








Změny mechanických vlastností betonářské oceli svařováním
Rubrika: Svařování a dělení
Tento článek vznikl za finanční podpory grantového projektu číslo FT-TA5/148 Ministerstva průmyslu a obchodu ČR, řešeného pod názvem „Výzkum změn mechanických vlastností řízeně chlazené betonářské oceli svařováním a výzkum dalších metod spojování betonářské výztuže“, projekt je realizován v letech 2008–2010. Autor článku, firma Mott MacDonald s. r. o., je spoluřešitelem výzkumného projektu, podílí se na části výzkumu, který se týká analýzy možné degradace betonářské oceli svařováním. Ojedinělý projekt sleduje hodnocení výsledků dosažených mechanických vlastností 2.040 kusů vzorků betonářské oceli jakosti B500A, B500B, B500C, celkem 28 kombinací průměrů tyčí, jakostí oceli, svarových spojů a základních materiálů [4].
1. CHARAKTERISTIKA VZORKŮ BETONÁŘSKÉ OCELI, METODIKA VÝZKUMU
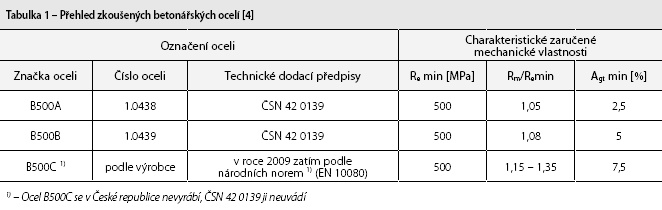
Při volbě rozsahu vzorků pro zkoušení a vlastním výběru jakostí ocelí byla provedena analýza dostupných výsledků zkoušek betonářských ocelí. Protože analýza nebyla uspokojivá, nebyl zjištěn žádný rozsáhlý výzkum, který by dokumentoval chování betonářské oceli při svařování, byl zvolen veškerý sortiment, který se používá na stavbách pozemních komunikací, a to jakost B500A, B500B, B500C, pro nosné části železobetonových konstrukcí, podrobně viz tabulka 1.
Současně bylo zváženo, jaký rozsah průměrů vzorků bude zvolen a jaká bude metodika posuzování degradace svarových spojů. Betonářské oceli byly náhodně odebírány na stavbách pozemních komunikací, z běžného sortimentu, který byl dostupný, v současné době jsou betonářské oceli ve stavbách zabudovány. Aby se vyloučila možná vada základního materiálu betonářské oceli, stanovila se metodika pro zhotovení vzorků a dělení vzorků z jedné tyče, viz obrázek 1. Z každé jednotlivé tyče byly děleny tři vzorky:
- vzorek A – základní materiál betonářské oceli, označen jako BS v krabicových grafech při hodnocení,
- vzorek B – vzorek s tupým spojem, V-svar, svařen svářečem za běžných podmínek na stavbě, označen jako TS v krabicových grafech při hodnocení,
- vzorek C – vzorek s křížovým spojem, svar křížový, délky do 8 mm, z obou stran tyče, svařen svářečem za běžných podmínek na stavbě, označen jako KS v krabicových grafech při hodnocení.
Pro jednotlivé jakosti oceli jsme použili následující rozměry tyčí:
- jakost B500A (průměry 8, 10 a 12 mm),
- jakost B500B (průměry 6, 8, 10, 12, 14, 16, 18, 20, 22, 25, 28 a 32 mm),
- jakost B500C (průměry 10, 12, 16, 20 a 32 mm).
Každý průměr a jakost oceli reprezentovalo 90 ks vzorků, celkem tedy 1.800 ks vzorků. V průběhu prováděných experimentů byly dosaženy takové výsledky mechanických zkoušek, že bylo s ohledem na jejich ověření doplněno dalších 240 ks vzorků, jakosti B500B, průměr 12, 14, 16, 18, 20, 22, 25, 28 mm. Celkem bylo předmětem experimentu 2.040 ks vzorků.
