neuklidněné křemíkem. Kombinace ocelí různých jakostních tříd je zřejmá při pohledu na zadní stranu vzorku, která zůstala v přírodním stavu po svaření (obr. 5). U plechu z oceli uklidněné křemíkem je v tepelně ovlivněné oblasti svaru zřetelné ztmavnutí povlaku, zatímco povlak na plechu z oceli neuklidněné křemíkem je na celé ploše světlý a lesklý.
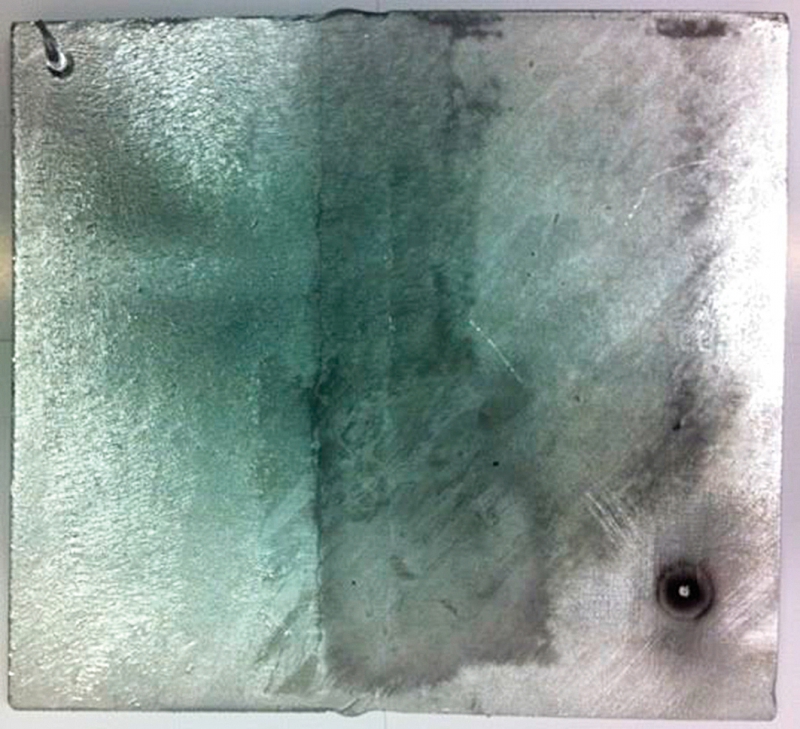
Na lícní straně vzorku I je patrný rozdílný odstín povlaku na oblastech přebroušených kotoučem s abrazivem na bázi korundu a na oblastech přebroušených lamelovým kotoučem. Povlak na plechu z oceli neuklidněné křemíkem s povrchem před pozinkováním přebroušeným rozbrušovacím kotoučem s abrazivem na bázi korundu má na povrchu mimo tepelně ovlivněnou oblast svaru světlý lesklý odstín, zatímco povlak na plechu z oceli uklidněné křemíkem má na takovém povrchu odstín tmavý a matný. Na oblasti svaru přebroušené lamelovým kotoučem je zřetelné rozšíření tmavé oblasti až mimo tepelně ovlivněnou oblast svaru. Odstín matného povlaku na ploše plechu z oceli uklidněné křemíkem a přebroušené lamelovým kotoučem, mimo tepelně ovlivněnou oblast svaru, je mírně světlejší než odstín v oblasti svaru a jeho tepelně ovlivněné oblasti. Příčinou tmavšího odstínu je spolupůsobení křemíku s původem ve svarovém kovu, v substrátu (TOO) a z lamelového brusného kotouče, zatímco mimo TOO svaru působí na vznik povlaku zbytkový volný křemík z procesu dezoxidace oceli a především křemík, kterým byl substrát kontaminován od lamelového brusného kotouče (obr. 6).
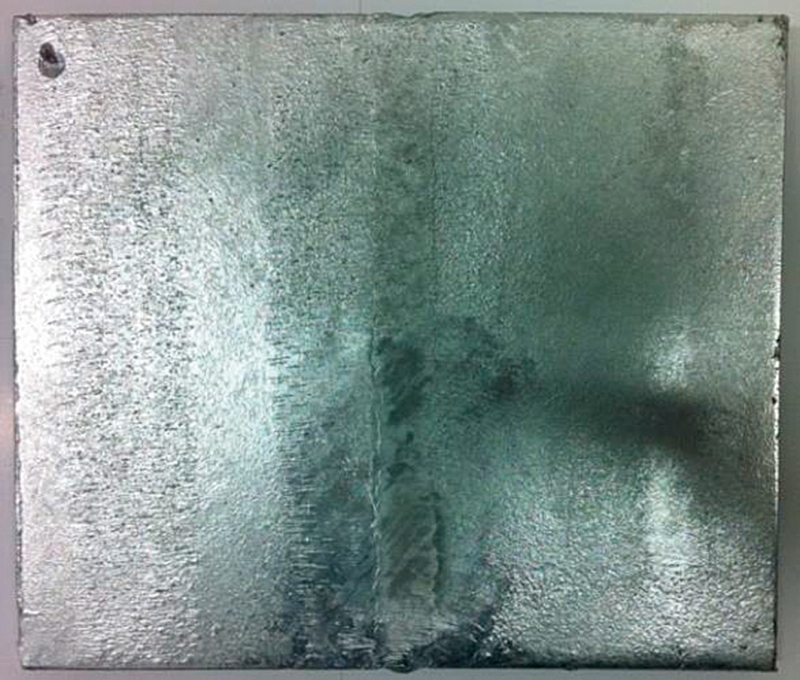
U vzorku II provedeného svařením dvou plechů z oceli neuklidněné křemíkem je povlak na jeho straně s nepřebroušeným povrchem, mimo oblast svarového spoje, světlý a lesklý. Pouze nanesená housenka ze svarového kovu vykazuje lokálně omezené zřetelné ztmavnutí povlaku (obr. 7).
