







 Povrchová ochrana AČSZ – Drsnost povlaků žárového zinku nanášených podle ČSN EN ISO 1461
Povrchová ochrana AČSZ – Drsnost povlaků žárového zinku nanášených podle ČSN EN ISO 1461AČSZ – Drsnost povlaků žárového zinku nanášených podle ČSN EN ISO 1461
Rubrika: Povrchová ochrana
Žárové zinkování je jako protikorozní systém využíváno u převážné většiny ocelových konstrukcí a výrobků. Povlaky žárového zinku nanášené v komerčních zinkovnách se v závislosti na celé řadě spolupůsobících faktorů vyznačují velice rozmanitými morfologickými variacemi projevujícími se v jejich struktuře a vzhledu. Příspěvek přibližuje pravděpodobné příčiny vzniku drsných struktur povlaků žárového zinku a pro některé případy přináší doporučení k omezení jejich výskytu.

STRUKTURA POVLAKU
Nerovné povlaky žárového zinku mohou mít různé příčiny a mohou se různě projevovat. Norma ČSN EN ISO 1461 uvádí, že pojem drsnost je nutno v oboru žárového zinkování vnímat jako relativní veličinu a drsný povlak připouští, pokud se nejedná o důležité funkční plochy, které by zákazník předem v objednávce řádně vyspecifikoval.
Při žárovém zinkování ponorem se na zinkovaných součástech tvoří slitinový železo‑zinkový povlak, který je výsledkem poměrně složitého termodynamického procesu vzájemné difúze atomů obou kovů za vzniku elementárních intermetalických vazeb a následných fázových přeměn. Tyto děje probíhají jednak v povrchové vrstvičce podkladového kovu, dále na rozhraní mezi podkladovým materiálem a roztaveným kovem a stejně tak i v zinkové tavenině obklopující zinkovanou součást v její těsné blízkosti. V době, kdy je součást ponořena do zinkové taveniny, se zinek se železem váže na železo-zinkové intermediální slitinové fáze. Teplota zinkové taveniny při závěsovém zinkování v komerčních zinkovnách je přibližně 450 °C. Zinek za těchto podmínek částečně difunduje do feritu (železa a), kde v povrchové vrstvičce vytváří substituční roztok. Na tomto podkladu pak podle okamžitých rovnovážných podmínek narůstají slitinové železo-zinkové fáze, jejichž poměrné zastoupení v povlaku se s dobou ponoru mění. Tloušťka i struktura výsledného povlaku závisí na celé řadě dalších vnějších faktorů ovlivňujících průběh metalurgické reakce. Podstatný vliv zde má chemické složení zinkované oceli, zejména obsah křemíku přidávaného do uklidněných ocelí jako dezoxidační činidlo. Rovněž struktura a kvalita povrchu oceli i tloušťka její stěny a v neposlední řadě přítomnost cizorodých látek v povrchové vrstvě substrátu ovlivňují vlastnosti povlaku. Kombinace těchto faktorů vede k tomu, že se povlak vytvořený při závěsovém zinkování v komerčních zinkovnách vyznačuje celou škálou různých morfologických odchylek.
STEČENINY A ŘASY
U Sandelinových ocelí, pro něž je charakteristický obsah křemíku zhruba mezi 0,03 % až 0,12 %, převládá na rozhraní mezi ocelovým podkladem a zinkovou lázní difúze atomů železa směrem do zinkové taveniny, dochází k jejich nadměrnému uvolňování z podkladu. Tyto atomy se pak váží se zinkem v poměru 1:13, a to za vzniku jemných krystalků takzvaného tvrdého zinku (slitinové fáze g). Tyto krystalky ve směsi se zinkovou taveninou tvoří velmi viskózní kašovitou hmotu, která ulpívá na stěně zinkované součásti a při vynořování způsobuje vznik stečenin. Legováním zinkové lázně niklem je možno nadměrné rozpouštění železa v zinku potlačit. Sandelinovy oceli se však v poslední době již na trhu vyskytují poměrně vzácně,
proto řada zinkoven od zinkování v poměrně drahé technigalvě upouští.
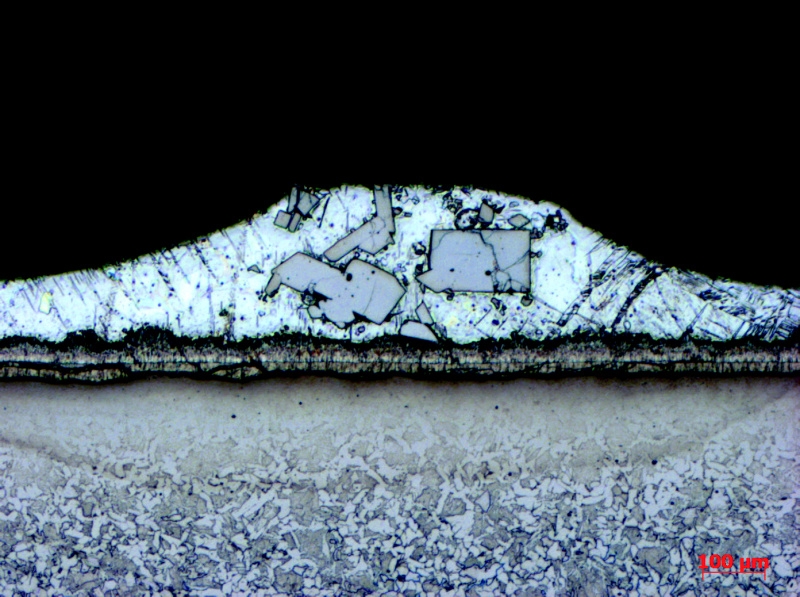
NAPLAVENÉ HRUDKY
U rozměrných součástí je často obtížné dosáhnout dostatečného sklonu potřebného pro rychlé stékání zinkové taveniny při vynořování. Její proudění kolem povrchu zinkované součásti pomáhá rovněž odplavovat krystalky tvrdého zinku, které přednostně narůstají na krystalizačních jádrech, kterými jsou cizorodé částice a nečistoty nerozpustné v mořicí kyselině a deponované v dutinách nebo nepřístupných zákoutích na zinkované součásti. Krystaly tvrdého zinku vzniklé za těchto podmínek se na rozdíl od jemných krystalků obklopujících součást vyrobenou ze Sandelinovy oceli vyznačují poměrně velkými rozměry, svým vzhledem připomínají hrudky. Pokud některé konstrukční prvky dílce mají při vynořování horizontální polohu, volné krystalky tvrdého zinku se mohou na takovém povrchu zachytit a pak zůstávají zality ve vrstvě ulpěného čistého zinku. V takovém případě má hrudkovitost povlaku příčinu v naplavených krystalech tvrdého zinku. Prevence spočívá především v čistotě dutin dílců předávaných k pozinkování.