Doplnění o další vzorky
Počet vzorků byl rozšířen z toho důvodu, že s ohledem na co největší přiblížení k reálným podmínkám na stavbách byly svary prováděny za běžných podmínek ve venkovním prostředí, při teplotách 5 až 20 °C, při větru, dešti, sněžení, pod přístřešky. Při realizaci mechanických zkoušek potom vznikly důvody, blíže zkoumat vliv svařování za ideálních podmínek na výslednou kvalitu svarových spojů.
Byly doplněny průměry tyčí oceli B500B, průměr 12, 14, 16, 18, 20, 22, 25 a 28 mm a ty byly svařeny tupým svarem ve svářečské škole, za ideálních podmínek. Vzorky byly označeny jako vzorek B‘- vzorek s tupým spojem, V-svar, označen jako TS-S v krabicových grafech při hodnocení. Všechny mechanické zkoušky byly prováděny v akreditované laboratoři číslo 1060 firmy TÜV NORD Czech, s. r. o., Akreditované laboratoře a zkušebny. Výsledky byly vyhodnocovány programem STATISTICA firmy StatSoft, ve spolupráci s RNDr. Helenou Koutkovou, CSc. z Ústavu matematiky a deskriptivní geometrie, fakulty Stavební, VUT Brno.


2. BETONÁŘSKÉ OCELI A JEJICH SVAŘITELNOST, POŽADAVKY PRO VÝROBCE OCELI
Svařitelnost betonářských ocelí je ovlivňována zejména chemickým složením základního materiálu, způsobem výroby oceli a dodržováním stanovené technologie svařování. Betonářská výztuž, používaná na stavbách pozemních komunikací donedávna (z oceli 10505) byla vyráběna technologií válcováním za tepla, a to bez termomechanického zušlechtění s označením 10505.0 nebo s termomechanickým zušlechtěním – řízeně ochlazovaná s označením 10505.9. Ocel B500B, která ocel 10505.9 nahradila, se vyrábí válcováním za tepla, s termomechanickým zušlechtěním. Betonářské oceli jsou podle ČSN EN 10027-1 zařazeny mezi uhlíkové oceli (skupina 1).
Výrobci ocelí uvádějí maximální obsahy prvků C (max. 0,25 %), S, P, N, Cu, z nichž má zásadní vliv na svařitelnost obsah uhlíku. Se zvyšujícím obsahem uhlíku roste mez pevnosti a tvrdost, ale plastické vlastnosti se snižují. Roste riziko vzniku zákalných struktur při svařování [1]. Tvrdost souvisí s množstvím zákalných struktur, zejména nízkouhlíkového martenzitu, který vzniká v tepelně ovlivněné oblasti (dále TOO) a v oblasti kolem hranice ztavení. Kritérium maximálního množství martenzitu v TOO spoje je možno orientačně zjistit měřením tvrdosti v této oblasti, která nesmí být vyšší než 350 HV. Tato hodnota odpovídá množství uhlíku 0,25 hm. % a 50 % martenzitu ve struktuře základního materiálu v TOO [1]. Při svařování je důležité kontrolovat tepelný příkon v souvislosti s průměrem tyče.
Metodika pro svařování betonářské oceli je stanovena pro stavby pozemních komunikací v technických podmínkách „TP 193 Svařování betonářské oceli a jiné typy spojů“, viz [1]. Jako kritéria svařitelnosti se pro účely vyhodnocení svařitelnosti podle [1] posuzují:
- Hodnota uhlíkového ekvivalentu CEV (Ceq).
- Posouzení svařitelnosti podle ČSN EN ISO 17660-1.
