







 Svařování a dělení Způsoby výroby betonářské výztuže a problematika jejich svařování
Svařování a dělení Způsoby výroby betonářské výztuže a problematika jejich svařováníZpůsoby výroby betonářské výztuže a problematika jejich svařování
Rubrika: Svařování a dělení

OCELI PRO VÝZTUŽ DO BETONU – ZPŮSOBY VÝROBY
Skupiny ocelí pro výztuž do betonu
Oceli pro použití do betonových konstrukcí lze rozdělit do dvou hlavních skupin.
První skupinu tvoří oceli kruhového průřezu, které jsou na svém povrchu opatřeny příčnými žebírky nebo vtisky. Jsou do betonových konstrukcí ukládány volně zpravidla ve formě tyčí, svařovaných sítí nebo prostorových nosníků.
Oceli pro výztuž do betonu jsou díky požadavkům na jejich chemické složení (C = max. 0,24 %, Ceq = max. 0,52 %) vhodné ke svařování, je však nutno dodržet určité zásady.
Druhou skupinu tvoří předpínací výztuž, která je do konstrukcí ukládána v předpjatém stavu.
Jedná se zpravidla o:
- dráty kruhového průřezu, hladké nebo s vtisky
- lana (pramence) vyrobená z drátů (zpravidla sedmi-drátové, případně tří nebo dvou-drátové)
Vzhledem k tomu, že předpínací výztuž je vyráběna z oceli o vysokém obsahu uhlíku (okolo 0,80 %), není způsob jejího spojování prostřednictvím svařování zpravidla dovolen.
Standardy související s ocelemi pro výztuž do betonu
Pro obě výše uvedené skupiny ocelí jsou zásady pro navrhování konstrukcí pozemních a inženýrských staveb z prostého betonu, železobetonu a předpjatého betonu uvedeny v souboru norem řady EN 1992, souhrnně nazývaných jako Eurokód 2.
V návaznosti na Eurokód 2 byl v roce 2005 vydán evropský standard EN 10 080 „Ocel pro výztuž do betonu – Svařitelná betonářská ocel – Všeobecně“, jenž stanoví všeobecné požadavky a definice pro provozní charakteristiky svařitelné betonářské oceli používané pro výztuže betonových konstrukcí, tzn. ocelí první skupiny a předběžný standard prEN 10 138, část 1 „Oceli pro předpínání betonu – Část 1: Všeobecné požadavky“. Uvedený standard je dále podle typů předpínací výztuže rozpracován do dalších částí 2 až 4.
Oceli pro výztuž do betonu s žebírky
S ohledem na problematiku svařování, se dále budu zabývat ocelemi pro výztuž do betonu s žebírky. V současné době je převážná většina těchto ocelí vyráběna jedním z následujících způsobu:
• Válcováním za tepla s následným řízeným ochlazováním
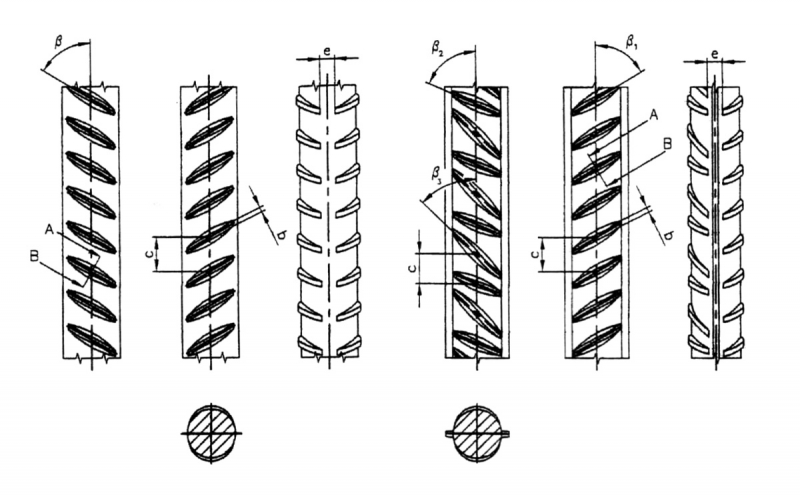
Po výstupu z „hotovní“ stolice (poslední válcovací stolice, na níž dochází k vyválcování žebírek) prochází tyč speciálním chladicím zařízením (např. Thermex, Tempcore, QTB…), které způsobuje zakalení povrchu tyče. Výsledkem je ocel s houževnatým feriticko‑perlitickým jádrem a zakalenou martenzitickou povrchovou vrstvou. Ocel pro výztuž má zpravidla dvě řady příčných žebírek, je vyráběna v rozměrových řadách (průměrech) od 8 do 40 mm, je dodávána převážně v tyčích a s deklarovanou vyšší plasticitou (s duktilitou B nebo C). Grafické znázornění oceli s dvěma řadami příčných žebírek je uvedeno na obr. 1.
