







 Svařování a dělení Ochranné plyny s obsahem dusíku pro svařování hliníku metodou TIG a MIG
Svařování a dělení Ochranné plyny s obsahem dusíku pro svařování hliníku metodou TIG a MIGOchranné plyny s obsahem dusíku pro svařování hliníku metodou TIG a MIG
Rubrika: Svařování a dělení
V posledních letech je kladen stále větší důraz na efektivitu výroby a vlastnosti finálního výrobku. Pomineme-li všudypřítomné požadavky na snižování výrobních nákladů, hraje důležitou roli i snižování hmotnosti výrobků. Tento faktor má velký význam především při výrobě dopravních prostředků. Snížení hmotnosti je jednou z cest k úspoře pohonných hmot, což je výhodné z hlediska ekologického i ekonomického. Není tedy divu, že hliník a jeho slitiny nachází stále větší uplatnění nejen při stavbě kolejových vozidel, letadel, ale i automobilů.
MOŽNÁ ÚSKALÍ PŘI SVAŘOVÁNÍ HLINÍKU A JEHO SLITIN
Při svařování hliníku a jeho slitin metodou TIG a MIG musíme respektovat určitá specifika, která jsou s tímto procesem spojena. Vše vychází ze základních vlastností hliníku. Největším úskalím je silná afinita hliníku ke kyslíku a tvorba elektricky nevodivé vrstvy oxidu hlinitého Al2O3, který se na povrchu čistého hliníku velmi rychle vytváří. Z těchto důvodů je nezbytné při svařování hliníku metodou TIG a MIG používat pouze inertní plyny, aby se zabránilo styku svarové lázně s okolní atmosférou.
Oxid hlinitý je navíc hydrofilní (váže vodu), která může být zdrojem vodíku ve svaru. Rozpustnost vodíku v hliníku se s teplotou výrazně zvyšuje. Tato vlastnost představuje v kombinaci s výbornou tepelnou vodivostí hliníku velké riziko. Po svařování dochází k velmi rychlému odvodu tepla, svar chladne a vodík rozpuštěný během svařovacího procesu v tavné lázni nestačí difundovat. Výsledkem je zvýšená porezita. Z výše uvedeného je zřejmé, že musíme přítomnost vodíku ve svarové lázni za každou cenu omezit. Jednou z možností je předehřev před svařováním, který zpomalí odvod tepla z oblasti svaru. Vodík má následně více času difundovat. Dalším opatřením je důsledné odstranění oxidické vrstvy, nejlépe těsně před svařováním. Použití ochranné atmosféry s obsahem vodíku je nepřípustné.
Další pro svářeče nepříjemnou vlastností hliníku je velký rozdíl teploty tavení hliníku – cca 650 °C a Al2O3 – 2 250 °C. Hliník navíc při zahřívání nemění svoji barvu, která je téměř stejná jako barva oxidu hlinitého. To do značné míry komplikuje ruční svařování. Svářeč mnohdy přehřeje tavnou lázeň, protože vidí pouze pevnou vrstvu Al2O3, pod níž je skrytá přehřátá tavná lázeň. Proto se hliník často svařuje na měděné podložce.
OCHRANNÉ PLYNY PRO SVAŘOVÁNÍ HLINÍKU A JEHO SLITIN
Pro svařování hliníku metodou TIG a MIG se jako ochranný plyn používá většinou čistý argon (skupina I1 dle ČSN EN ISO 14175). Argon čistoty alespoň 4,6 (99,996 %) zajišťuje klidné hoření elektrického oblouku a při svařování metodou MIG nedochází téměř k žádnému rozstřiku. Nevýhodou argonu je nízká tepelná vodivost, což ho předurčuje především pro svařování dílců menších tlouštěk. V případě svařování silnějšího základního materiálu je nutné přistoupit k časově a ekonomicky náročnému předehřevu.