Hodnota uhlíkového ekvivalentu CEV (Ceq)
Vliv chemického složení oceli, vyjádřený uhlíkovým ekvivalentem CEV (Ceq), specifikuje vliv jednotlivých chemických prvků na kalitelnost oceli. Uhlíkový ekvivalent se uvádí jako vypočtená hodnota z chemického složení rozboru výrobku, maximální hodnota je 0,52. Jednotlivé prvky se uvádějí v hmotnostních procentech.
Výpočtový vzorec: CEV (Ceq) = C + Mn/6 + (Cr + Mo + V)/5 + (Ni + Cu)/15
Posouzení svařitelnosti podle ČSN EN ISO 17660-1 pro výrobce oceli
Posouzení svařitelnosti se provádí každým výrobcem betonářské oceli, podle ČSN EN ISO 17660-1, podle metodiky uvedené v kapitole 4 TP 193. Platnost zkoušky svařitelnosti je podmíněna jejím provedením akreditovanou laboratoří, průměr tyče je omezen, rozsah zkoušky je závazně stanoven v tabulce 3. Zkouška svařitelnosti platí vždy pouze pro jednotlivou značku oceli. Platnost zkoušky svařitelnosti je dva roky s tím, že v případě změny technologie výroby, tvaru žebírek, chemického složení apod. musí být provedena nová zkouška, jejíž platnost je opět dva roky.
3. METODIKA PROVÁDĚNÍ SVAROVÝCH SPOJŮ A EXPERIMENTU ZKOUŠENÍ
Autor metodiky provádění experimentálních zkoušek svarů je současně autorem TP 193, proto byl zájem o ověření předepsaných požadavků v předpisu Ministerstva dopravy ČR. Návrh svarových spojů vycházel z platné metodiky podle TP 193. Před zahájením svařování byla vydána a schválena WPS (specifikace postupu svařování).
Pro svařování spojů byla použita metoda 111 – technologie ručního obloukového svařování, byly zvoleny elektrody OK 74.78 o průměru 2,5 mm. Pro tupé a křížové svarové spoje byla realizována poloha svařování PA.
Jednotlivé tyče (vždy sada 30 ks daného průměru) byly děleny na 3 kusy, z nichž první byl zvolen jako vzorek A (BS), druhý byl rozpůlen, byl realizován svarový úkos a následně byl svařen tupým svarem, vzorek B (TS), poslední díl tyče byl svařen jako křížový spoj, vzorek C (KS).
Tímto postupem bylo zjišťováno sledování změn mechanických vlastností původního materiálu betonářské oceli BS, a výsledky dosažené jako tupé svary, svařené svářečem TS, tupé svary svařené svářeči svářečské školy, TS-S a křížové spoje KS. Pro tyto účely byl zvolen výstup experimentu pomocí krabicových grafů, aby bylo vizuálně snadné výsledky posoudit. V poslední fázi zkoušek byly doplněny vzorky B´, označené jako TS-S, svařené svářeči svářečské školy, sloužící pro porovnání vlivu jednotlivých svářečů na vlastnosti svarových spojů a současně vlivu kvality svarového spoje na výsledky mechanických zkoušek. Všichni svářeči v době svařování experimentu vlastnili platné oprávnění ke svařování podle [1].