• Válcováním za tepla s následným natažením za studena
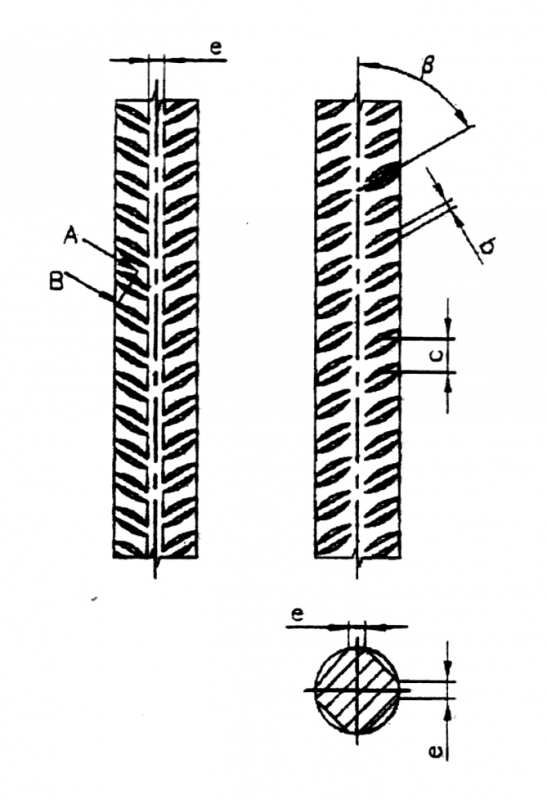
Za tepla válcovaná ocel s žebírky je navinuta na svitek. Po vychladnutí je na speciálním zařízení převinuta a dodatečně natažena o cca 4 – 5 %. Natažení za studena vede ke zpevnění oceli s mírnou ztrátou její plastičnosti. Ocel pro výztuž má zpravidla čtyři řady příčných žebírek, je vyráběna v rozměrových řadách (průměrech) od 6 do 16 mm, je dodávána převážně ve svitcích s deklarovanou vyšší tažností (zpravidla s duktilitou B, výjimečně C). Grafické znázornění oceli se čtyřmi řadami příčných žebírek je uvedeno na obr. 2.
• Válcováním za studena
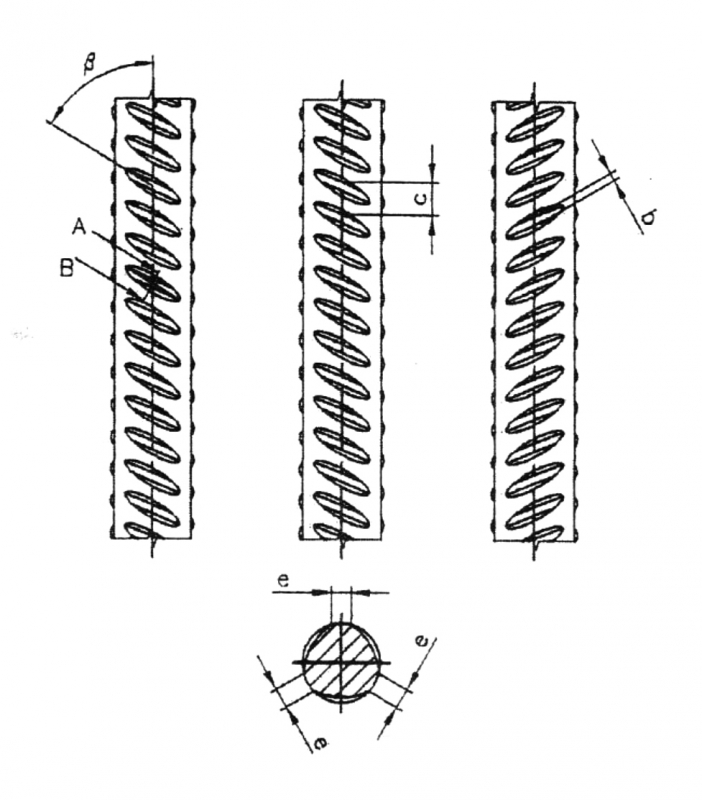
Za tepla válcovaná hladká ocel ve svitku je za studena protažena přes průvlak, který způsobí jednak redukci průřezu a zároveň vyválcování žebírek na povrchu. Průchodem přes průvlak dochází ke zpevnění oceli při ztrátě její plastičnosti, přičemž velikost zpevnění závisí na redukci drátu při jeho průchodu průvlakem. Ocel pro výztuž má zpravidla tři řady příčných žebírek, je vyráběna v rozměrových řadách (průměrech) od 4 do 14 mm, je dodávána převážně ve svitcích případně rovnaná v tyčích s deklarovanou normální tažností (zpravidla s duktilitou A, případně B). Takto vyráběná ocel bývá často využívána k výrobě svařovaných sítí a prostorových nosníků (trigonů). Grafické znázornění oceli se třemi řadami příčných žebírek je uvedeno na obr. 3.
