







 Svařování a dělení Zvyšování únavové životnosti svarů vysokopevnostních ocelí metodou HFMI
Svařování a dělení Zvyšování únavové životnosti svarů vysokopevnostních ocelí metodou HFMIZvyšování únavové životnosti svarů vysokopevnostních ocelí metodou HFMI
Rubrika: Svařování a dělení
Únavová životnost svařovaných styčníků v oblasti středně a vysokocyklové únavy byla až donedávna jedním z limitujících faktorů širšího využití vysokopevnostní oceli. Aktuální výzkumy v oblasti zvyšování únavové životnosti svarů ukazují, že pomocí metody HFMI (High Frequency Mechanical Impact) lze podstatným způsobem zvýšit únavovou životnost svarů. Několika sériemi na sobě nezávislých experimentů bylo prokázáno, že úroveň zvýšení únavové životnosti je při použití této metody úměrná pevnosti základního materiálu.

Tato metoda je založena na vnesení tlakového napětí v kritickém místě přechodu svaru do základního materiálu a je zdokonalenou verzí metod vyvinutých v sedmdesátých letech na území tehdejšího Sovětského svazu, využívaných pro zvýšení únavové životnosti svarů konstrukcí ponorek. Metoda je vhodná jak pro úpravy tupých tak i koutových svarů. Tento článek shrnuje aktuální poznatky o využitelnosti a praktické aplikovatelnosti metody HFMI pro běžné a vysokopevnostní oceli, včetně ekonomických aspektů zavedení této metody do výroby. Podstatným faktorem přispívajícím k využitelnosti HFMI bude zavedení zpřesněných poznatků o účincích této metody do doporučení IIW (International Institute of Welding) pro výpočet únavově namáhaných konstrukcí (vydání plánováno ve 2. polovině r. 2016 jako dodatek k publikaci Recommendations for fatigue Design of Welded Joints and Components – A. F. Hobbacher).
Únavové poškození je jednou z nejčastějších příčin poruch nosných ocelových konstrukcí. Hlavním důvodem je výrazně nižší úroveň únavové pevnosti oceli v porovnání se statickou pevností, především v případě ostrých vrubů, jako jsou například svary. V případě vysokopevnostních ocelí je účelem využít pevnost základního materiálu a odlehčit nosnou konstrukci, což u časově proměnného zatížení problém únavové životnosti zhoršuje. Únavová životnost se dělí na fázi iniciace a fázi šíření trhliny. Počet cyklů do iniciace trhliny je závislý na ostrosti vrubu. Pro základní materiál, kdy iniciace trhliny probíhá na povrchu plechu, případně na řezné hraně, je fáze iniciace trhliny dominantní. Napětí potřebné k iniciaci trhliny v základním materiálu s malými vruby je úměrné statické pevnosti materiálu, přičemž kromě pevnosti má podstatný vliv především kvalita povrchu a hran plechů. Zkouškami bylo potvrzeno, že pro základní materiál je možné dobře vyjádřit efekt velikosti vrubu na únavovou životnost pomocí veličin Rz a Ra popisujících drsnost povrchu, viz obr. 1 [1]. Pro běžnou kvalitu povrchu za tepla válcovaných tlustých plechů a pásů se vyšší pevnost materiálu projevuje na vyšší únavové životnosti až do mezí kluzu 800 – 1 200 MPa. Zpravidla platí, že pásová ocel má lepší kvalitu povrchu a tím pádem vyšší únavovou pevnost při stejné mezi kluzu jako tlustý plech, viz obr. 2 [1].