4. DOSAŽENÉ VÝSLEDKY, STATISTICKÉ VYHODNOCENÍ
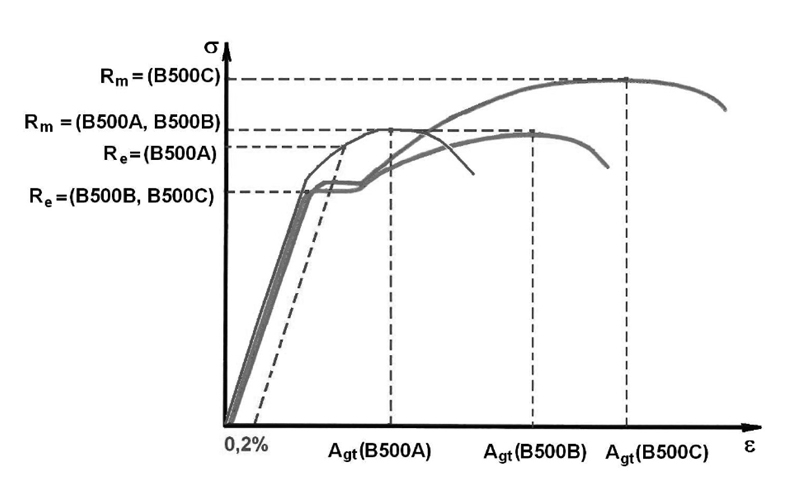
Dosažené výsledky byly a jsou velmi zajímavé, již s ohledem na statisticky významné množství vzorků 2.040 ks. Nejprve bylo porovnáváno, jak se mění vlastnosti základních materiálů s ohledem na teorii a garance výrobců oceli. Příklad výstupu všech tří jakostí ocelí, průměr 10 mm je uveden na obr. 2 a obr. 3.
Pro ukázku v tomto textu byly vybrány pracovní diagramy ocelí stejných průměrů a podobného charakteru tvaru diagramu s výraznou mezí kluzu. Pro další srovnání je uveden na obrázku 4, obrázku 5 a obrázku 6 výsledek všech tří vzorků pracovních diagramů pro ocel B500A, vzorek BS (vzorek A), TS (vzorek B) a KS (vzorek C). Pracovní diagramy jsou k dispozici pro všechny vzorky, tedy 2.040 ks pracovních diagramů oceli, rozsáhlá fotodokumentace vzorků a protokoly o zkouškách.
Z pracovních diagramů ocelí je zřejmé, že u průměru tyče 10 mm se výrazně mění mez kluzu, mez pevnosti, proti základnímu materiálu BS, dokonce ovlivnění základního materiálu křížovým svarem KS je shodné jako u tupého svaru TS. Pro větší názornost vyhodnocení výsledku bylo třeba realizovat krabicové grafy. Jsou uvedeny na obrázku 7, obrázku 8 a obrázku 9. Na obrázku 9 vyhovují všechny výsledky tažnosti Agt proto, že základní materiál BS má vysoce překročenou hodnotu tažnosti, medián je 13 %, následuje medián u vzorků tupých svarů TS-S na hodnotě 6,5 % a medián u křížových svarů KS na hodnotě 7 %.