PROBLEMATIKA SVAŘOVÁNÍ BETONÁŘSKÉ VÝZTUŽE
Specifika mající vliv na kvalitu svarových spojů betonářské výztuže
Vzhledem k tomu, že výše uvedené způsoby výroby ocelí pro výztuž využívají k získání požadovaných mechanických vlastností (Re, Rm) změnu struktury (při řízeném ochlazování), nebo zpevnění (při válcování nebo natažení za studena), vede jejich svařování, spojené s lokálním vnesením tepla, k degradaci mechanických vlastností výztuže v oblasti přiléhající ke svarovému kovu – tepelně ovlivněné zóně.
Další specifika mající vliv na kvalitu svařování betonářské výztuže jsou:
- Proces svařování v mnoha případech probíhá přímo na staveništi a je potřeba se vyrovnat nejen se složitými klimatickými podmínkami (chlad, déšť, vítr, prach), ale nezřídka rovněž s komplikovanými a nepohodlnými polohami svářeče při svařování.
- Tlak investorů na dodržení mnohdy nereálných termínů realizace stavby, což mnohdy vede k nedodržování technologické kázně při svařování (nedostatečné očištění svarových ploch od rzi, okují a nečistot, nedodržení parametrů svařování, svařování s menším počtem vrstev, používání přídavných materiálů většího průměru, apod.).
- Nedostatečná kvalifikace svářečského personálu – případy, kdy svařování betonářských ocelí provádí svářeči pouze se základním kurzem.
K těmto nešvarům při svařování betonářských ocelí bohužel přispívá mnohdy stále ještě z minulosti přetrvávající názor, že se jedná o „obyčejnou ocel“, kterou může svařovat kdokoliv, kdo již alespoň jednou svařoval a za druhé, většinu svarů přece již nikdo nikdy neuvidí, protože budou v průběhu stavby zakryty betonem. Výsledkem pak mohou být svarové spoje uvedené na následujících obrázcích 4 až 7.
Procesní přístup ke svařování betonářské výztuže
Ve snaze změnit přístup ke svařování betonářských ocelí byl v r. 2006 vydán soubor norem EN ISO 17660 „Svařování – Svařování betonářské oceli“, část 1: nosné svarové spoje a část 2: nenosné svarové spoje, který doplňuje požadavky na svařování betonářské výztuže uvedené v ČSN EN 1992-1-1 „Eurokód 2: „Navrhování betonových konstrukcí – Část 1-1: Obecná pravidla a pravidla pro pozemní stavby“. V roce 2007 byly normy řady EN 17660 vydány v české verzi (formou identického textu) a normám byl udělen status národních norem.
Normy řady ČSN EN ISO 17660 byly vydány z toho důvodu, že stále se zvyšující nároky na železobetonové konstrukce a s tím související betonářskou ocel, vyžadovaly specifickou úroveň zručnosti a pracovních znalostí svářečského personálu (svářečů a svářečského dozoru) a zavedení zvláštních postupů pro dosažení požadované kvality svarů. Normy řady ČSN EN ISO 17660 platí pro svařování spojů (část 1 – nosných, část 2 – nenosných) ze svařitelné betonářské oceli a korozivzdorné betonářské oceli, ať již při jejím svařování v dílnách nebo na montáži. Normy zahrnují svarové spoje betonářské oceli mezi sebou, ale rovněž mezi betonářskou ocelí a jinými ocelovými součástmi (spojovací prvky, kotvy aj.). Neplatí však pro výrobu svařovaných sítí a příhradových nosníků na mnohobodových strojích pro bodové a výstupkové svařování. Pro tyto případy platí normy řady ČSN EN ISO 14554.
Používané metody svařování betonářské výztuže
Normy řady ČSN EN ISO 17660 předepisují metody svařování, které lze při svařování betonářských ocelí použít. Jedná se o metody uvedené v následující tabulce 1.
Tabulka 1 – Metody svařování betonářských ocelí a druhy svarových spojů
| Metody svařování | Druh svarového spoje | Rozsah průměrů |
|
135 Obloukové svařování tavící se elektrodou v aktivním plynu; MAG svařování |
Spoj přesahem | 6 až 32 mm |
| Spoj s příložkami | 6 až 50 mm | |
| Tupý spoj bez podložky (nebo s přivařenou podložkou) | ≥ 16 mm (≥ 12 mm) | |
| Křížový spoj a) | 6 až 50 mm | |
| Spoj s jinou ocelovou součástí | 6 až 50 mm | |
|
21 Bodové odporové svařování |
Křížový spoj a) | 4 až 20 mm |
|
24 Odtavovací stykové svařování |
Tupý spoj | 5 až 50 mm |
| 5 až 25 mm | ||
| 42 Třecí svařování | Tupý spoj | 6 až 50 mm |
| Spoj s jinou ocelovou součástí | 6 až 50 mm | |
| 47 Tlakové svařování s plamenovým ohřevem | Tupý spoj | 6 až 50 mm |
| Poznámka: a) Při dodržení podmínky dmin/dmax ≥ 0,4. | ||
Z uvedené tabulky vyplývá, že nejpoužívanějšími metodami svařování betonářských výztuží jsou:
- metoda 135 „obloukové svařování tavící se elektrodou v aktivním plynu; MAG svařování“ a metoda 136 „obloukové svařování plněnou elektrodou v aktivním plynu“ při svařování v dílnách,
- metoda 111 „ruční obloukové svařování obalenou elektrodou“ a metoda 114 „obloukové svařování plněnou elektrodou bez ochranného plynu při svařování na staveništi,
- ostatní metody 21, 23, 24, 25, 42 a 47 jsou uplatňovány zpravidla ve specifických případech.