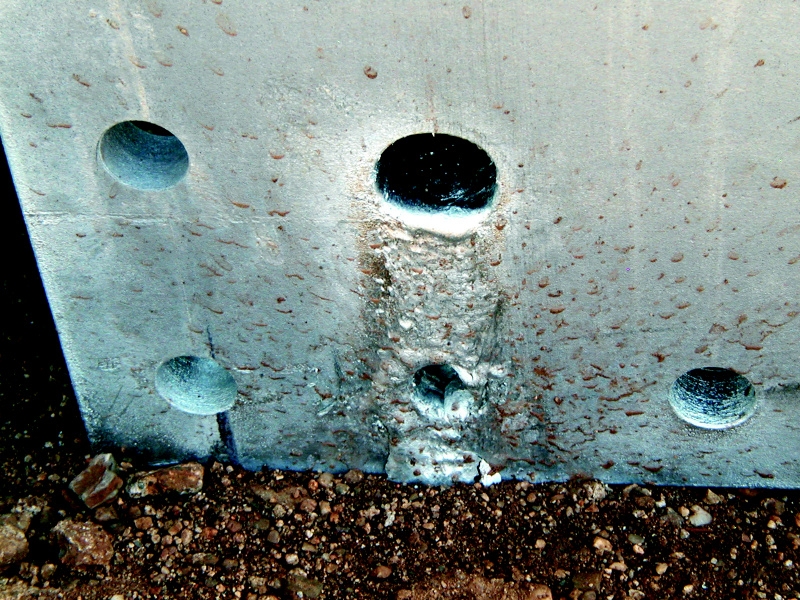
POTŘÍSNĚNÍ OKOLÍ DRENÁŽNÍHO OTVORU TVRDÝM ZINKEM
U rozměrných dutých součástí nebo u součástí korýtkovitého tvaru s nedostatečně dimenzovanými a nevhodně umístěnými drenážními otvory dochází rovněž k omezenému proudění zinkové taveniny. Velmi nepříznivě v dutinách, zákoutích a kapsách působí zadržený mořicí roztok nasycený solemi železa. Tyto chloridy železa jsou příčinou nadměrné tvorby tvrdého zinku. Výsledkem pak je vytvoření kašovitého sedimentu na bázi tvrdého zinku, který při pomalém vytékání z dutiny vždy potřísní okolí drenážního otvoru. Vyšší obsah křemíku v uklidněné oceli může způsobit zvýraznění tohoto jevu. Správně umístěnými a dimenzovanými drenážemi a čistotou dutin u dílců předávaných k pozinkování je možno tomuto postižení povlaku předcházet.
KRYSTALY TVRDÉHO ZINKU VYRŮSTAJÍ Z PODKLADU
Ve zvláštních případech může dojít k nadměrnému růstu krystalů g-fáze přímo na substrátu. Tyto krystaly mají bezprostřední kontakt k podkladu a příčinou jejich vzniku je vada nebo nečistota v povrchové vrstvě oceli. Takováto nečistota se stává krystalizačním zárodkem, na němž krystaly tvrdého zinku mohou přednostně růst.
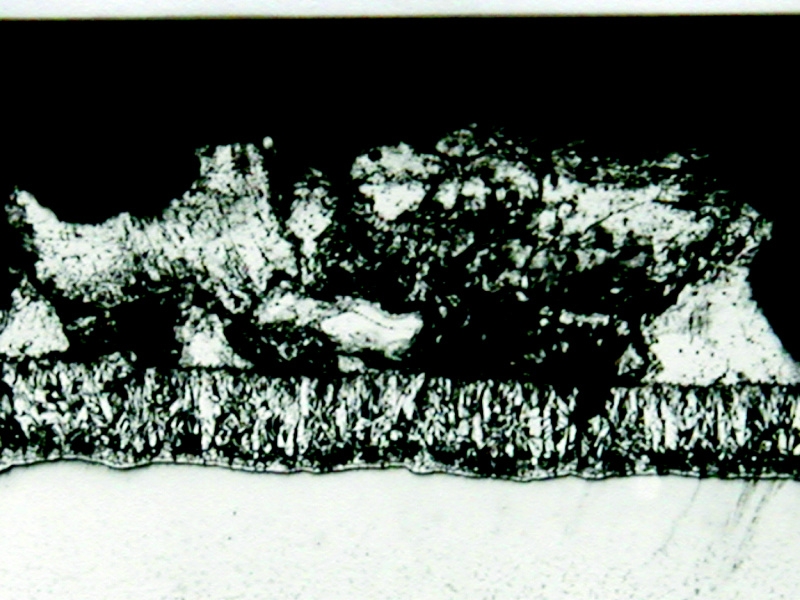
POLOTOVARY TVÁŘENÉ ZA TEPLA
Povrch kovaných nebo za tepla tvářených polotovarů může být postižen přítomností šupin a přeložek, které nezřídka překrývají zaválcované okuje. Takovéto povrchové necelistvosti jsou u černého materiálu obtížně zjistitelné, pokud se neprovedou defektoskopické zkoušky. Projeví se až při vlastním zinkování, kdy dojde k jejich významnému zvýraznění. Objemové změny v povrchové vrstvě, ke kterým dojde při procesu žárového zinkování, vyvolávají vychlípení šupin ve tvaru jehliček nebo ostnů. Jedná se o velmi nepříjemnou vadu povlaku, neboť při kontaktu hrozí poranění. Dodatečná náprava je obtížná. Vychlípené jehličky obvykle obsahují ocelová jádra a přebroušení povrchu by vedlo k jejich obnažení. Ačkoliv při běžných podmínkách expozice v atmosférickém prostředí, vzhledem ke spolehlivě fungující katodické ochraně, koroze obnažené oceli nehrozí, norma EN ISO 1461 při přejímacích zkouškách nepřipouští absenci zinkového povlaku.