Proto se ve stále větší míře uplatňují ochranné plyny s vyšší tepelnou vodivostí. Typickým představitelem jsou směsi argonu a hélia s obsahem helia 15 – 90 %. Helium zvyšuje napětí na oblouku, čímž umožňuje lepší přenos výkonu do svařovaného materiálu. Výsledkem je větší hloubka závaru a vyšší rychlost svařování při současném omezení nároků na předehřívání. Obsah helia v ochranném plynu zajistí také menší převýšení svaru a tím i nižší náklady při dalším opracování. Při použití směsi s heliem je nutné zvýšit průtok ochranného plynu až na dvojnásobek běžně nastavované hodnoty, tedy až 30 l/min. Je to způsobeno nízkou měrnou hmotností helia a rychlým odchodem ochranné atmosféry směrem vzhůru. Vliv obsahu helia na šířku a hloubku závaru je patrný na obr. 1.
Přítomnost helia v ochranném plynu však nemá pouze pozitivní efekty. Se vzrůstajícím podílem hélia se mohou objevit i určité komplikace. Při svařování metodou TIG i MIG dochází k většímu neklidu elektrického oblouku a tím i ke zvýšení rozstřiku. Při svařování může také docházet k horší pozorovatelnosti elektrického oblouku. Hélium vytváří při TIG procesu pouze dvacetiprocentní jas oproti čistému argonu. To znamená, že jas elektrického oblouku se vzrůstajícím podílem hélia výrazně klesá.
Obecně lze říct, že se vzrůstající tloušťkou základního materiálu by se měl zvyšovat obsah hélia v ochranném plynu. U velkých tlouštěk je jistá nestabilita elektrického oblouku způsobená přítomností helia bohatě kompenzována výrazně lepším průvarem. Naopak u tenkých materiálů preferujeme klidné hoření elektrického oblouku, které je zajištěno použitím čistého argonu.
DUSÍK – I MINIMÁLNÍ OBSAH V OCHRANNÉM PLYNU PŘINÁŠÍ VELKÝ ÚČINEK
Podle nejnovějších poznatků se kromě helia s výhodou uplatní i jiná složka ochranného plynu – dusík. S novou směsí ochranného plynu, která se od čistého argonu liší pouze nepatrnou přísadou dusíku, lze při svařování hliníku a hliníkových slitin metodou TIG a MIG dosáhnout mnohých výhod. Dusík jako dvouatomový plyn v elektrickém
oblouku nejdříve disociuje a poté na povrchu svařovaného materiálu zpětně rekombinuje. Rekombinací dusíku se do svařovacího procesu přivádí více tepla, než je tomu v případě použití čistého argonu. Tuto výhodu je možné využít k překonání vysoké tepelné vodivosti hliníkových materiálů. Malé množství dusíku přispívá též ke stabilizaci elektrického oblouku.
Díky rozsáhlým výzkumům a výraznému zdokonalení v oblasti analýzy podílu jednotlivých příměsí v ochranném plynu bylo možné stanovit optimální podíl dusíku. Nejlepších výsledků bylo při četných pokusech s různou koncentrací dusíku dosaženo při hodnotě 150 ppm N2 v argonu (1 ppm = 0,0001 %). Jako nejvhodnější koncentrace se tedy ukázalo 0,015 % N2 v ochranném plynu. Dusík se v této koncentraci používá jako příměs nejen do čistého argonu, ale také do směsí argon – helium. Příklady používaných ochranných plynů pro svařování hliníku a jeho slitin metodou TIG a MIG jsou uvedeny v tabulce 1.