Běžně používané typy svarových spojů
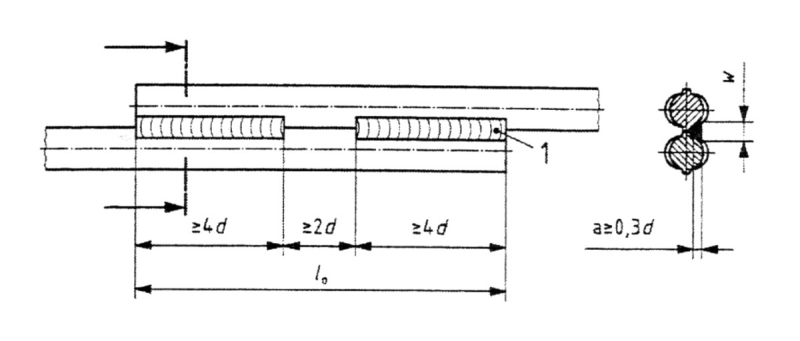
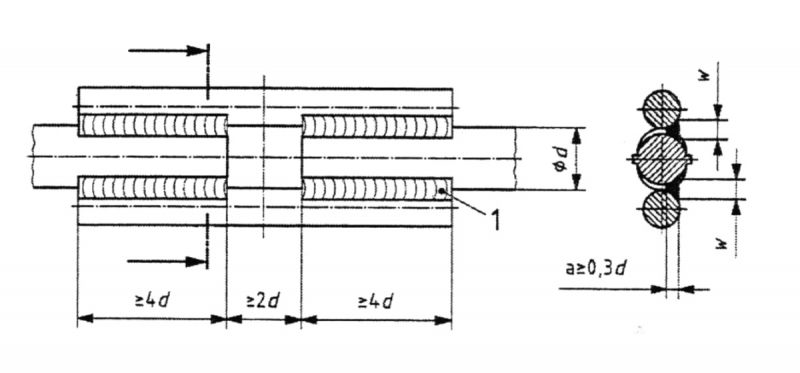
Spoj přesahem (obr. 8) patří mezi nejčastěji využívané způsoby svařování betonářských ocelí (zejména na montážích) za použití přeplátování. Svary mohou být provedeny jako jednostranné nebo oboustranné, přičemž je nutno dodržet předepsanou délku přeplátování (délku svaru) a velikost svaru.
Mezi výhody přeplátovaných spojů přesahem patří:
- jednoduchá příprava svarových ploch,
- jednoduché provedení přeplátovaného spoje za pomocí koutového svaru,
- menší tepelné zatížení v místě svaru a jeho okolí (nedochází zpravidla k vyžíhání svařované tyče v celém průřezu),
- možnost použití přídavného materiálu s minimální mezí kluzu dosahující nejméně 70 % meze kluzu betonářské oceli.
Nevýhody přeplátovaných spojů přesahem jsou:
- svarový spoj je umístěn „asymetricky“ mimo podélnou osu výztuže,
- v místě přeplátování nelze výztuž ohýbat, ani jinak tvarovat.
Spoj s příložkami (obr. 9) při svařování betonářských ocelí může být podobně jako spoj přesahem proveden jednostrannými nebo oboustrannými svary, přičemž je nutno dodržet předepsanou délku příložek (délku svaru) a velikost svaru. Pokud mají příložky a tyče betonářské oceli stejné mechanické vlastnosti, pak musí být celková plocha průřezu obou příložek stejná nebo větší než plocha průřezu spojovaných tyčí. Pokud příložky nemají stejné mechanické vlastnosti, pak plocha průřezu příložek musí být přizpůsobena na základě poměru jejich jednotlivých mezí kluzu.
Výhody přeplátovaných spojů s příložkami jsou stejné jako u přeplátovaných spojů přesahem s tím, že navíc je při tomto způsobu spojování umístěn svarový spoj v podélné ose výztuže.
Nevýhody přeplátovaných spojů s příložkami jsou:
- příprava a použití příložek, což zejména při svařování na montážích komplikuje proces svařování,
- v místě přeplátování nelze výztuž ohýbat, ani jinak tvarovat.
