








Laboratórne skúšky potrubí s vadami a imperfekciami
Rubrika: Technologie
Na potrubiach tranzitného plynovodu je identifikovaných a lokalizovaných niekoľko sto lokálnych deformácií – tvarových imperfekcií (dentov), ktoré boli zistené vnútornými inšpekciami. Nebezpečenstvo prevádzkovania potrubia s lokálnou deformáciou spočíva v tom, že sú tu sústredené oveľa vyššie hodnoty napätí ako v nedeformovanom potrubí. Navyše, niektoré imperfekcie sú zhoršené spojením s koróznou vadou alebo zvarom.

K reálnej konštrukcii boli zvolené adekvátne zmenšeniny, a zaťažovacie stavy, a tie boli experimentálne overené na Katedre kovových a drevených konštrukcií Stavebnej fakulty STU v Bratislave.
EXPERIMENTÁLNE MERANIE POTRUBÍ S IMPERFEKCIAMI
Porucha na potrubí je stála plastická deformácia kruhového priečneho rezu potrubia. Hĺbka poruchy je definovaná ako maximálna redukcia priemeru potrubia k pôvodnému priemeru. Táto definícia poruchy zahŕňa lokálne vruby a akékoľvek zmeny od nominálneho kruhového priečneho rezu (napr. ovalita).
Kaz na potrubí spôsobuje lokálne koncentrácie napätí a namáhania a lokálnu redukciu priemeru rúry. Hĺbka kazu je najpodstatnejší parameter ovplyvňujúci odolnosť na roztrhnutie a na únavovú odolnosť rúry. Profil kazu nie je podstatný parameter ak porucha je plochá/ hladká.
Na overenie teoretických modelov a overenie vplyvu prevalenín na potrubí na ich spoľahlivosť, boli vyrobené zmenšené vzorky potrubia z nerezového plechu. Vzorky sú z rúr profilu 273 × 3 mm a na koncoch sú vzduchotesne zablendované plechom hrúbky 6 mm. Každá vzorka je opatrená vpustom pre napojenie kompresoru na stlačený vzduch.
POSTUP LABORATÓRNEHO EXPERIMENTU
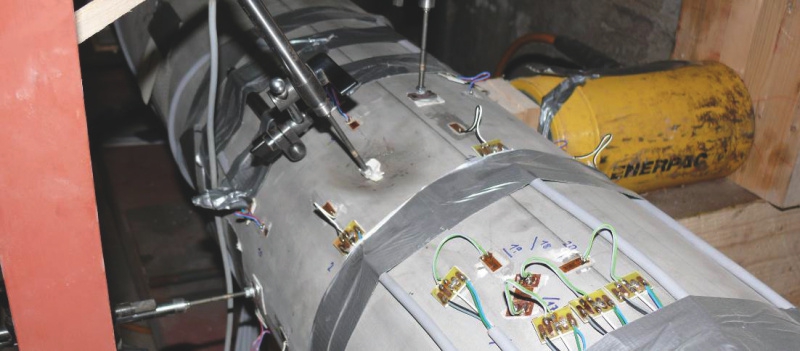
Vzorky boli zaťažované v oceľovom ráme (obr. 2). ktorý pozostáva z dvojice vodiacich koľajníc z profilu U300. Tieto dve koľajnice sú na koncoch spojené pomocou zvarenca z plechu hrúbky 20 mm. V ráme sa nachádza pohyblivý priečnik, ktorý je taktiež zvarený z plechov hr. 20 mm. Vzorka bola uchytená medzi pevnú a pohyblivú časť rámu. Pomocou hydraulického lisu sa vo vzorke vyvodila osová tlaková sila približne 320 kN. Následne sa vo vzorke pomocou vzduchového kompresoru vyvodil vnútorný tlak 1 MPa. Pomocou bočného hydraulického lisu sa v strede rozpätia vyvodil ohybový moment. Tenzometricky sa sledovali napätia a deformácie vo zvislom a vodorovnom smere na povrchu vzorky. Pre vzorky s prevaleninou sa sledovala aj zmena tejto deformácie. Pre každý typ vzorky boli zrealizované tri série meraní.