KVALITA SVARŮ A ÚNAVOVÁ ŽIVOTNOST
V případě přítomnosti ostrých vrubů, jako je tomu u svarů, dominuje únavové životnosti fáze šíření trhliny. Svařované styčníky mají často ostré vruby v patě nebo v kořeni svaru, což vede k velmi rychlé iniciaci trhliny. Rychlost šíření únavové trhliny je víceméně nezávislá na pevnosti materiálu. Únavová životnost svarů běžných konstrukčních ocelí bez dodatečných úprav závisí v nejvyšší míře na kvalitě a geometrii provedeného svaru. Hodnocení kvality svaru je důležitým faktorem pro přesné určení únavové životnosti svarového spoje. Při použití doporučení IIW [2] a metody nominálního napětí může být rozdíl v únavové životnosti nejlepšího a nejhoršího testovaného vzorku velmi výrazný, někdy až řádový. K hodnocení kvality svaru je často používáno například zatřídění podle ISO 5817. Tato norma dělí svary do tříd B, C a D. Při použití tohoto hodnocení lze v rámci stejné třídy dosáhnout únavových životností o jeden i dva řády vyšší mezi nejlepším a nejhorším vzorkem. Problémem takového hodnocení je skutečnost, že tento systém tříd byl vyvinut pro vyhodnocování dílenského zpracování svarů, což nemusí zohledňovat kvality svaru, co se týče geometrických charakteristik na vysokocyklovou únavu. Některé charakteristiky v ISO systému hodnocení kvality mají malý nebo žádný vliv na únavovou životnost, zatímco jiné důležité charakteristiky geometrie svaru nejsou zohledněny vůbec. Karlsson a Lenander [3] použili teorii lomové mechaniky k ověření vhodnosti hodnocení dle tříd uvedených v rámci ISO a dle interní normy STD 5605 firmy Volvo pro vyhodnocení únavové životnosti. Bylo zjištěno, že tyto třídy neodpovídají dostatečně přesně požadavkům na hodnocení svarů na únavu. Například při zvýšení hodnocení svaru z třídy D na třídu C nemusí dojít k žádnému zlepšení únavové životnosti. Bylo také prokázáno, že při použití hodnocení dle těchto norem může dojít k rozdílům ve vypočtené životnosti v rámci jedné třídy svaru o jeden až dva řády v závislosti na typu imperfekce. Hobbacher a Kassner [4] porovnali třídy uvedené v ISO 5817 a doporučení od IIW pro hodnocení koutových i tupých svarů. Pro koutové svary je u většiny imperfekcí dostačující třída D, ale některé případy vyžadují třídu C nebo i B. Pro tupé svary byly výsledky podobné, avšak u vícera případů je nutná minimálně třída B, přičemž ve dvou hodnotících parametrech byla i třída B nedostatečná k dosažení požadované únavové životnosti dle doporučení IIW. Vzhledem k nekonzistentnosti vztahů mezi třídou kvality svaru a jeho únavovou životností byl např. firmou Volvo vyvinut nový interní systém kvality pro vyhodnocení svarů namáhaných na únavu [6,7]. Důležitým principem při vývoji tohoto systému kvality bylo dosažení srovnatelné únavové životnosti svarů ve stejné třídě. Druhým principem bylo zvýšení únavové pevnosti o 25% pro každou následující vyšší třídu, což koresponduje s nárůstem únavové životnosti na cca dvojnásobek. Třetím principem tvorby tohoto hodnotícího systému bylo použití pouze hodnotících kritérií relevantních pro únavovou životnost svaru.