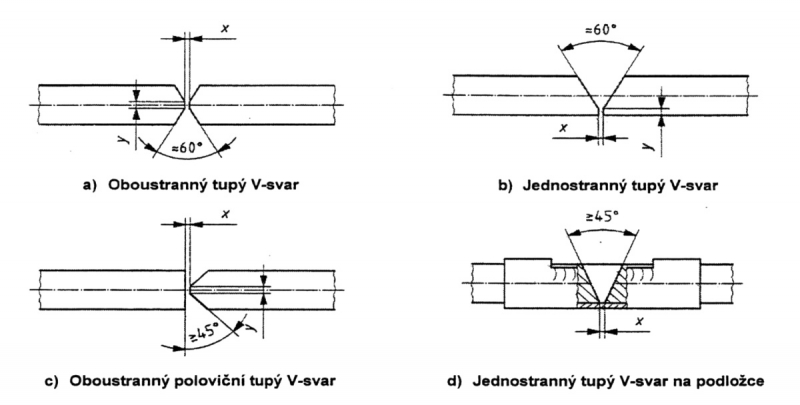
Tupý spoj je jedním z dalších způsobů svařování betonářské výztuže. Tupé spoje jsou zpravidla provedeny jako oboustranný tupý V-svar (obr. 10a), jednostranný tupý V-svar (obr. 10b), oboustranný poloviční tupý V-svar (obr. 10c) a jednostranný tupý V-svar na podložce (obr. 10d).
Výhody tupých spojů jsou:
- svarový spoj je umístěn v podélné ose výztuže,
- výztuž lze při dodržení určitých podmínek ohýbat a tvarovat (průměr ohybu, úhel ohybu).
Nevýhody tupých spojů jsou:
- poměrně složitá příprava svarových ploch (řezáním, broušením…),
- přísné požadavky na provedení svarového spoje (počet vrstev, průměr přídavného materiálu) a dodržování parametrů svařování,
- velké tepelné zatížení v místě svaru a jeho okolí (dochází zpravidla k vyžíhání svařované tyče v celém průřezu),
- nutnost použití přídavného materiálu s minimální mezí kluzu stejnou nebo větší než u svařované betonářské oceli.
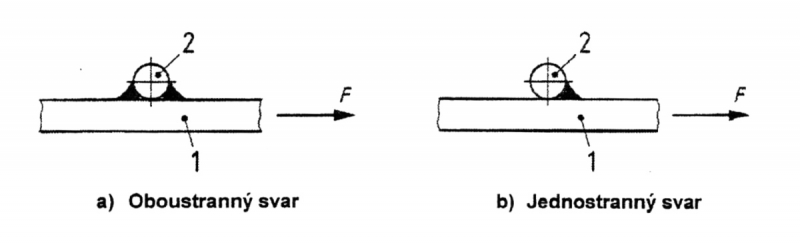
Křížový spoj je jedním ze způsobů svařování křížících se tyčí betonářské výztuže. Křížový spoj může být proveden jako oboustranný (obr. 11a), nebo jako jednostranný (obr. 11b). V případě nosných křížových spojů má být na výkresové dokumentaci stanoven tzv. smykový součinitel (Sf), který musí být ověřen zkouškami.
K zabránění vzniku trhlin ve svaru musí být splněna podmínka týkající se minimální výšky (a ≥0,3 dmin) a délky (l ≥0,5 dmin) křížového svaru.
Při svařování křížovými spoji by průměr křížících se tyčí betonářské oceli měl splňovat podmínku dmin/dmax ≥ 0,4. Další podmínkou je, že vzdálenost mezi příčnými tyčemi na jedné podélné tyči musí být nejméně třikrát jmenovitý průměr příčné tyče.
Svarové spoje betonářské oceli s jinými ocelovými součástmi. V ČSN EN ISO 17660-1 jsou uvedeny nejčastěji používané způsoby, mezi které patří:
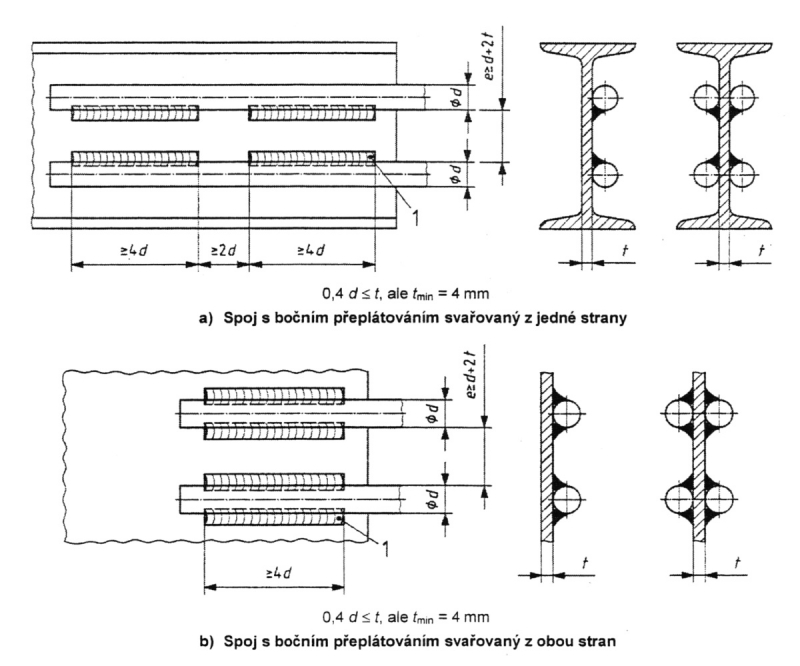
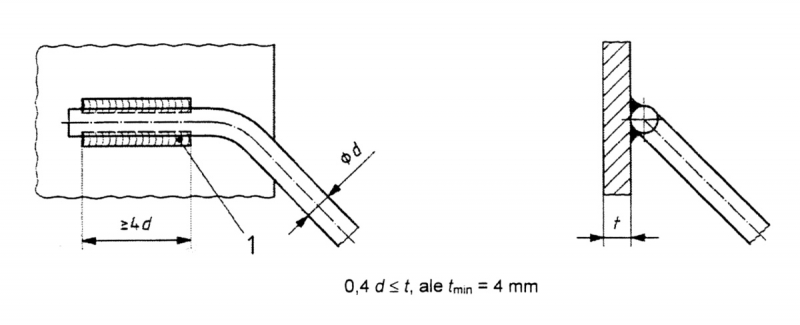
- svarový spoj s bočním přeplátováním na přímých tyčích betonářské oceli za pomoci jednostranných nebo oboustranných svarů (obr. 12),
- svarový spoj s bočním přeplátováním na ohnuté tyči z betonářské oceli za pomoci oboustranných svarů (obr. 13),
- spoje příčné koncové desky – způsoby přivařování tyčí betonářské oceli k plechu (průchozí tyč, vsazená tyč, nasazená tyč).