| Tabulka 1 | ||||
| Ochranný plyn | Skupina dle ISO 14175 | Ar (objem. %) | He (objem. %) | N2 (objem. %) |
| Argon 4.6 | I1 | 100 | - | - |
| Aluline He30 | I3 | 70 | 30 | - |
| Aluline He50 | I3 | 50 | 50 | - |
| Aluline He70 | I3 | 30 | 70 | - |
| Helium 4.6 | I2 | - | 100 | - |
| Aluline N | Z | zbytek | - | 0,015 |
| Aluline He15N | Z | zbytek | 15 | 0,015 |
| Aluline He30N | Z | zbytek | 30 | 0,015 |
| Aluline He50N | Z | zbytek | 50 | 0,015 |
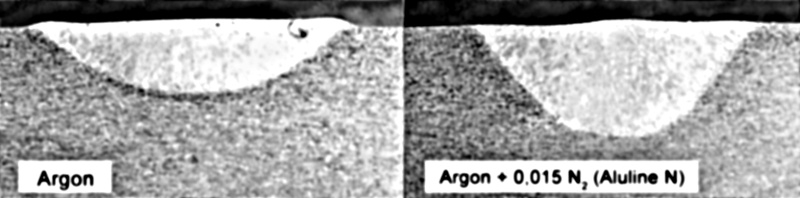
Při sváření metodou TIG ve směsi argonu a dusíku (Aluline N) dochází ke zvýšení koncentrace elektrického oblouku. To vede ke zvýšení hustoty energie přiváděné do svarové lázně a výsledkem je intenzivnější průvar ve srovnání s čistým argonem (obr. 2). U svařování metodou MIG je třeba zdůraznit zejména klidný přenos přídavného materiálu do svarové lázně s minimem rozstřiku. Dalším přínosem je jemnější kresba povrchu svaru a zlepšené chování při tečení ve spodní oblasti intenzity proudu.
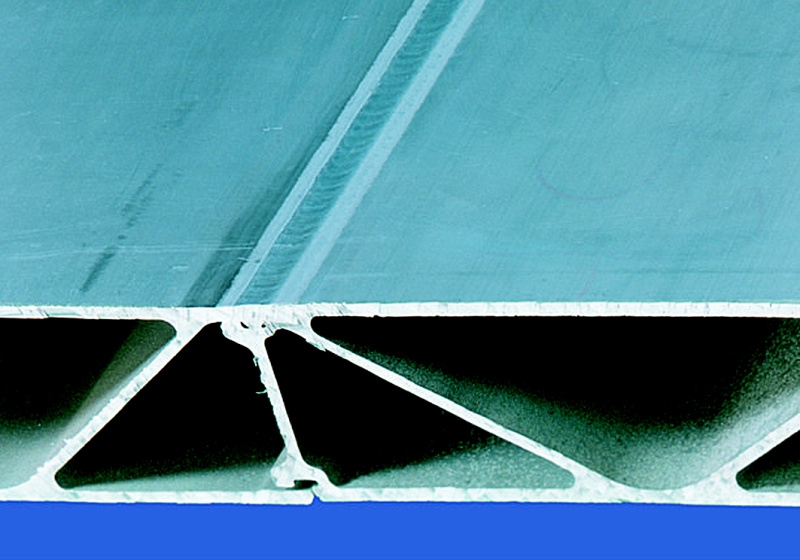
Aluline N (0,015 % N2 v Ar) se mj. používá při kombinovaném svařování metodou MIG/TIG protlačovaných profilů z hliníkových slitin při výrobě kolejových vozidel (obr. 3).
U směsí argonu, hélia a dusíku s podíly hélia 15, 30, resp. 50 % bylo pozorováno příznivé ovlivnění neklidu elektrického oblouku, vyvolané nepatrným podílem dusíku. Kromě toho ochranné plyny Aluline He15N, He30N, resp. He50N umožňují vyšší svařovací výkony a kratší doby předehřívání. Je třeba zdůraznit i velmi nízký sklon k vytváření pórů a bezpečný průvar. Za zmínku stojí též plynulý přechod svarového kovu do základního materiálu a velmi dobré provaření kořene (obr. 4).
Níže jsou shrnuty výhody ochranných plynů s obsahem dusíku v porovnání s ochrannou atmosférou tvořenou čistým argonem či směsí argon-helium.
- klidný, velmi stabilní elektrický oblouk,
- koncentrovaný přívod energie do svarového kovu,
- vyšší rychlost svařování,
- hladký svar s jemnou kresbou,
- hlubší průvar,
- nižší poréznost,
- výhodnost pro svařování impulsním proudem,
- nižší požadavky na předehřev.