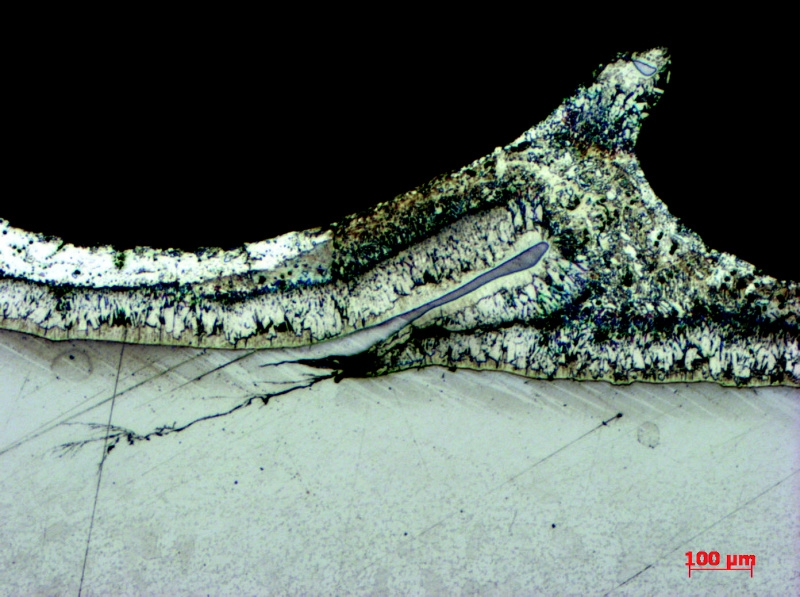
NECELISTVOSTI NA POVRCHU POLOTOVARŮ TAŽENÝCH ZA STUDENA
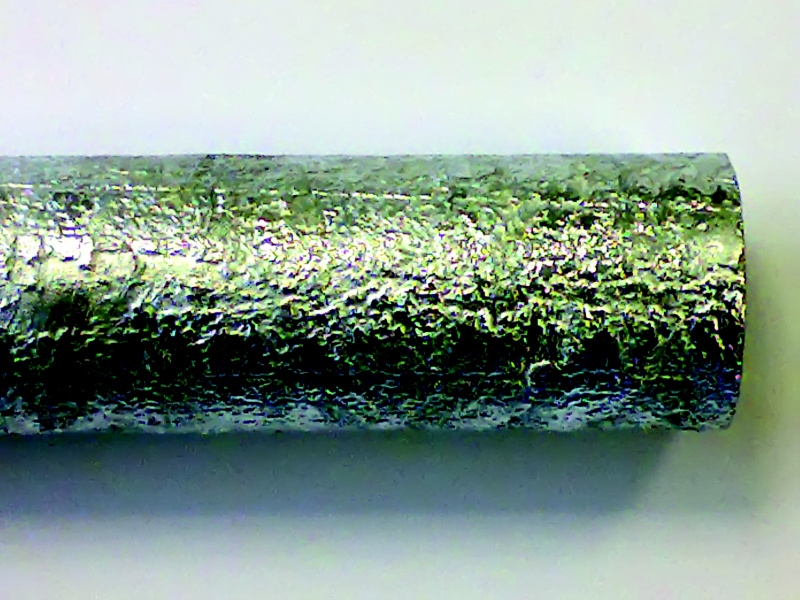
Nerovnosti uspořádané do pravidelného reliéfu se nazývají strupovitost a mají původ v necelistvostech v povrchové vrstvě substrátu. Ke zvýraznění tohoto jevu může opět přispět přítomnost křemíku v použité oceli. Přítomné makrotrhlinky způsobují, že zinek se železem reaguje na volné ploše jinak než ve stísněných prostorách trhlinek a zinkový povlak na substrátu narůstá nepravidelně. Tento případ povrchových vad trubek bývá důsledkem nedostatečného dávkování mazacího prostředku při jejich tažení nebo při kalibrování za studena.
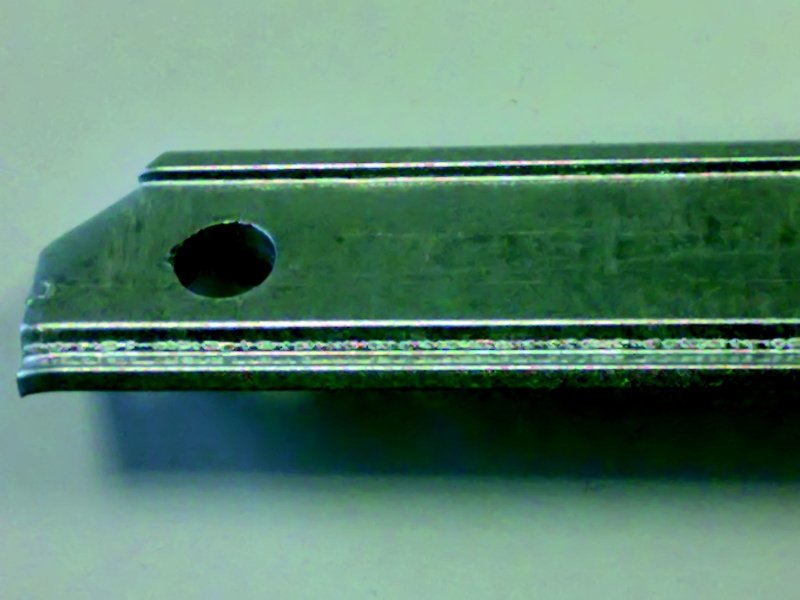
POŠKOZENÍ POVRCHU PŘI ZPRACOVÁNÍ POLOTOVARU
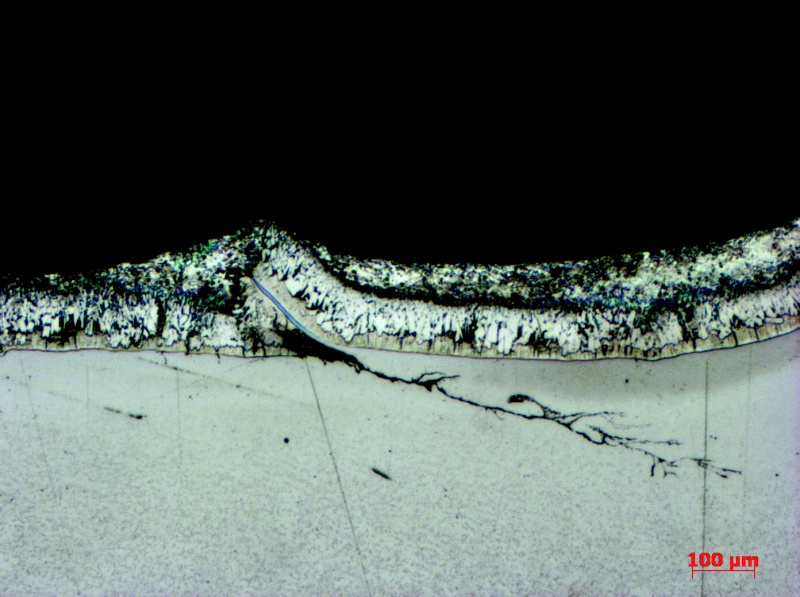
K narušení celistvosti povrchu materiálu určeného k pozinkování může dojít nejen u prvovýrobce, ale i při následném zpracování polotovarů. Drážka ve speciálním profilu zhotovená tvářením ploché oceli může představovat důležitou funkční plochu, pro níž kvalita jejího povrchu hraje významnou roli. Lesklá faseta ve dně drážky profilu před pozinkováním nasvědčuje, že tento povrch byl soustředěným tlakem při válcování silně narušen. Žárové pozinkování pak vede ke vzniku markantních nerovnosti, které brání správné funkci součásti. Vadě je možno předejít správným nastavením parametrů pro válcování drážky.