Na lícní straně vzorku II, která byla před pozinkováním přebroušena na části povrchu rozbrušovacím kotoučem a na části povrchu kotoučem lamelovým, je velmi dobře patrný rozdíl v odstínu povlaku podle typu použitého abraziva. Povlak na plochách přebroušených rozbrušovacím kotoučem má tmavý odstín pouze na přebroušené ploše svarového spoje. Povlak na plochách přebroušených lamelovým kotoučem je především v oblasti svaru a jeho tepelně ovlivněné oblasti zřetelně tmavší, ale i na ploše mimo oblast svaru místy (v závislosti na nerovnoměrné intenzitě ručního broušení) přechází povlak do matného odstínu (obr. 8).
Vzorek III byl proveden jako svařenec ze dvou plechů s obsahem křemíku v Sebistyho oblasti. Snímek zadní strany vzorku s povlakem naneseným na povrch v přírodním stavu po svaření dokumentuje jeho ztmavnutí v tepelně ovlivněné oblasti svaru (obr. 9).
Na lícní přebroušené straně vzorku III tmavý matný odstín povlaku v místě svaru a jeho tepelně ovlivněné oblasti na ploše přebroušené rozbrušovacím kotoučem koresponduje s jeho odstínem na zadní nepřebroušené straně, zatímco na ploše přebroušené lamelovým kotoučem je tmavý matný odstín sytější a zasahuje do větší šíře. Povlak na ploše mimo tepelně ovlivněnou oblast svaru přebroušené rozbrušovacím kotoučem se vyznačuje zvýšenou drsností, ale odstín je světlý lesklý, zatímco na ploše přebroušené lamelovým kotoučem jsou patrné ostrůvky s tmavším matným odstínem (obr. 10).
ZÁVĚR
Uskutečněné experimenty prokazují, že při vzniku tmavých matných skvrn na povlaku žárového zinku naneseného v oblastech svarových spojů spolupůsobí několik různých faktorů. Je to především zvýšený obsah křemíku ve svarovém kovu a používání abraziva na bázi oxidu křemičitého. Při významném ohřátí broušeného povrchu oceli uklidněné křemíkem může docházet k rozkladu zbytkového oxidu křemičitého obsaženého v oceli jako produkt její dezoxidace. V důsledku toho stoupá v oceli podíl volného křemíku, který zvyšuje reaktivitu železa se zinkem. V technické normě EN ISO 1461, která stanoví technické podmínky pro hodnocení jakosti povlaku žárového zinku, je uvedeno, že při posuzování shody povlaku nesmí být výskyt tmavších nebo světlejších míst důvodem pro reklamaci.





NEJčtenější souvisejicí články (v posledních 30-ti dnech)
Ocel je moderní stavební materiál, který má široké možnosti uplatnění ve všech typech staveb. Z hlediska požární odolnos...
NEJlépe hodnocené související články
Objednatele žárového pozinkování mnohdy znepokojuje různorodý vzhled povlaku. U zakázek provedených z rozmanitého materi...
K tomuto článku bola zvolená téma osvetľujúca skúsenosti a prax investorov z radov energetiky, využívajúcich služieb sie...
Korozivzdorné oceli patří mezi konstrukční materiály s vysokou korozní odolností v závislosti na způsobu jejich legování...
NEJdiskutovanější související články
Na základě poptávky našich zákazníků na maskování částí ocelových konstrukcí před žárovým pozinkováním jsme se začali za...
Přelom června a července letošního roku bude ve znamení Mistrovství světa ve fotbale 2010. Tuto sportovní událost poprvé...



ISSN 1803-8433 | © Copyright 2002 - 2026 KONSTRUKCE Media, s.r.o.
Jakékoliv užití obsahu včetně převzetí, šíření či dalšího zpřístupňování článků a fotografií je bez souhlasu nakladatelství zakázáno.
KONSTRUKCE Media, s.r.o., se sídlem Starobělská 1133/5, 700 30 Ostrava, zapsaná v obchodním rejstříku vedeným u Krajského soudu v Ostravě, oddíl C, vložka 22003, Identifikační sídlo: 25851276 | Tel.: 597 317 578 | Fax: 597 579 166