ZÁVĚR
Hliník a jeho slitiny nacházejí v průmyslové výrobě stále větší uplatnění. Nedílnou součástí zpracování těchto materiálů je i svařovací proces. Výsledná jakost svarového spoje je ovlivněna celou řadou faktorů. Jedním z nich je i typ ochranného plynu. Správná volba ochranné atmosféry řady Aluline pomáhá optimalizovat svařovací proces a významnou měrou přispívá k dosažení požadovaných vlastností svarového spoje.
Shielding Gasses Containing Nitrogen for Welding Aluminium by TIG and MIG Methodology
Recently there has been an increasing focus on production efficiency and final product qualities. Except for the ever present requirements for decreasing the production costs, there is an important focus on decreasing the products weight. This factor plays a crucial role mainly in transportation vehicles production. Decreasing the weight is one of the ways to reduce fuel consumption that is beneficial from the ecological as well as economical point of view. No wonder, that aluminium and its alloys are increasingly popular not only in rail vehicles and planes construction, but also in automobile construction business.
Autor
Ochranné plyny s obsahem dusíku pro svařování hliníku metodou TIG a MIG
TIG
Ahoj, k tomu svařování hliníku metodou TIG a MIG jsem našel nedávno zajímavý článek: https://www.svarecikukla.cz/blog/tig-wig-svareni-wolframovou-elektrodou/ třeba...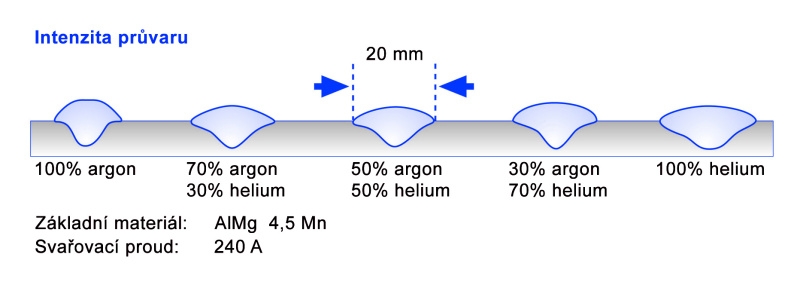

NEJčtenější souvisejicí články (v posledních 30-ti dnech)
Pro stavební svařované staticky, dynamicky a únavově namáhané konstrukce, pracující za teplot v podcreepové oblasti jsou...
Pájení je několik tisíciletí stará metoda spojování materiálů, od počátku 20. století využívaná průmyslově. Výhodou je m...
Nejprve to hlavní – co si představit pod pojmem slabý plech. Je to tenký plech válcovaný za studena plech tloušťky 0,6 –...
NEJlépe hodnocené související články
První jeřábový hák na světě vyrobený technikou 3D tisku úspěšně prošel zátěžovými testy na 80 tun a souvisejícími kontro...
uvedl v rozhovoru pro časopis KONSTRUKCE Ing. Lumír Al-Dabagh, generální ředitel ZVU STROJÍRNY, a. s....
NEJdiskutovanější související články
Svařování obalenou elektrodou rozhodně nepatří mezi zastaralé metody. Použití kvalitní obalené elektrody umožňuje vytvoř...
Při návrhu svařované mostní konstrukce pro městkou komunikaci v Praze Troji byla posuzována možnost použít místo klasick...
Hliník se nesvařuje s takovou samozřejmostí jako jiné kovy. Jeho velká afinita ke kyslíku, rychlá tvorba kysličníku hlin...



ISSN 1803-8433 | © Copyright 2002 - 2026 KONSTRUKCE Media, s.r.o.
Jakékoliv užití obsahu včetně převzetí, šíření či dalšího zpřístupňování článků a fotografií je bez souhlasu nakladatelství zakázáno.
KONSTRUKCE Media, s.r.o., se sídlem Starobělská 1133/5, 700 30 Ostrava, zapsaná v obchodním rejstříku vedeným u Krajského soudu v Ostravě, oddíl C, vložka 22003, Identifikační sídlo: 25851276 | Tel.: 597 317 578 | Fax: 597 579 166