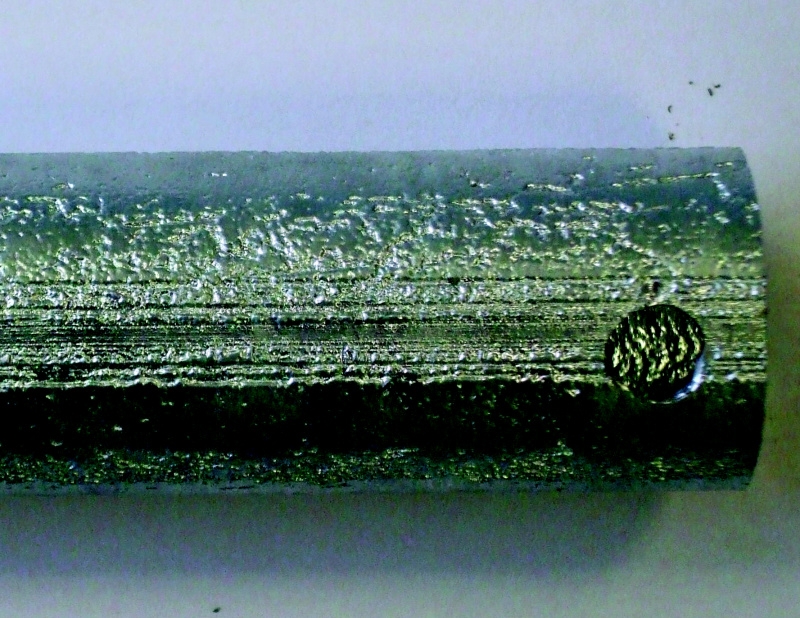
TŘÍSKOVĚ OBROBENÝ POVRCH
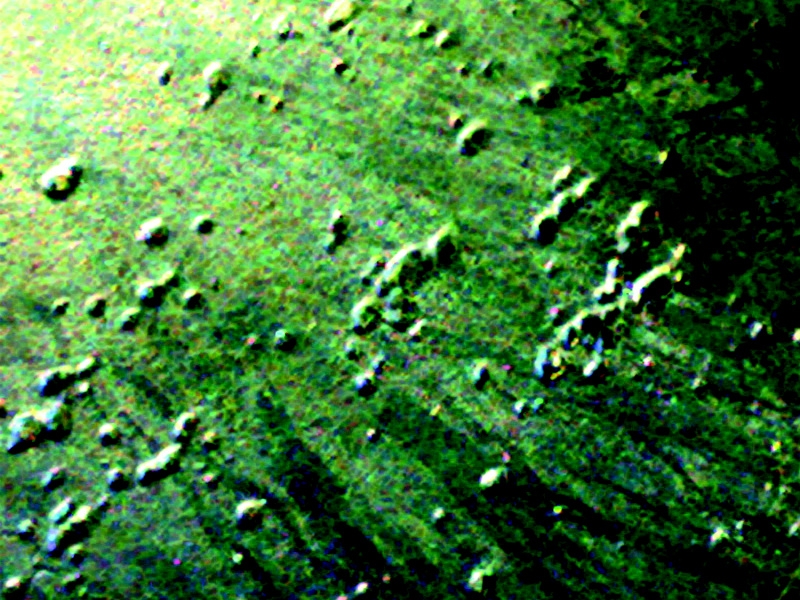
Na plochách zhotovených třískovým obráběním často v důsledku žárového zinkování dochází k mírnému zvětšení drsnosti a ke zvýraznění charakteru obrobené plochy. Reliéf povlaku zpravidla sleduje profil odpovídající postupu obrábění, a to i v případě, že povrch obrobeného substrátu před nanesením povlaku byl relativně hladký. Řezné podmínky mohou vyvolat ve struktuře povrchové vrstvy podkladu takové změny, které někdy za spolupůsobení křemíku přítomného v oceli mohou vést k tomu, že povlak narůstá nerovnoměrně. Tyto nerovnoměrnosti povlaku se vyznačují pravidelností, korespondují se šroubovicí dráhy nože.
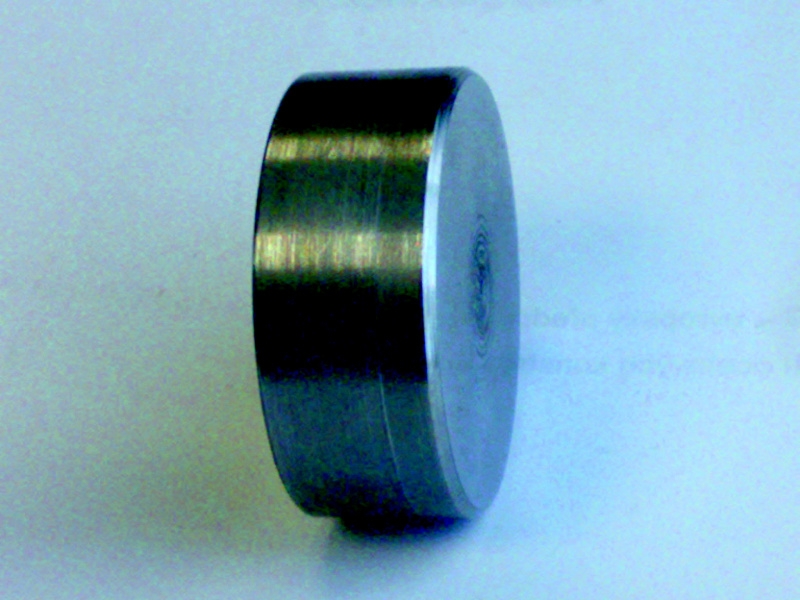
V krajním případě při nesprávně nastavených parametrech obrábění může soustružení způsobit narušení celistvosti povrchu obrobku podobně jako v případě nedostatečného mazání polotovaru při tažení za studena. Zdrsnění povlaku je pak uspořádáno do řad odpovídajících směru pohybu soustružnického nože. Porovnání povlaku na vnitřní ploše frézované drážky a povlaku na vnější soustružené ploše vzorku zachyceného na snímku prokazuje příčinu spočívající v jakosti povrchu podkladového materiálu.
