








Moderní třísložkové plyny pro svařování v ochranné atmosféře
Rubrika: Svařování a dělení
Při výrobě a montáži ocelových konstrukcí je celková efektivita produkce výrazně ovlivněna svařovacím procesem. Při svařování jsou kladeny vysoké nároky nejen na mechanické vlastnosti svarového spoje, ale též na rychlost procesu, nízký rozstřik a hladkou kresbu svaru. V současné době je mnoho svařenců po dokončení ošetřeno vodou ředitelným nátěrem, který v některých případech nepokryje rozstřik nebo nerovnosti povrchu svaru. Tím je výrazně dotčena vizuální jakost finálních výrobků. V horším případě může dojít i k předčasné korozi. Tato rizika lze alespoň částečně eliminovat použitím optimalizovaných směsí plynů pro svařování v ochranné atmosféře.

VOLBA VHODNÉHO OCHRANNÉHO PLYNU
Každý svařovaný materiál vyžaduje specifické podmínky svařovacího procesu a vhodnou ochrannou atmosféru. Pro správnou volbu ochranné atmosféry je důležité znát typ základního materiálu, účel svařované konstrukce a z toho plynoucí způsob jejího namáhání. Významnou roli hraje také tloušťka svařovaných dílců a poloha svařování. Stále rostoucí požadavky na jakost svarových spojů a zvyšování produktivity přispěly k vývoji nových ochranných atmosfér pro svařování. Dvousložkové ochranné atmosféry jsou stále častěji nahrazovány moderními třísložkovými plyny. Hlavní složkou těchto plynů zůstává argon, do kterého se přidávají další komponenty, například CO2, O2, He, H2. Jejich druh a poměr je dán svařovaným materiálem a požadavky kladenými na svarový spoj. Třísložkové směsi spojují výhody všech použitých komponent.
Rozdělení třísložkových plynů je dáno, stejně jako u ostatních ochranných plynů, normou ČSN EN ISO 14175 (dříve ČSN EN 439). Rozdělení do skupin je provedeno na základě obsahu jednotlivých složek. Tento příspěvek popisuje vlastnosti a oblasti použití jednoho plynu Inoxline He3H1 ze skupiny R1 a dvou ochranných plynů ze skupiny M24 – Ferroline C12X2 a Ferroline C6X1.
Inoxline He3H1
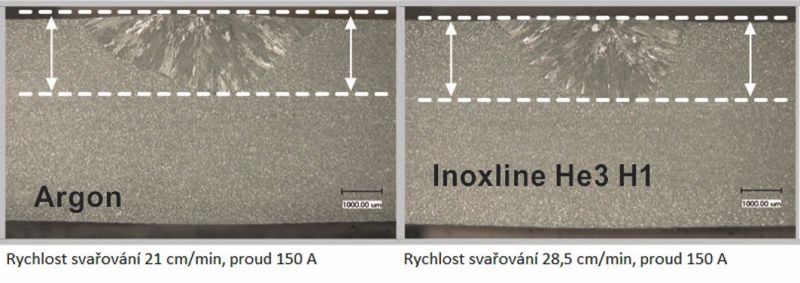
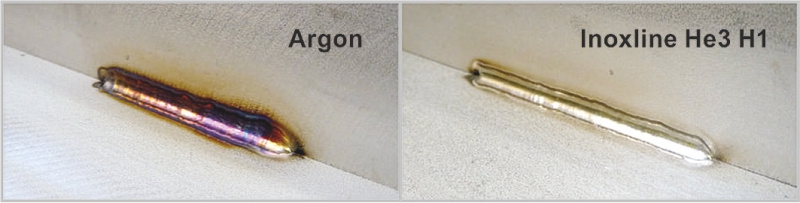
Jedná se o ochranný vysokovýkonný plyn pro ruční, mechanizované a automatizované TIG svařování nerezových austenitických ocelí. Obsah 3 % helia a 1,5 % vodíku v argonu přináší značné zvýšení výkonu svařovacího procesu. Použitím Inoxline He3H1 lze dosáhnout o cca 35 % vyšší rychlosti svařování než při použití čistého argonu. I přes vyšší rychlost svařování zůstává zachována hloubka průvaru a zároveň dojde k výraznému zúžení závaru (obr. 1). Tento plyn přináší i další výhody. Výraznou redukci vneseného tepla a tím i snížení deformace svařovaných dílců, lepší smáčivost na okrajích svarů a velmi hladký povrch svarů. Za zmínku rozhodně stojí i výrazná redukce náběhových barev (obr. 2). Nevýhodou obsahu vodíku je nemožnost použití tohoto plynu pro svařování chromových ocelí a jiných materiálů citlivých na vodík. Tato směs je klasifikována jako nehořlavá, není tedy nutné pořizovat redukční ventil s vodíkovým závitem. Připojovací závit je stejně jako u běžně používaných argonových směsí W21,8 × 1/14“.