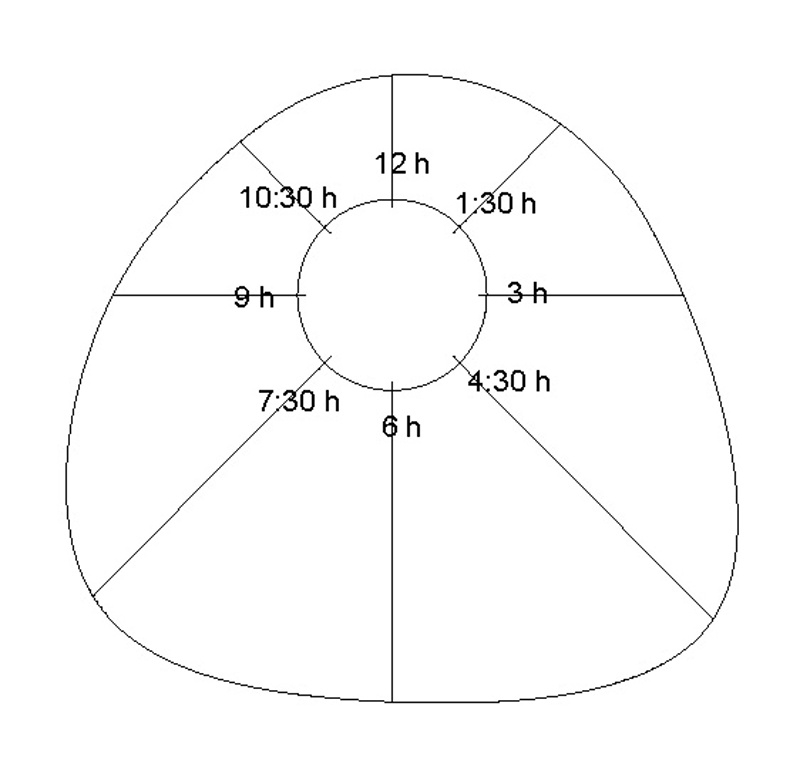
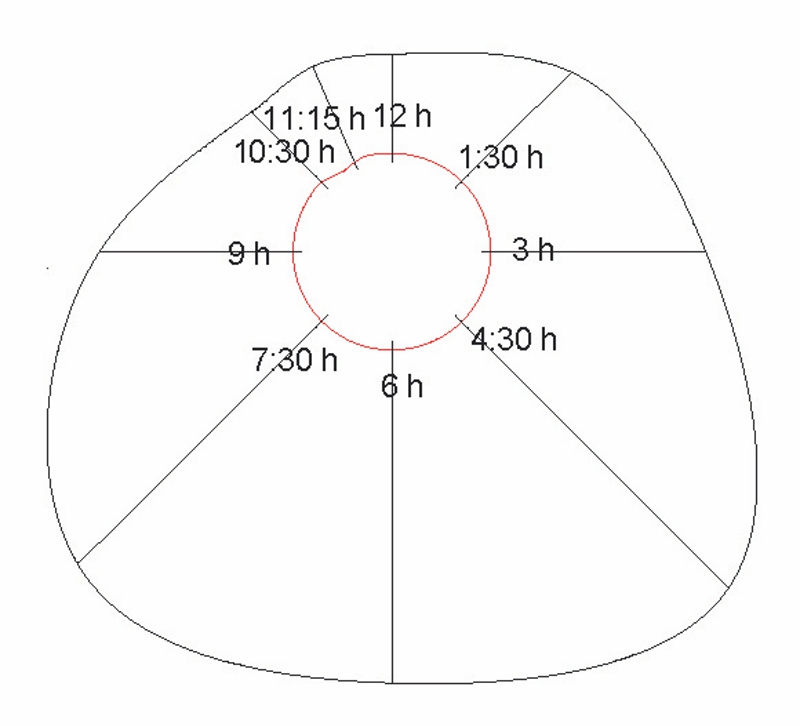
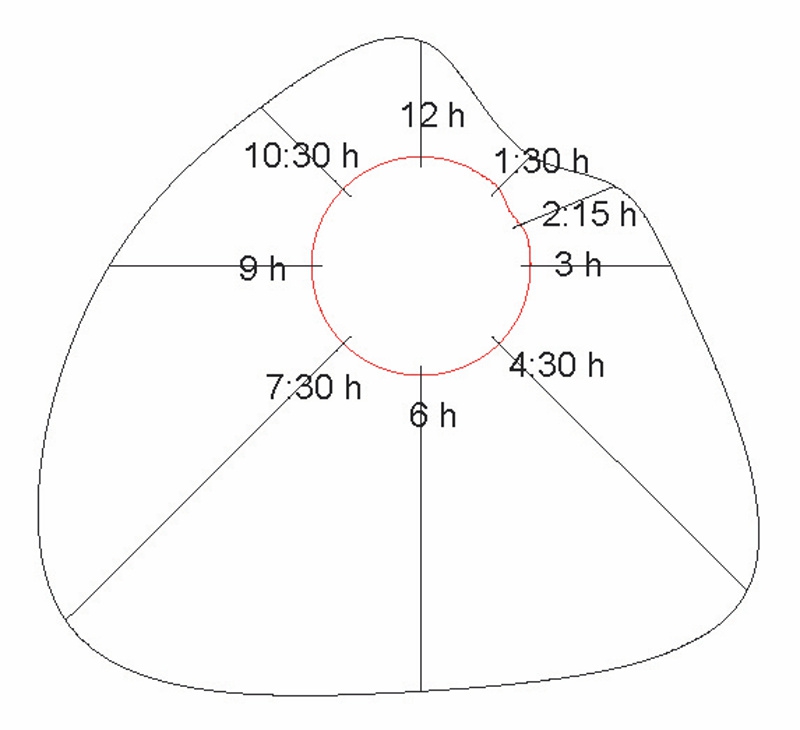
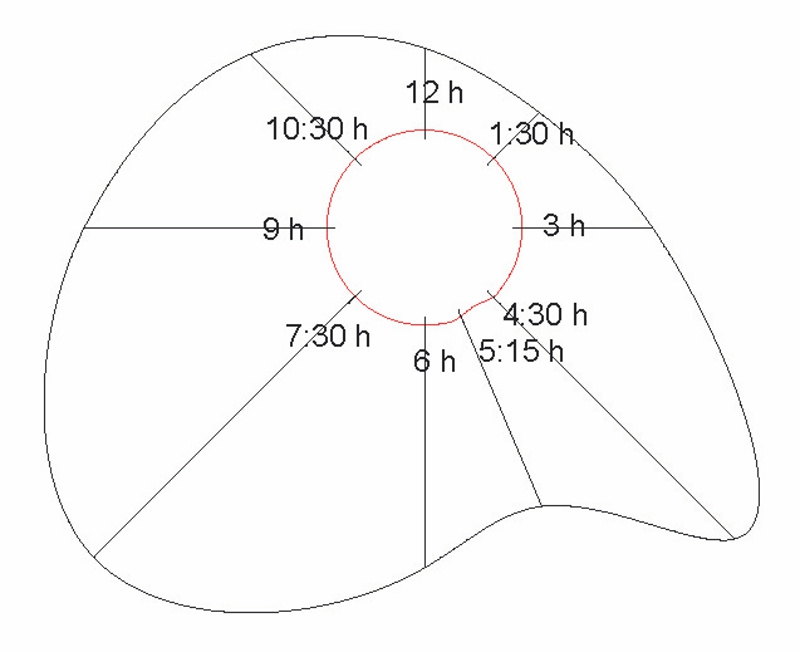
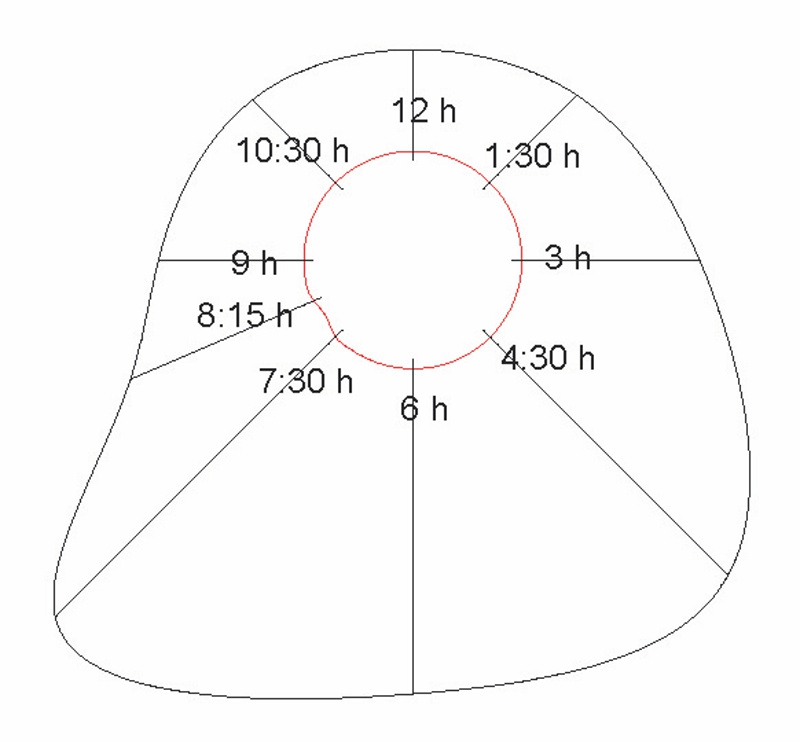
Po osadení neporušenej vzorky prebehla séria meraní a vyhodnotila sa napätosť. Vzorka bola zaťažená osovou silou 325 kN a vnútorným tlakom vzduchu 1 MPa. Potom sa pristúpilo k meraniam na porušenej vzorke. Na neporušenej vzorke bol vytvorený viazaný hladký kaz rozmerov cca 60 × 50 mm a hĺbky 8 mm. Poloha tohto kazu sa následne menila po obvode prierezu (v polohe 11 hod, 2 hod, 5 hod, 8 hod).