MOŽNOSTI ZVÝŠENÍ ÚNAVOVÉ ŽIVOTNOSTI SVARŮ BĚŽNÝCH A VYSOKOPEVNOSTNÍCH OCELÍ
Při použití běžných přídavných svařovacích materiálů jsou v oblasti přechodu svaru do základního materiálu přítomna tahová reziduální napětí, která mohou dosáhnout až meze kluzu měkčího z použitých materiálů (svarový kov/základní materiál). Tato napětí napomáhají iniciaci únavové trhliny a výrazně tak zkracují únavovou životnost daného svařovaného spoje. Snížit reziduální napětí lze již v rámci svařování například použitím LTT přídavných materiálů (LTT = Low transformation temperature – přídavné materiály s nízkou teplotou martenzitické přeměny). Tyto přídavné materiály se dostávají v poslední době do popředí zájmu vzhledem k praktičtější aplikovatelnosti již v rámci svařovacího procesu, kdy odpadá nutnost dodatečné úpravy svaru. Kromě této progresivní metody existuje řada postupů dodatečné úpravy svarů zvyšující únavovou životnost. Metody dodatečného zpracování svarů, které využívají podobných principů jako HFMI ke zvýšení únavové životnosti, jsou známé již od sedmdesátých let dvacátého století. Jedná se o metody založené na zlepšení geometrie kritických míst svaru pro započetí šíření únavové trhliny a současně úpravy reziduálního napětí v této oblasti. Mezi tyto metody patří například kladívkování, kuličkování, válečkování, temování a částečně se k těmto metodám dá počítat i přetavení paty svaru TIG svářečkou. Hlavní výhodou metody HFMI oproti výše zmíněným postupům je vyšší účinnost této metody pro vysokocyklovou únavu a současně vysoká opakovatelnost, lepší kontrolovatelnost kvality provedení, menší náročnost na obsluhu co se týče zaškolení i hygienických požadavků v denním provozu. Navíc díky pokroku ve vývoji HFMI zařízení jsou jejich moderní verze mnohem kompaktnější, než tomu bylo v počátcích vývoje.
METODA HFMI
HFMI je souhrnný výraz pro větší počet modifikací výše uvedené technologie. Patří sem Ultrasonic impact treatment (UIT), Ultrasonic peening (UP), Ultrasonic peening treatment (UPT), High frequency impact treatment (HiFiT), Pneumatic impact treatment (PIT) a Ultrasonic needle peening (UNP). Pro všechny jmenované postupy je společné použití nástroje tvaru válečku nebo sestavy válečků o různých průměrech a tvaru zakončení, provedených z vysokopevnostní oceli, které slouží jako indentory kmitající vysokou frekvencí (> 90 Hz).
Tyto indentory způsobují svou energií vysokou plastizaci opracovávaného materiálu v místě dopadu a mění tak jeho mikrostrukturu, lokální geometrii a reziduální napětí v místě opracování a v nejbližším okolí. Tato technologie byla vyvinuta v Severském výzkumném a technologickém centru v Severodvinsku (Rusko) ve spolupráci s Patonovým svařovacím institutem v Kyjevě a díky zvyšující se oblibě a většímu počtu výrobců těchto zařízení zaznamenala v posledním desetiletí dramatický vývoj. Jednotliví výrobci testují vlivy různých konfigurací, tvarů nástrojů a intenzity opracování na vlastnosti svaru. V porovnání například s kladívkováním nebo temováním se jedná o podstatně uživatelsky přívětivější postup pro obsluhu, vzhledem k mnohem nižší hmotnosti i hlučnosti zařízení. Současné moderní HFMI zařízení nepředstavují žádná omezení z hygienického hlediska působení hluku a vibrací na obsluhu a mohou být provozovány jednou osobou po celou pracovní dobu. Díky vyšším frekvencím moderních zařízení je vzdálenost mezi jednotlivými vtisky indentorů menší a výsledná drážka v patě svaru po opracování hladší, což má vliv na kvalitu a účinnost opracování. Hloubka, do které je změněn stav reziduálních napětí, se pohybuje od 1,5 do 2 mm. Schématické rozdělení napětí v případě opracování základního materiálu a paty svaru je zřejmý z obrázku 5.
Je důležité zmínit, že všechny zde popisované metody ze skupiny HFMI jsou vhodné pouze k úpravě paty svarů. V některých případech svarů s neúplným provařením může být kritické místo v oblasti kořene svaru a v takovém případě není možné těmito metodami únavovou životnost těchto svarů zvýšit. Vyhodnocení dostupných dat z testování svarů upravených metodou HFMI bylo provedeno několika autory. Nejobsáhlejší soubor dat je zahrnut v disertační práci H. C. Yildirima [9]. Tato práce vyhodnocuje jak vlastní výzkum, tak i data z literatury. Celkem studie zahrnovala přes 400 svařovaných vzorků. Souhrn vyhodnocovaných dat je uveden v tabulce 1.