HRUBÝ PODKLAD
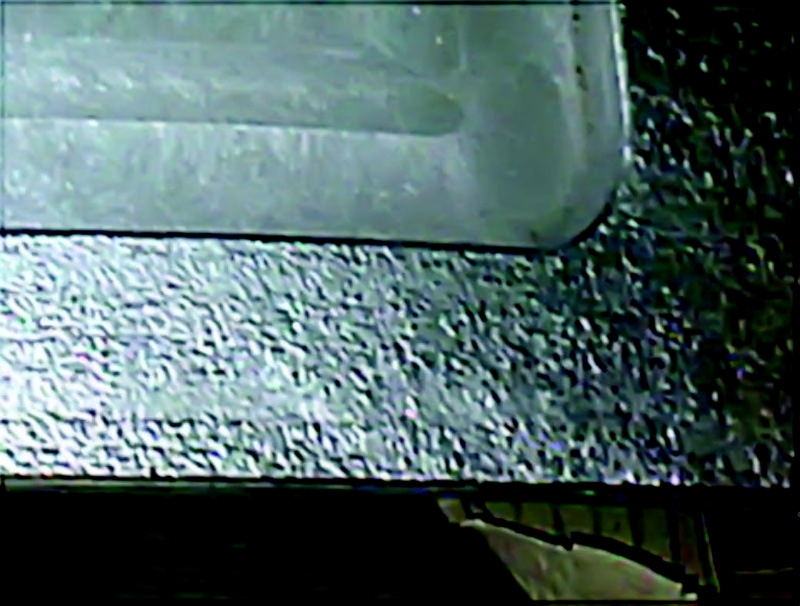
Povrchové nerovnosti se zinkováním nevyrovnají. U hrubých podkladů vyvolá pozinkování naopak dojem ještě většího zvýraznění drsnosti. Obvykle se jedná o optický efekt způsobený větším kontrastem na světlé lesklé ploše. U žárového zinku platí stejně jako u organických nátěrů, že nanesením povlaku nelze nerovnosti vyrovnat.
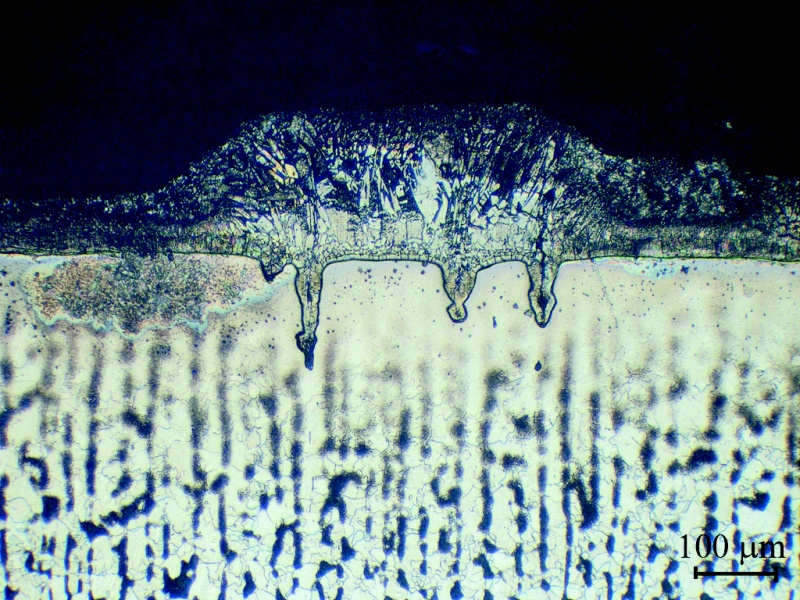
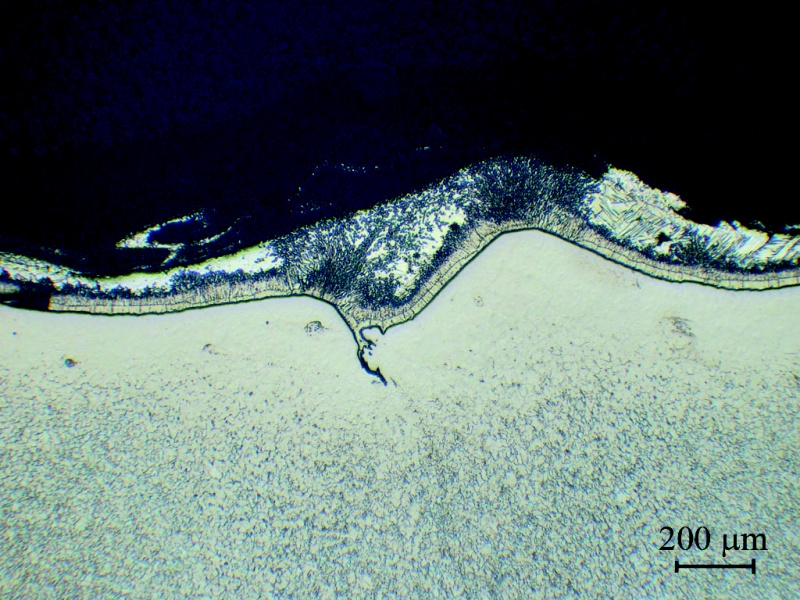
SMĚSNÉ STRUKTURY POVLAKU
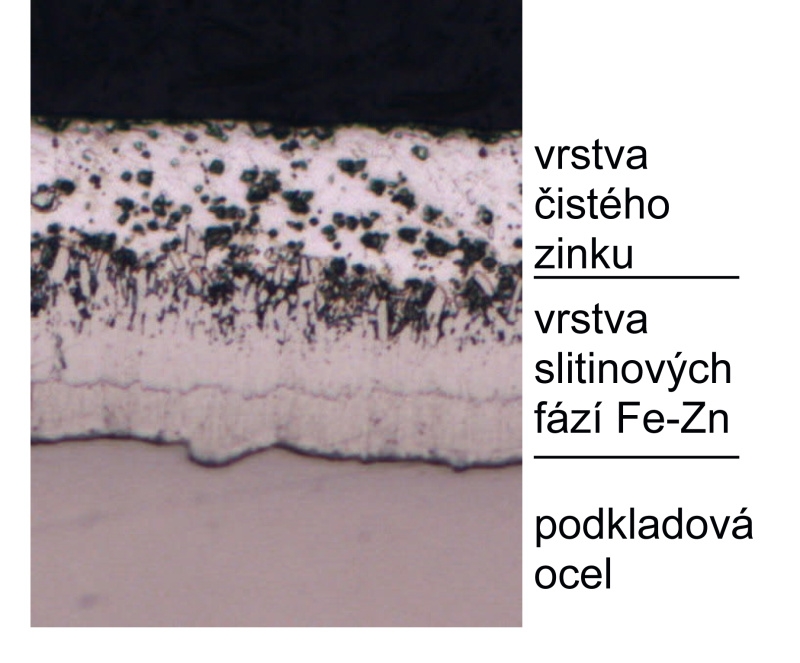
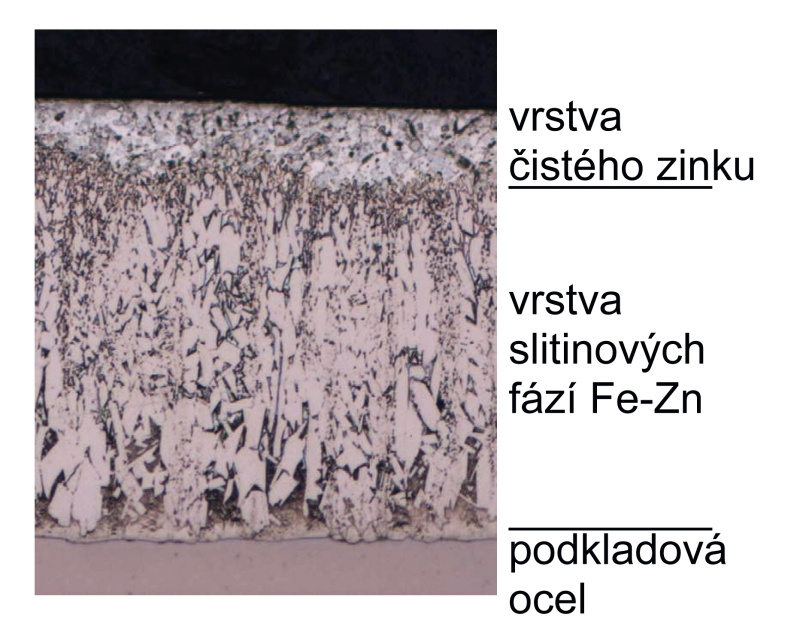
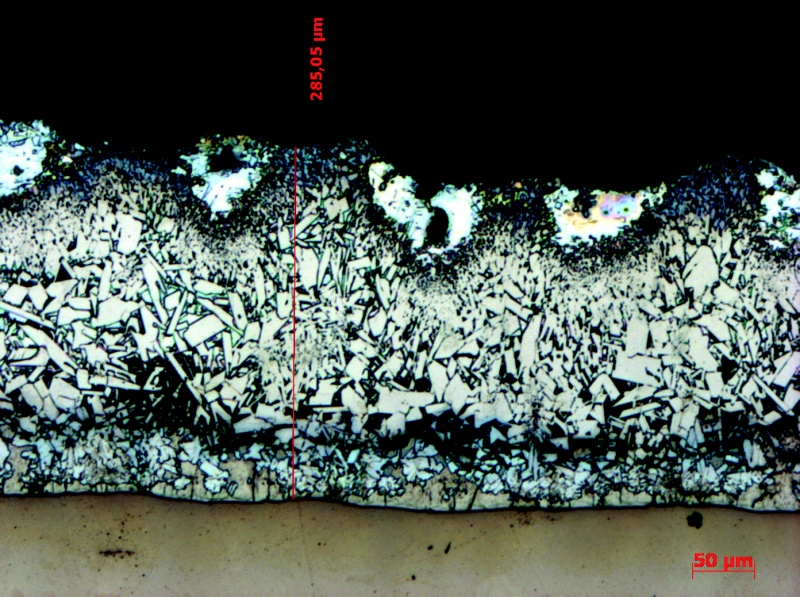
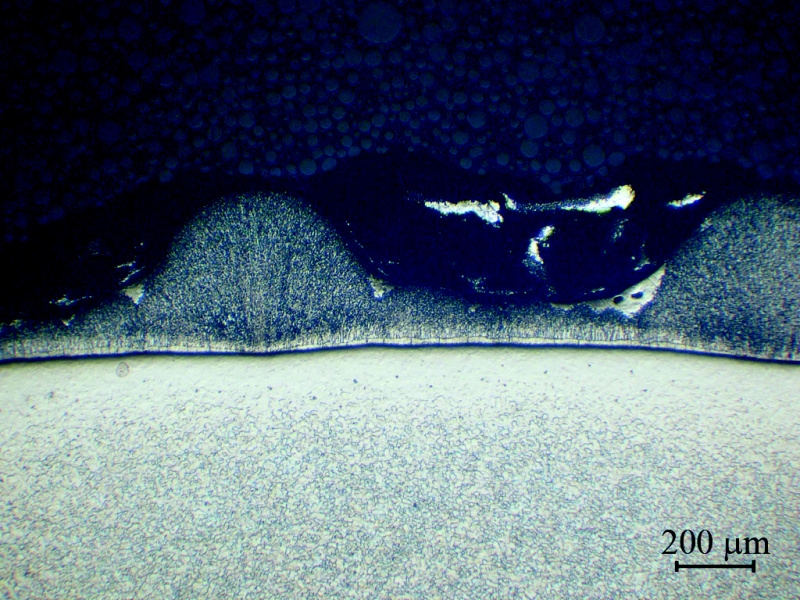
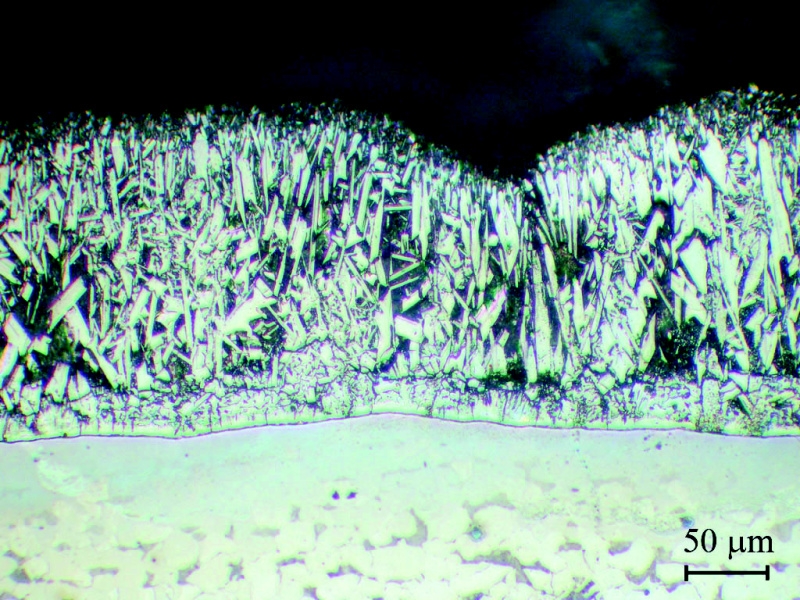
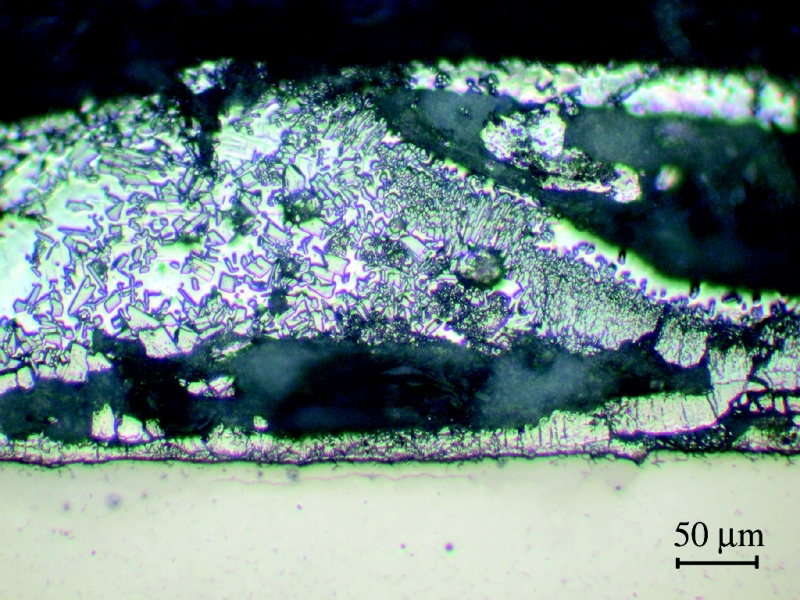
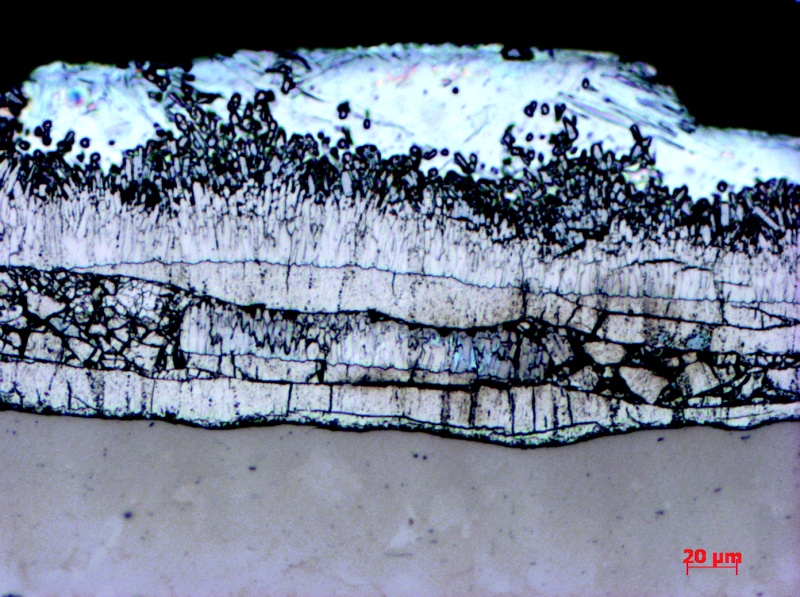