Způsobilost svářečského personálu pro svařování betonářské výztuže
Kvalifikace svářečů a operátorů. Pro jednotlivé metody svařování musí mít výrobce k dispozici dostatečný počet kvalifikovaných svářečů. Pro provádění nosných svarových spojů tyčí z betonářské oceli musí mít svářeč jednak výchozí způsobilost ke svařování koutových svarů podle ČSN EN ISO 9606-1, dále doplněnou o dodatečný speciální výcvik svařování betonářských ocelí. Počet zkušebních kusů musí být v souladu s ČSN EN ISO 17660-1, tabulka 3 a musí pokrýt nejkritičtější podmínky svařování ve výrobě (např. rozměry, polohy svařování). Zkušební kusy musí být vyhodnoceny a kladný výsledek musí být potvrzen svářečským dozorem. Jeden z možných způsobů vyhodnocení zkoušek je uveden v ČSN EN ISO 17660-1, příloha E.
Svářečští operátoři pro plně mechanizované nebo automatické svařování si musí udržovat platnost svého osvědčení ke svařování betonářské oceli podle ČSN EN ISO 14732.
Svářeč kvalifikovaný ke svařování betonářské oceli zůstává kvalifikován po dobu dvou let v rozsahu své původní kvalifikace. Po této době se svářeč musí rekvalifikovat nebo se kvalifikace může prodloužit. Pro prodloužení kvalifikace svářeče musí být navíc dokumentovány záznamy ze zkoušek výrobních svarů, jejich rozsah je uveden v ČSN EN ISO 17660-1, kap. 12, tab. 7. Šestiměsíční potvrzení a opakovací zkouška podle ČSN EN ISO 9606-1 nejsou nezbytné, pokud svářeč svařuje pouze tyče z betonářské oceli a prodloužení se vztahuje na svařování tyčí z betonářské oceli.
Kvalifikace svářečského dozoru
Výrobce svarových spojů z betonářské oceli musí mít k dispozici nejméně jednoho pracovníka svářečského dozoru, který splňuje požadavky ČSN EN ISO 14731 a který má navíc specifické technické znalosti svařování betonářské oceli. Specifické technické znalosti svářečského dozoru mohou být dosaženy prostřednictvím speciálního kursu podle EWF 544-01 nebo absolvováním národních výcvikových programů, příp. dosažením výrobní zkušenosti se svařováním betonářských ocelí.
Svářečský dozor musí mít technické znalosti v oblasti svařování betonářské oceli a musí mít schopnost správně vyhodnotit vady ve svarových spojích betonářské oceli. Rovněž musí mít schopnost řídit, provádět a vyhodnocovat kvalifikační zkoušky svářečů.
Svářečský dozor zejména zodpovídá:
- za kvalitu svarových spojů z betonářské oceli prováděných v dílně a na montáži,
- za to, že veškeré svary jsou prováděny podle specifikovaných postupů svařování (WPS) zpracovaných na podkladě kvalifikovaných postupů svařování (WPQR),
- za nápravná opatření v případě zjištění vad svarových spojů,
- za způsobilost a kvalifikaci svářečského personálu, který je pod jeho dozorem a za udržování této způsobilosti (řídit kvalifikační zkoušky svářečů, prodlužovat jejich osvědčení o zkoušce).
Kvalifikace postupů svařování betonářské výztuže
Pro kvalifikaci postupů svařování betonářských ocelí platí zásady, požadavky a kritéria uvedená v ČSN EN ISO 17660-1, kap. 11. Pro jednotlivé metody svařování musí být vyhotoveny různé druhy svarových spojů, které musí být podrobeny zkouškám dle tabulky 2.