| Tab. 1 – Souhrn vyhodnocovaných HFMI testů v [9] | |||||
| Svar/styčník | Typ zatížení | Počet vzorků | R | Tloušťka plechu [mm] | Mez kluzu [MPa] |
| Podélný | Tah | 149 | 0,1...0,5 | 5...30 | 267...969 |
| Křížový | Tah | 68 | -1...0,5 | 9,5...20 | 350...812 |
| Tupý | Tah | 147 | 0,1...0,5 | 5...16 | 422...786 |
| T-spoj | Ohyb | 53 | 0,1 | 5...20 | 420...960 |
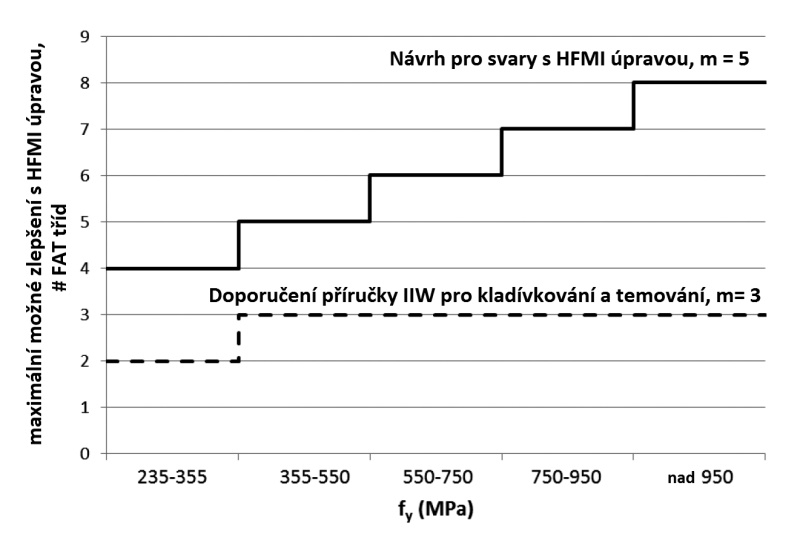
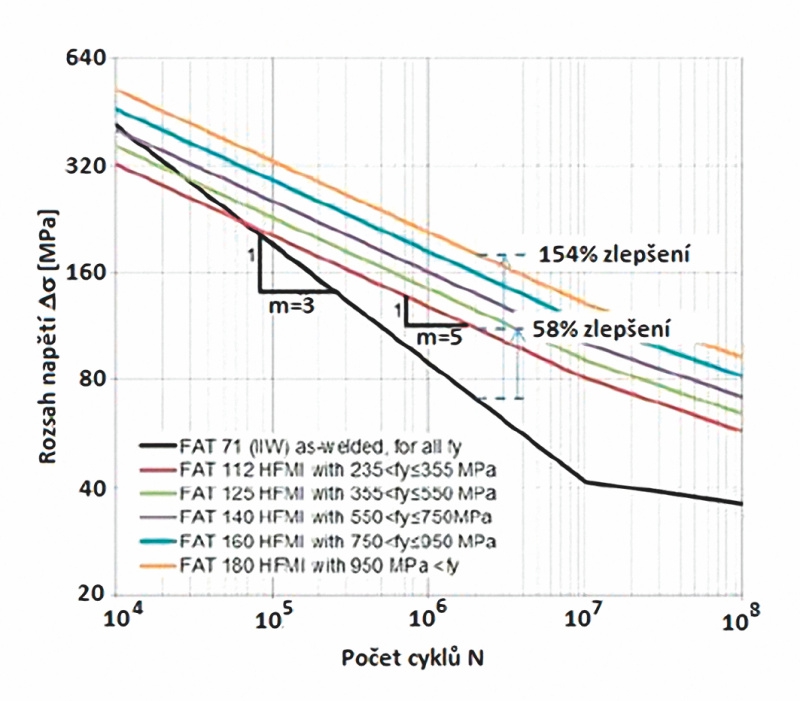
Další obsáhlá studie byla provedena v rámci RFCS projektu FATWELDHSS [10], kde byly zkoušeny vzorky s konstantní i proměnlivou amplitudou zatížení. Z vyhodnocení vyplývá, že pro metodu nominálních napětí lze počítat se zlepšením únavové životnosti pro třídy FAT 50 až FAT 90 dle konvence IIW. Toto omezení vychází z faktu, že vyšší FAT třídy zahrnují také nesvařované detaily, dále detaily, u kterých není životnost řízena porušením v patě svaru, nebo svary, které již byly opracovány za účelem zvýšení únavové životnosti, jako např. svary ofrézované. Svařované detaily s třídou nižší než FAT 50 nebyly experimentálně zkoušeny. Pro tyto detaily je mimo jiné zvýšené riziko únavové trhliny z kořenové strany a tyto detaily nelze pomocí HFMI ovlivnit. Z dosažených výsledků je možné také vyvodit, že metoda HFMI přináší podstatné prodloužení vysokocyklové únavové životnosti ve všech testovaných případech. Pro oceli s mezí kluzu nižší než 355 MPa se zpracování HFMI projeví zlepšením o čtyři FAT třídy. U ocelí s mezí kluzu nad 355 MPa, se zpracování projeví zlepšením o jednu FAT třídu, s každým nárůstem o 200 MPa na mezi kluzu. Vyhodnocená data ze