Ferroline C12X2
Tento ochranný plyn (12 % CO2 a 2 % O2 v argonu) je velmi vhodnou alternativu hojně rozšířeného a stále populárního plynu na bázi 18 % CO2 v argonu. Nachází uplatnění především při svařování dynamicky a únavově namáhaných konstrukcí, kde je kladen důraz na mechanické vlastnosti svarových spojů a tím i bezpečnost finálního výrobku. Díky relativně vysokému obsahu CO2 vzniká široký závar v kořeni svaru (obr. 3) a je zachována dobrá ovladatelnost svarové lázně v polohách. Kyslík přispívá ke zlepšení stability oblouku a tím i snížení rozstřiku. Snižuje také povrchové napětí svarové lázně, což se příznivě projeví na rychlosti svařování a povrchovém vzhledu svaru. Vznikající svarová housenka má jemnou kresbu a hladký povrch. Vlivem vyšší rychlosti svařování dochází k menšímu tepelnému ovlivnění základního materiálu a tím i ke snížení deformací svařence.
Ferroline C6X1
S rozvojem svařovacích zdrojů a stále častěji používanou pulzní technikou přichází požadavek na snížení podílu aktivní složky (CO2 a O2) v ochranném plynu. Nižší aktivita plynu přináší nejen zlepšení účinku pulzů, ale také omezenou tvorbu strusky na povrchu svarové housenky. Ferroline C6X1 (6 % CO2 a 1 % O2 v argonu) lze s výhodou použít pro svařování nelegovaných a nízkolegovaných ocelí menších a středních tlouštěk, méně namáhaných konstrukcí (kovový nábytek, zábradlí…) a všude tam, kde oceníme především vzhled svaru. Závar v kořeni je užší než při použití plynů s vyšší aktivitou, jak je vidět na obr. 4. Při svařování s tímto plynem je nutné důsledně dodržovat úhel hořáku vůči základnímu materiálu. Užší závar v kořeni svaru může při nevhodném naklonění hořáku způsobit studený spoj. Kresba svarové housenky je velmi jemná a na rozstřik připadne pouze cca 1% z vytaveného kovu. Za zmínku stojí skutečnost, že je Ferroline C6X1 i přes poloviční obsah aktivních složek řazen dle ISO 14175 do stejné skupiny jako Ferroline C12X2, tedy M24. Ferroline C6X1 je správnou volbou všude tam, kde požadujeme plynulý přechod do základního materiálu, malé deformace svařovaných dílců, hladký povrch svarové housenky a minimální rozstřik.
| Ochranný plyn | Skupina dle ISO 14175 | Oblast použití | Výhody |
| Inoxline He3H1 | R1 |
|
|
| Ferroline C12X2 | M24 |
|
|
| Ferroline C6X1 | M24 |
|
|
ČISTOTA OCHRANNÝCH PLYNŮ A ZÁSOBOVACÍ SYSTÉMY
Čistota ochranného plynu hraje důležitou roli nejen při zpracování citlivých kovů jako je např. titan, ale i při svařování běžných konstrukčních ocelí, vysokolegovaných ocelí, hliníku a dalších materiálů. Kvalitativní požadavky na ochranné svařovací plyny jsou definovány již zmíněnou normou ISO 14175.