Podobný výsledek jako při zinkování podkladů s drsným povrchem může nastat i v případě zinkování součásti s povrchem hladkým a nepostiženým necelistvostmi, který se však vyznačuje místními odchylkami ve struktuře a v chemickém složení. Takový podklad způsobí lokální odlišnosti v reaktivitě substrátu se zinkem a nanesený povlak je charakterizován takzvanou směsnou strukturou. Na obrázku je znázorněn případ směsné struktury na oceli s obsahem Si těsně pod Sandelinovou oblastí. Na řezu povlakem jsou velmi dobře zřetelná místa se strukturou povlaku odpovídající Sandelinově obsahu křemíku, která jsou vystřídána s místy vyznačujícími se povlakem vytvořeným na nízkokřemíkaté oceli. Podobný jev může nastat rovněž u ocelí s obsahem křemíku v Sebistyho oblasti, pokud v ní obsah fosforu překračuje hodnotu 0,02 %. Povlak zde narůstá nerovnoměrně a vyznačuje se zvýšenou drsností.
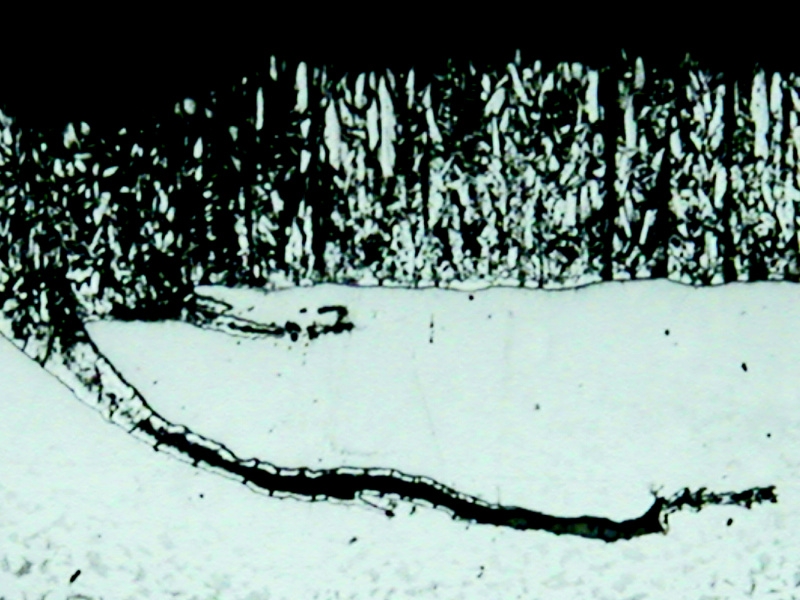
PUCHÝŘE
Puchýřem je nazývána vada, kdy se v povlaku, zpravidla v místě fázového rozhraní mezi d1-fází a g-fází vytvoří dutina čočkovitého tvaru. Technická norma ČSN EN ISO uvádí, že puchýřem se rozumí takové vypouklé místo na povlaku, které se vyznačuje tím, že zde povlak nemá kontakt s kovovým podkladem. Puchýře jsou vzácným doprovodným fenoménem u případů vzniku směsných struktur na výrobcích z tenkých plechů. Příčinou jejich vzniku mohou být vodíkové pasti v místech skokové změny struktury povlaku, v nichž atomární vodík, který při moření difundoval do podkladu a při ponoření dílce do zinkové lázně uniká ven, rekombinuje na molekuly, které zaujímají větší objem a způsobují vznik dutinek v povlaku. Protikorozní odolnost povlaku vyznačujícího se puchýřovitostí není snížena.