zkoušek navíc ukazují, že při použití HFMI je možné počítat se sklonem S-N křivek m = 5 místo sklonu 3 pro stav po svaření, což se projeví ještě výraznějším rozdílem v životnosti pro počty cyklů přesahující 2×106 jak je zřejmé z S-N křivek na obrázku 7. Pokud je tedy pomocí HFMI ošetřen detail v původní třídě FAT 80, nová třída je FAT 125 až FAT 180 v závislosti na pevnosti základního materiálu.
Úroveň zvýšení únavové životnosti závisí na stavu reziduálního napětí v kritickém místě svaru, přičemž reziduální napětí jsou závislá na relaxaci, potažmo na úrovni působícího středního napětí. Výše odvozené návrhy na zlepšení výpočtových tříd únavové životnosti vycházejí z testů provedených s R = –1 až 0,1. Pro zatížení s vyšší úrovní středního napětí vyjádřeným vyšší hodnotou R se doporučuje redukovat efekt zlepšení počtem FAT tříd dle tabulky 2.
| Tab. 2 – Redukce FAT tříd v závislosti na středním napětí | |
| R | Minimální redukce FAT třídy |
| R ≤ 0,15 | Bez redukce |
| 0,15 < R < 0,28 | Redukce o jednu FAT třídu |
| 0,28 < R < 0,40 | Redukce o dvě FAT třídy |
| 0,40 < R < 0,52 | Redukce o tři FAT třídy |
| 0,52 < R | Nedostatek dat, nutno ověřit testováním |
Aktuálně jsou dostupná data z testování ocelí S235 až S960 a tlouštěk 5 – 50 mm a všechna doporučení lze tedy vztáhnout pouze na tyto pevnosti a tloušťky. Dále není zatím dostatek výsledků pro některé konfigurace zatížení, především zatížení s vyšší úrovní středního napětí a s proměnlivou amplitudou. Dále nejsou vzhledem k možným ztrátám tlakového předpětí doporučena zatížení s maximálním napětím přesahujícím 80 % meze kluzu.