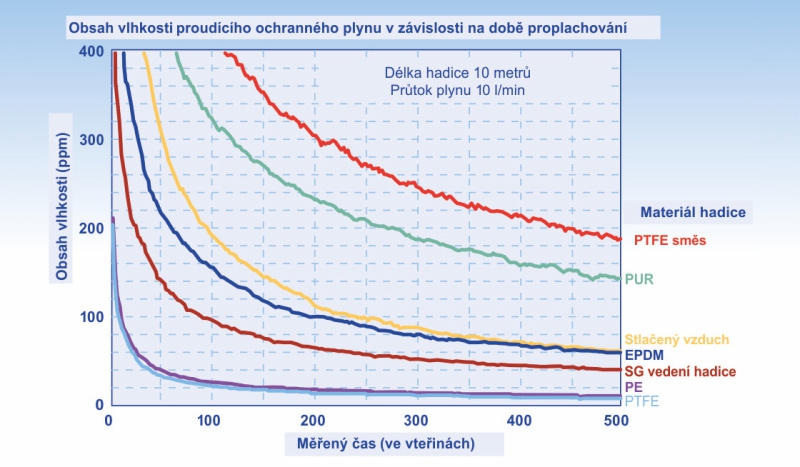
Úkolem zásobovacího systému je dopravit ochranný plyn v požadované čistotě a množství od zdroje do místa spotřeby. Pro dosažení požadovaných parametrů (průtok, čistota) je nezbytné vhodně dimenzovat nejen zdroje plynů (tlakové láhve, svazky tlakových lahví, stacionární zásobníky), ale také redukční ventily (redukční stanice) a potrubní rozvody. Příklad svazku zcela nové konstrukce – MegaPack je vidět na obr. 5. Během distribuce plynu nesmí docházet ke kontaminaci dopravovaného média. Dostatečnou jistotu poskytuje odborná instalace celého systému, umístění filtru do potrubí a volba vhodných plynových armatur. Velkou pozornost je třeba věnovat použitým materiálům. Při svařování potrubního rozvodu je nutné dostatečné formování kořene svarů. Použití pryžových hadic se pro zásobovací systémy ochranných plynů příliš nedoporučuje, neboť skrývají riziko difundování dusíku, kyslíku a obzvlášť vzdušné vlhkosti do hadic. Navzdory vysoké čistotě ochranného plynu může dojít k tvorbě pórů nebo ke vzniku vodíkových trhlin. Nejčastější příčinou je již zmíněná vlhkost, jejíž přítomnost může být způsobena kromě netěsností v přívodním systému plynu právě průnikem přes stěnu nevyhovující hadice. Speciální plynové hadice toto riziko výrazně snižují (obr. 6). Mnozí výrobci ocelových konstrukcí využívají tlakové hadice běžné kvality dostupné v hobby marketech a zahradnických potřebách. Ty mohou být sice cenově výhodnější, ale za zvýšené riziko zhoršené kvality svarů rozhodně nestojí.
ZÁVĚR
Svařovací proces můžeme ovlivnit celou řadou faktorů. Jedním z nich je volba vhodného ochranného plynu. Velmi důležité (a často opomíjené) je také dodržení předepsané čistoty plynu v místě spotřeby. Správná volba ochranné atmosféry spolu s dobře provedeným zásobovacím systémem pomáhají optimalizovat svařovací proces a významnou měrou přispívají k dosažení požadovaných vlastností svarového spoje.
Modern Three-Component Gases for Gas-Shielded Welding
In manufacturing and installing steel structures the total efficiency of production is significantly influenced by welding. In welding high demands are placed not only on mechanical characteristics of a welding joint, but also on the process rapidity, on a low spanner and smooth weld. Nowadays, lots of welds are treated with the water dilutable coating which cannot cover the spanner or surface unevenness in some cases, what affects visual quality of final products. In worse cases early corrosion may occur. These risks can be eliminated at least partially by optimization of gas mixtures for gas-shielded welding.
Autor



NEJčtenější souvisejicí články (v posledních 30-ti dnech)
Pro stavební svařované staticky, dynamicky a únavově namáhané konstrukce, pracující za teplot v podcreepové oblasti jsou...
Nejprve to hlavní – co si představit pod pojmem slabý plech. Je to tenký plech válcovaný za studena plech tloušťky 0,6 –...
NEJlépe hodnocené související články
První jeřábový hák na světě vyrobený technikou 3D tisku úspěšně prošel zátěžovými testy na 80 tun a souvisejícími kontro...
uvedl v rozhovoru pro časopis KONSTRUKCE Ing. Lumír Al-Dabagh, generální ředitel ZVU STROJÍRNY, a. s....
NEJdiskutovanější související články
Svařování obalenou elektrodou rozhodně nepatří mezi zastaralé metody. Použití kvalitní obalené elektrody umožňuje vytvoř...
Při návrhu svařované mostní konstrukce pro městkou komunikaci v Praze Troji byla posuzována možnost použít místo klasick...
Hliník se nesvařuje s takovou samozřejmostí jako jiné kovy. Jeho velká afinita ke kyslíku, rychlá tvorba kysličníku hlin...



ISSN 1803-8433 | © Copyright 2002 - 2026 KONSTRUKCE Media, s.r.o.
Jakékoliv užití obsahu včetně převzetí, šíření či dalšího zpřístupňování článků a fotografií je bez souhlasu nakladatelství zakázáno.
KONSTRUKCE Media, s.r.o., se sídlem Starobělská 1133/5, 700 30 Ostrava, zapsaná v obchodním rejstříku vedeným u Krajského soudu v Ostravě, oddíl C, vložka 22003, Identifikační sídlo: 25851276 | Tel.: 597 317 578 | Fax: 597 579 166