Tabulka 2 – Rozsah kvalifikačních zkoušek
| Metoda svařování | Druh svarového spoje | Počet zkušebních kusů | ||
| Zkouška tahem | Zkouška ohybem | Zkouška střihem | ||
|
135 |
Spoj přesahem/spoj s příložkami | 3 | - | - |
| Tupý spoj | 3 | 3 | - | |
| Křížový spoj | 6a) | 3b) |
3c) | |
| Ostatní spoje | 3 | - | - | |
|
21 |
Křížový spoj | 6a) | 3b) | 3c) |
|
24 |
Tupý spoj | 3 | 3 | - |
|
Poznámka: |
||||
Zkušební vzorky musí být svářeny podle předběžné specifikace postupu svařování (pWPS), jejíž vzor je uveden v ČSN EN ISO 17660-1, příloha A.
Před mechanickým zkoušením musí být svarové spoje obloukového svařování podrobeny vizuální kontrole a musí vyhovět na stupeň jakosti C pro povrchové vady podle ČSN EN ISO 5817.
Veškeré mechanické zkoušky musí být provedeny podle ČSN EN ISO 15630-1 a 2, přičemž doporučené rozměry zkušebních kusů jsou uvedeny v ČSN EN ISO 17660-1, příloha C. Kritéria přípustnosti jednotlivých zkoušek, včetně způsobu vyhodnocení výsledků (pokud není v technické specifikaci výrobku stanoveno jinak), jsou uvedeny v ČSN EN ISO 17660-1, kap. 14.
Rozsah klasifikace postupu svařování má přísná pravidla:
- zkouška postupu svařování provedená na jedné jakosti oceli nekvalifikuje jiné jakosti oceli,
- zkouška postupu svařování je omezena na konkrétní proces výroby betonářské oceli,
- uhlíkový ekvivalent oceli použité ke zkoušce postupu svařování kvalifikuje pouze oceli se stejným nebo nižším uhlíkovým ekvivalentem,
- zkouška postupu svařování provedená na nosných svarových spojích kvalifikuje rovněž nenosné svarové spoje, ale ne naopak,
- rozsah kvalifikace průměrů tyčí betonářské oceli a tloušťky materiálu je uveden v tabulce 3.
Tabulka 3 – Rozsah platnosti kvalifikace pro betonářské oceli
|
Průměr tyče a tloušťka plechu použité při zkoušce postupu svařování a) |
Rozsah kvalifikace | ||
| d/d |
Jeden jmenovitý průměr nahoru a dolů za předpokladu, že tyče jsou stejného průměru b) |
||
| dmax/dmin c) | dmax/dmin c) | ||
|
dmax/dmax |
Všechny spoje v rozmezí dmax/dmax a dmin/dmin, které mají stejný průměr |
||
|
dmax/dmax |
Všechny kombinace s rozměry od dmin do dmax | ||
| Spoje s jinými ocelovými součástmi | |||
| Ocelová tyč | Tloušťka materiálu | Ocelová tyč | Tloušťka materiálu |
| dmax a dmin | 4 < t < 30 | dmin ≤ d ≤ dmax | 0,5t e až 1,2t |
| t ≥ 30 | ≥ 5 | ||
|
Poznámka: |
|||
Platnost kvalifikačních postupů svařování je neomezená, pokud je potvrzena výrobními zkouškami svarů. Pokud došlo k přerušení výroby na dobu více než 12 měsíců, musí být platnost postupů svařování obnovena na základě výrobních zkoušek.
Výrobní zkoušky svarů betonářské výztuže
Výrobní zkoušky svarů se provádějí z důvodů ujištění se, že za konkrétních výrobních podmínek (v dílně nebo na montáži) lze, podle kvalifikovaného postupu svařování, dosáhnout shodné kvality svarů. Počet zkušebních kusů pro jednotlivé metody svařování a druhy svarových spojů pro výrobní zkoušky svarů je uveden v tabulce 4. Zkušební kusy musí být provedeny každým svářečem a pro každou WPQR. Výrobní zkoušky svarů musí být navíc svařovány v nejobtížnější výrobní poloze.
Tabulka 4 – Výrobní zkoušky svarů – rozsah zkoušení
| Metoda svařování | Druh svarového spoje | Počet zkušebního kusů | ||
| Zkouška tahem | Zkouška ohybem | Zkouška střihem | ||
|
135 |
Spoj přesahem/spoj s příložkami | 1 | - | - |
| Tupý spoj | 1 | 1 | - | |
| Křížový spoj | 1a) | 1b) | 3c) | |
| Ostatní spoje | 1 | - | - | |
|
21 |
Křížový spoj | 2a) | 1b) | 3c) |
| Spoj přesahem | 1 | - | - | |
|
24 |
Tupý spoj | 1 | 1 | - |
| 42 | Ostatní spoje | 1 | - | - |
|
Poznámka: |
||||
V případě nepřerušené výroby (využívající téhož kvalifikovaného dílenského postupu svařování) musí být max. doba mezi výrobními zkouškami svarů tři měsíce. V ostatních případech (v případě přerušované výroby nebo na montáži) je vyžadovaná jedna série zkoušek na počátku každé zakázky a pak každý měsíc.