ZÁVĚR
Metoda HFMI je velmi progresivní a uživatelsky přívětivou metodou zvyšování únavové životnosti svařovaných ocelových konstrukcí. Je vhodná i pro běžné typy ocelí, ale nejvíce se její výhody projeví u svarů vysokopevnostních ocelí jako např. Strenx, Hardox atd. Významnou předností této metody je možnost jejího využití jak u nových konstrukcí, tak i pro zvýšení únavové životnosti stávajících ocelových konstrukcí, pokud u nich ještě nedošlo k iniciaci únavové trhliny. Z výsledků testů svarů opracovaných pomocí metody HFMI vyplývá, že lze pro výpočet jejich únavové životnosti počítat s mírnějším sklonem S-N křivek m = 5 místo m = 3 jak je běžné pro svary bez úprav, nebo upravené pomocí kladívkování či temování. Použití této úpravy a následný posun detailů do vyšší FAT třídy se díky menšímu sklonu S-N křivky promítne do výrazně vyšší únavové životnosti obzvláště u vysokého počtu cyklů přesahující počet 2×106. Mírnější sklon S-N křivky souvisí mimo jiné také s větší spolehlivostí výsledků metody HFMI. Jak uvádějí někteří autoři, nižší sklon S-N křivek by v některých případech bylo možné použít i u starších známých metod kladívkování a temování, ale zobecnění těchto předpokladů brání mnohem větší rozptyly naměřených výsledků, což přímo souvisí se spolehlivostí jednotlivých metod. Mezi nesporné další výhody HFMI patří jednoduchá kontrolovatelnost kvality provedených úprav, rychlost zaškolení obsluhy a předvídatelnost účinků této metody. Tyto skutečnosti nasvědčují tomu, že metoda HFMI se může velmi brzy stát oblíbenou rozšířenou metodou ke zvýšení životnosti ocelových svařovaných konstrukcí. Potenciál této metody dokazuje i výčet stávajících aplikací od nosných konstrukcí větrných elektráren, přes mosty až po aplikace v automobilovém, lodním a železničním průmyslu. Až dosud bylo využití této metody limitováno pouze na sofistikovanější aplikace, kde byl vzhledem k jejich ekonomické náročnosti prostor k ověření vhodnosti HFMI na základě testování. Díky rozsáhlé iniciativě IIW a mezinárodní vědecké komunity budou již v druhé polovině r. 2016 zavedena pravidla pro navrhování svarů na únavu s využitím HFMI do příručky IIW, což podstatným způsobem ulehčí rozhodování konstruktérů a výpočtářů, zda této metody využít.
| Tab. 3 – Existující IIW FAT třídy pro stav po svaření a pro různé dodatečné úpravy (doporučení pro HFMI) | |||
| fy [MPa] | podélné svary | křížové svary | tupé svary |
| Stav po svaření, m = 3 | |||
| všechny fy | 71 | 80 | 90 |
| Vylepšené kladívkováním nebo temováním, m = 3 | |||
| fy ≤ 355 | 90 | 100 | 112 |
| 355 < fy | 100 | 112 | 125 |
| Vylepšené pomocí HFMI, m = 5 | |||
| 235 < fy ≤ 355 | 112 | 125 | 140 |
| 355 < fy ≤ 550 | 125 | 140 | 160 |
| 550 < fy ≤ 750 | 140 | 160 | 180 |
| 750 < fy ≤ 950 | 160 | 180 | - |
| 950 < fy | 180 | - | - |
Více informací k danému tématu lze získat v uvedené literatuře, případně u autorů tohoto článku.
POUŽITÁ LITERATURA:
[1] SSAB Design Handbook – kap. 5 – Fatigue Design, Ed. 1 (2012)
[2] IIW Recommendations for Fatigue Design of Welded Joints and Components, A.F. Hobbacher (2008)
[3] N. Karlsson, P.H. Lenander, Diplomová práce, Linköping University, Švédsko (2005)
[4] A. Hobbacher, M. Kassner, Welding in the World (2011), č. 55
[5] Durability of advanced fabricated structures, G. B. Marquis Materialwissenschaft und Werkstofftechnik, (2011)
[6] Interní norma fy. Volvo k hodnocení kvality únavově namáhaných svarů, Volvo Group Standard 181-0004, (2008)
[7] B. Jonsson, J. Samuelsson, G.Marquis, Welding in the World (2011), č. 55
[8] Edge layer condition and fatigue strength of welds improved by mechanical post-weld treatment, I. Weich, Welding in the World, (2011), č. 55
[9] Design aspects of high strength steel welded structures improved by HFMI treatment, Disertační práce H. C. Yildirim, Universita Aalto (Finsko), 2013
[10] RFCS projekt FATWELDHSS (2015)
[11] ISO 5817
INTERNETOVÉ ODKAZY:
1/ www.pfeifer.de/en/hifit
2/ www.pitec-gmbh.com
3/ www.dynatec.de/hifit
Increasing fatigue life of High Strength Steels using HFMI (High Frequency Mechanical Impact)
Fatigue life of welded joints in area of middle and high cycle fatigue was recently one of the biggest limiting factors of wider usage of High Strength Steels. Actual research of fatigue life improvement methods shows, that with HFMI (High Frequency Mechanical Impact) is possible to significantly increase fatigue life of welds. Several independent studies demonstrated, that improvement of fatigue life is in case of HFMI method proportional to yield strength of base material.