Na základe vykonaných prehliadok, laboratorného experimentu a numerických štúdií boli zostavené odporúčania pre prevádzkované potrubia kvality X60 a X70:
- Pri hladkých viazaných prevaleninách s hĺbkou do 1× hrúbka potrubia vykonať vizuálnu kontrolu
- Pri hladkých viazaných prevaleninách s hĺbkou od 1× hrúbka potrubia do 3× hrúbka potrubia pri meraní, keď potrubie leží na podpere (kameni), vykonať vizuálnu kontrolu a magnetickú práškovú metódu.
- Pri hladkých viazaných prevaleninách s hĺbkou od 1× hrúbka potrubia do 2,25× hrúbka potrubia pri meraní, keď kamenná podpora bola odstránená, vykonať vizuálnu kontrolu a magnetickú práškovú metódu.
- Pri hladkých viazaných prevaleninách s hĺbkou nad hore uvedené hodnoty zatlačenia potrubia vykonať vizuálnu kontrolu a magnetickú práškovú metódu aj ultrazvuk.
- V prípade, že kazy zasahujú zvary je potrebné vykonať vizuálnu kontrolu a magnetickú práškovú metódu aj ultrazvuk.
V prípade zistenia aj minimálnych trhlín je treba vymeniť poškodené časti.
Laboratory Tests of Tubes with Defects and Imperfections
At gas-pipelines are identified hundreds of local deformations – shaped imperfections that were identified by internal inspections. Risk operation of pipe with local deformation is that, that there are much higher concentrated stress than in the non-deformed pipe. In addition, some imperfections are worse combining with corrosive defects or longitudinal weld.



NEJčtenější souvisejicí články (v posledních 30-ti dnech)
Autori článku spracovali projekty konštrukcií billboardov rozmerov 8 × 18 m, realizovaných pri diaľnici D1 pri vstupe do...
Aktuální číslo časopisu Konstrukce je tematicky věnováno všem, kteří dělají technicky krásné stavby z oceli. Předpokládá...
Záchranný systém LA1200 SU (ocelová konstrukce + záchranný člun FF1200) byl navržen pro spuštění (evakuaci) 70 osob z of...
NEJlépe hodnocené související články
Aktuální číslo časopisu Konstrukce je tematicky věnováno všem, kteří dělají technicky krásné stavby z oceli. Předpokládá...
Záchranný systém LA1200 SU (ocelová konstrukce + záchranný člun FF1200) byl navržen pro spuštění (evakuaci) 70 osob z of...
NEJdiskutovanější související články
Záchranný systém LA1200 SU (ocelová konstrukce + záchranný člun FF1200) byl navržen pro spuštění (evakuaci) 70 osob z of...



ISSN 1803-8433 | © Copyright 2002 - 2026 KONSTRUKCE Media, s.r.o.
Jakékoliv užití obsahu včetně převzetí, šíření či dalšího zpřístupňování článků a fotografií je bez souhlasu nakladatelství zakázáno.
KONSTRUKCE Media, s.r.o., se sídlem Starobělská 1133/5, 700 30 Ostrava, zapsaná v obchodním rejstříku vedeným u Krajského soudu v Ostravě, oddíl C, vložka 22003, Identifikační sídlo: 25851276 | Tel.: 597 317 578 | Fax: 597 579 166