Výsledky výrobních zkoušek svarů musí být zaznamenány do výrobního deníku vedeného na pracovišti, který musí být uchován po dobu nejméně pěti let. Výrobní deník musí být veden zvlášť pro každou metodu svařování. Kromě odkazů na WPQR musí obsahovat výsledky všech výrobních zkoušek a veškeré důležité výrobní údaje. Příklad vedení výrobního deníku je uveden v ČSN EN ISO 17660-1, příloha F.
Způsobilost výrobce ke svařování betonářské výztuže
Posouzení schopnosti výrobce svařovat betonářské oceli dle požadavků norem řady ČSN EN ISO 17660 lze provést:
- nezávislým oddělením výrobce pro prokazování kvality svarových spojů,
- nebo zákazníkem na podkladě zákaznického auditu,
- nebo certifikačním orgánem s příslušnou akreditací.
Pro získání certifikátu způsobilosti ke svařování nosných spojů betonářských ocelí musí výrobce prokázat, že jeho systém splňuje min. požadavky ČSN EN ISO 3834-3 a dále výše uvedené specifické požadavky ČSN EN ISO 17660-1. Certifikát je vydáván na základě auditu s platností na dobu max. tří let s pravidelnými ročními dozory.
V certifikátu je zpravidla uvedeno:
- místo výroby/dílny,
- certifikační standard,
- rozsah procesu certifikace (např. svařovaní betonářské oceli betonových prvků, dílců a konstrukcí),
- odkaz na výrobkové normy (např. ČSN 42 0139, ČSN EN 10080,…),
- používané kvalifikované postupy svařování,
- používané základní materiály (např. ocel B500B,..),
- jméno pracovníka – odpovědného svářečského dozoru s kvalifikací.
Certifikát lze před vypršením jeho platnosti prodloužit na podkladě recertifikačního auditu o další tři roky. Pokud v průběhu platnosti certifikátu dojde u výrobce k významným změnám, musí o tom informovat certifikační orgán, který následně provede kontrolní audit v požadovaném rozsahu.
ZÁVĚR
I přes požadavek standardu pro navrhování betonových konstrukcí „ČSN EN 1992-1-1“ (Eurokód 2) na povinnost svařování betonářských ocelí podle požadavků ČSN EN ISO 17660 je v ČR poměrně malá skupina výrobců s uvedenou způsobilostí. V převážné většině se jedná o výrobce, případně montážní firmy, pracující na stavbách většího významu (např. stavbách pod správou Ministerstva dopravy nebo Správy železniční dopravní cesty). V těchto případech jsou požadavky na způsobilost výrobců k provádění svarových spojů betonářských ocelí specifikovány v technických kvalitativních podmínkách.
V ostatních případech jsou zejména z důvodů technické a finanční náročnosti spojené se zavedením a udržováním způsobilosti ke svařování betonářských ocelí požadavky ČSN EN ISO 17660 přehlíženy.
Svařování betonářské výztuže tak „bohužel“ zůstává na pokraji zájmu stavební veřejnosti a ve většině případů nadále převládá názor, že se jedná o obyčejnou ocel, která nevyžaduje při svařování žádnou zvláštní pozornost.
Materiál byl prezentován na semináři Nové materiály, technologie a zařízení pro svařování 2018.
Autor




NEJčtenější souvisejicí články (v posledních 30-ti dnech)
V příspěvku jsou uvedeny výsledky, které byly získány v rámci výroby dynamicky a únavově namáhaných svařovaných konstruk...
Přestože se pokročilé techniky ultrazvukového zkoušení běžně používají již od devadesátých let minulého století, do syst...
NEJlépe hodnocené související články
První jeřábový hák na světě vyrobený technikou 3D tisku úspěšně prošel zátěžovými testy na 80 tun a souvisejícími kontro...
uvedl v rozhovoru pro časopis KONSTRUKCE Ing. Lumír Al-Dabagh, generální ředitel ZVU STROJÍRNY, a. s....
NEJdiskutovanější související články
Svařování obalenou elektrodou rozhodně nepatří mezi zastaralé metody. Použití kvalitní obalené elektrody umožňuje vytvoř...
Při návrhu svařované mostní konstrukce pro městkou komunikaci v Praze Troji byla posuzována možnost použít místo klasick...
Hliník se nesvařuje s takovou samozřejmostí jako jiné kovy. Jeho velká afinita ke kyslíku, rychlá tvorba kysličníku hlin...



ISSN 1803-8433 | © Copyright 2002 - 2026 KONSTRUKCE Media, s.r.o.
Jakékoliv užití obsahu včetně převzetí, šíření či dalšího zpřístupňování článků a fotografií je bez souhlasu nakladatelství zakázáno.
KONSTRUKCE Media, s.r.o., se sídlem Starobělská 1133/5, 700 30 Ostrava, zapsaná v obchodním rejstříku vedeným u Krajského soudu v Ostravě, oddíl C, vložka 22003, Identifikační sídlo: 25851276 | Tel.: 597 317 578 | Fax: 597 579 166