![Obr. 1 – Význam veličin Rz (μm) a Ra (μm) používaných k vyjádření drsnosti povrchu materiálu [1]](/PublicFiles/UserFiles/image/K/2016/k216/800x800_ssab01.jpg)
![Obr. 2 – Vliv drsnosti povrchu Rz (μm) na výchozí hodnotu únavové pevnosti pro N = 106, R = 0 a pravděpodobnost poruchy 50 % [1]](/PublicFiles/UserFiles/image/K/2016/k216/800x800_ssab02.jpg)
![Obr. 3 – Vliv geometrie koutového svaru na faktor koncentrace napětí Kt [1]](/PublicFiles/UserFiles/image/K/2016/k216/800x800_ssab03.jpg)


![Obr. 5a – Reziduální napětí po opracování metodou HFMI v základním materiálu [8]](/PublicFiles/UserFiles/image/K/2016/k216/800x800_ssab05a.jpg)
![Obr. 5b – Reziduální napětí po opracování metodou HFMI v patě svaru [8]](/PublicFiles/UserFiles/image/K/2016/k216/800x800_ssab05b.jpg)
NEJčtenější souvisejicí články (v posledních 30-ti dnech)
Pro stavební svařované staticky, dynamicky a únavově namáhané konstrukce, pracující za teplot v podcreepové oblasti jsou...
Pájení je několik tisíciletí stará metoda spojování materiálů, od počátku 20. století využívaná průmyslově. Výhodou je m...
Nejprve to hlavní – co si představit pod pojmem slabý plech. Je to tenký plech válcovaný za studena plech tloušťky 0,6 –...
NEJlépe hodnocené související články
První jeřábový hák na světě vyrobený technikou 3D tisku úspěšně prošel zátěžovými testy na 80 tun a souvisejícími kontro...
uvedl v rozhovoru pro časopis KONSTRUKCE Ing. Lumír Al-Dabagh, generální ředitel ZVU STROJÍRNY, a. s....
NEJdiskutovanější související články
Svařování obalenou elektrodou rozhodně nepatří mezi zastaralé metody. Použití kvalitní obalené elektrody umožňuje vytvoř...
Při návrhu svařované mostní konstrukce pro městkou komunikaci v Praze Troji byla posuzována možnost použít místo klasick...
Hliník se nesvařuje s takovou samozřejmostí jako jiné kovy. Jeho velká afinita ke kyslíku, rychlá tvorba kysličníku hlin...



ISSN 1803-8433 | © Copyright 2002 - 2026 KONSTRUKCE Media, s.r.o.
Jakékoliv užití obsahu včetně převzetí, šíření či dalšího zpřístupňování článků a fotografií je bez souhlasu nakladatelství zakázáno.
KONSTRUKCE Media, s.r.o., se sídlem Starobělská 1133/5, 700 30 Ostrava, zapsaná v obchodním rejstříku vedeným u Krajského soudu v Ostravě, oddíl C, vložka 22003, Identifikační sídlo: 25851276 | Tel.: 597 317 578 | Fax: 597 579 166