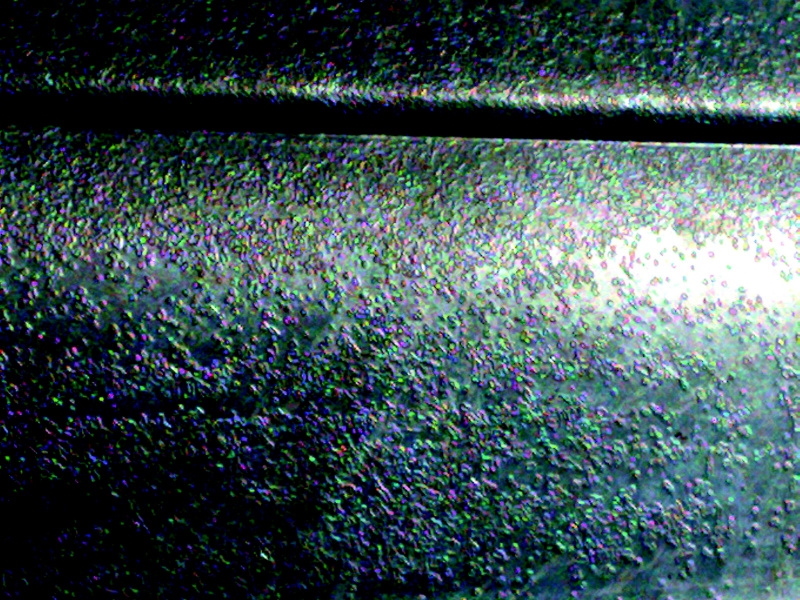
KRUPICE
Krupice je postižení povlaku nepravidelně a poměrně řídce rozptýlenými drobnými výstupky, na pohled připomínajícími jemný písek zalitý v povlaku. Na metalografickém výbrusu je možno skutečně ve struktuře povlaku zjistit krystalky na bázi zinku zalité ve vrstvě čistého zinku. Tyto krystalky nemají původ v sedimentu na dně vany, ale příčinou jejich vzniku je náhlá změna rovnovážných podmínek pro peritektickou přeměnu, například v důsledku přítomnosti dalšího prvku uvolňujícího se do lázně z oceli, který rovněž vstoupí do reakce a způsobí změnu binární soustavy železo-zinek na soustavu ternární. Omezení výskytu krupice na pozinkovaném povrchu je obtížné, v komerčních zinkovnách mu nelze spolehlivě předcházet.
PRIMÁRNÍ DELAMINACE POVLAKU
V průběhu ponoru zinkované součásti do zinkové lázně probíhají ve tvořícím se povlaku fázové přeměny, povlak je nestabilní, je vystaven značnému proměnnému pnutí vyvolanému rozdílnou tepelnou roztažností povlaku a substrátu a je náchylný ke vzniku trhlin. Tyto necelistvosti se okamžitě vyplňují dalšími nově se tvořícími vrstvami povlaku, který v důsledku toho zhrubne. K primární delaminaci povlaku během zinkovací operace může dojít samovolně, zejména v blízkosti ostrých hran a pálených řezů, významný vliv může mít i způsob manipulace
obsluhy zinkovacího pracoviště.
ZALITÝ ZINKOVÝ POPEL
Jako chybu zinkovny je možno charakterizovat vadu, která spočívá v zalití zinkového popela do povlaku. Může k tomu dojít v případě, kdy zinkované součásti rámového tvaru jsou při zinkování zavěšeny těsně vedle sebe a jejich uspořádání brání možnosti vyplavování popela vznikajícího spalováním tavidla na hladinu zinkovací lázně. Popel ulpí na zinkovaných součástech, vzájemné třecí pohyby rámů napomohou promísení popela se zinkovou taveninou a tato hmota zůstává zalita v povlaku na pozinkované součásti. Aby se předešlo této vadě povlaku, je nutno součásti zavěšovat s dostatečnou vzájemnou vůlí.
ŠKRALOUP
Jinou vadou způsobenou chybou zinkovny je škraloup. Na povrchu zinkovací lázně se nepřetržitě tvoří oxidy, které společně s vyplaveným zinkovým popelem obsluha zinkovacího pracoviště v čase prodlení vsázky v zinkové lázni pomocí stěrek stáhne do čela vany, odkud se vybírají. Pokud na hladině zůstanou zbytky zinkových oxidů, může tento škraloup při vynořování pozinkovaného zboží ulpět na jeho stěnách.
OBECNÉ DOPORUČENÍ
Norma ČSN EN ISO 1461, kterou jsou stanoveny technické podmínky pro povlaky žárového zinku nanášené ponorem, v článku 6.1 uvádí, že „drsnost“ a „hladkost“ jsou relativní pojmy, drsnost povlaku dosahovaná při žárovém zinkování závěsovým způsobem se liší od drsnosti dosahované při žárovém zinkování prováděném kontinuálním způsobem. V praxi nelze vytvořit definici, která by pokrývala všechny požadavky. Hlavním účelem povlaků žárového zinku je protikorozní ochrana oceli. V případě zvláštních požadavků zákazníka na jakost povlaku se doporučuje, aby pro takový požadavek byl spolu s objednávkou dodán vzorek a v objednávce bylo vyspecifikováno vymezení důležitých funkčních ploch na součásti včetně zvláštních požadavků. Na vzorku, který následně poslouží pro porovnání, si zákazník po dohodě se zinkovnou ověří dosažitelnou kvalitu povlaku na těchto plochách. Nezbytnou podmínkou garance standardu kvality povlaku však je, že celá zakázka musí být zhotovena ze stejné tavby. V případě použití oceli z jiné dodávky nemusí být jakost povrchu pozinkovaného dílce srovnatelná se vzorkem.
Roughness of Hot-dip Zinc Coating Applied in Accordance with ČSN EN ISO 1461
Zinc dipping is an anti-corrosion system used for the vast majority of steel structures and products. Hot-dip zinc coatings applied in commercial zinc works can be, depending on a number of interacting factors, characterized by very diverse morphological variations manifested in their structure and appearance. The article provides more details on the probable cause of hot-dip zinc coating structure formation, and for some cases it mentions recommendations to reduce their occurrence.










NEJčtenější souvisejicí články (v posledních 30-ti dnech)
Ocel je moderní stavební materiál, který má široké možnosti uplatnění ve všech typech staveb. Z hlediska požární odolnos...
Na základě poptávky našich zákazníků na maskování částí ocelových konstrukcí před žárovým pozinkováním jsme se začali za...
NEJlépe hodnocené související články
Objednatele žárového pozinkování mnohdy znepokojuje různorodý vzhled povlaku. U zakázek provedených z rozmanitého materi...
K tomuto článku bola zvolená téma osvetľujúca skúsenosti a prax investorov z radov energetiky, využívajúcich služieb sie...
Korozivzdorné oceli patří mezi konstrukční materiály s vysokou korozní odolností v závislosti na způsobu jejich legování...
NEJdiskutovanější související články
Na základě poptávky našich zákazníků na maskování částí ocelových konstrukcí před žárovým pozinkováním jsme se začali za...
Přelom června a července letošního roku bude ve znamení Mistrovství světa ve fotbale 2010. Tuto sportovní událost poprvé...



ISSN 1803-8433 | © Copyright 2002 - 2026 KONSTRUKCE Media, s.r.o.
Jakékoliv užití obsahu včetně převzetí, šíření či dalšího zpřístupňování článků a fotografií je bez souhlasu nakladatelství zakázáno.
KONSTRUKCE Media, s.r.o., se sídlem Starobělská 1133/5, 700 30 Ostrava, zapsaná v obchodním rejstříku vedeným u Krajského soudu v Ostravě, oddíl C, vložka 22003, Identifikační sídlo: 25851276 | Tel.: 597 317 578 | Fax: 597 579 166