Ještě zajímavější je situace u jakosti B500B. Ze statistického hlediska se výzkum zaměřil na tuto cílovou skupinu jakosti, protože je nejvíce používána na stavbách pozemních komunikací. V tomto článku je zpracován soubor všech měření od průměru tyče 16 mm do průměru 32 mm, přestože byly zkoušeny průměry tyčí již od 6 mm.
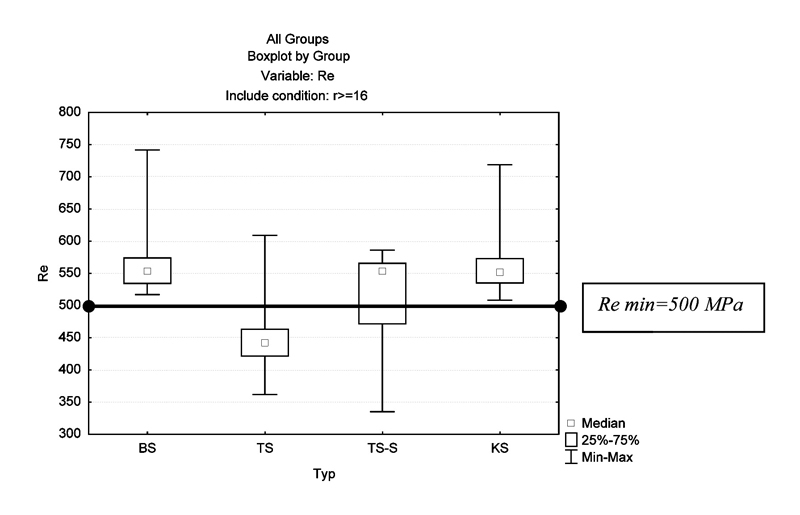
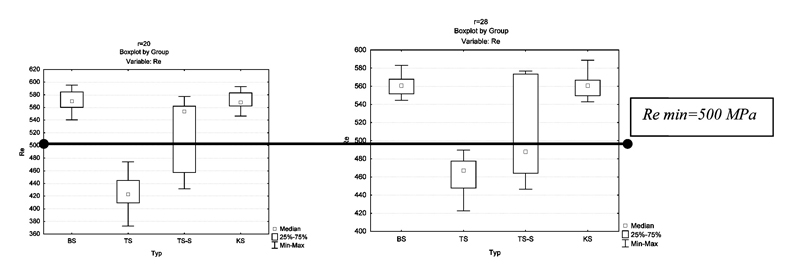
Na obrázku 10 a obrázku 11 jsou znázorněny meze kluzu Re a meze pevnosti Rm, pro průměry tyčí 16 až 32 mm, celkem 840 ks vzorků. Výsledky tažnosti v článku neuvádíme, protože ve všech případech zkoušek vzorků byly splněny minimální hodnoty Agt = 5 %. U oceli jakosti B500B (jak vyplývá z výsledků) obrázek 10, má významný vliv na mez kluzu zkušenost svářeče a podmínky, kde svary svařuje. Medián meze kluzu je u svářeče, který svařuje ve venkovním prostředí TS = 450 MPa (minimální hodnota je 500 MPa), na rozdíl od svářečské školy, kdy je hodnota mediánu TS-S = 550 MPa.
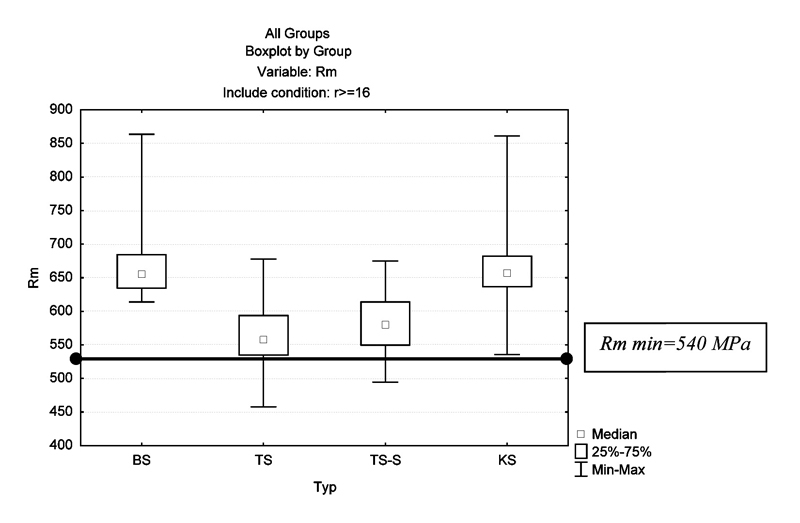
Pro hodnoty meze pevnosti Rm, na obrázku 11, jsou rozdíly menší, a to hodnota mediánu u svářeče je TS = 550 MPa, u svářečské školy TS-S = 570 MPa (minimální hodnota je 540 MPa), ale v celkovém souboru jsou výsledky diskutabilní a je třeba je podrobně analyzovat. Ve všech případech spojů ze svářečské školy TS-S došlo k porušení tyče v přechodové oblasti svaru, na rozdíl od svářeče TS, kde došlo k porušení ve svaru, lom ve svaru (vady svaru typu nečistot, póry, vměstky). Zajímavé je porovnání meze kluzu Re u jednotlivých průměrů tyčí jakosti B500B. Porovnání průměru tyče 20 mm a 28 mm je uvedeno na obr. 12.
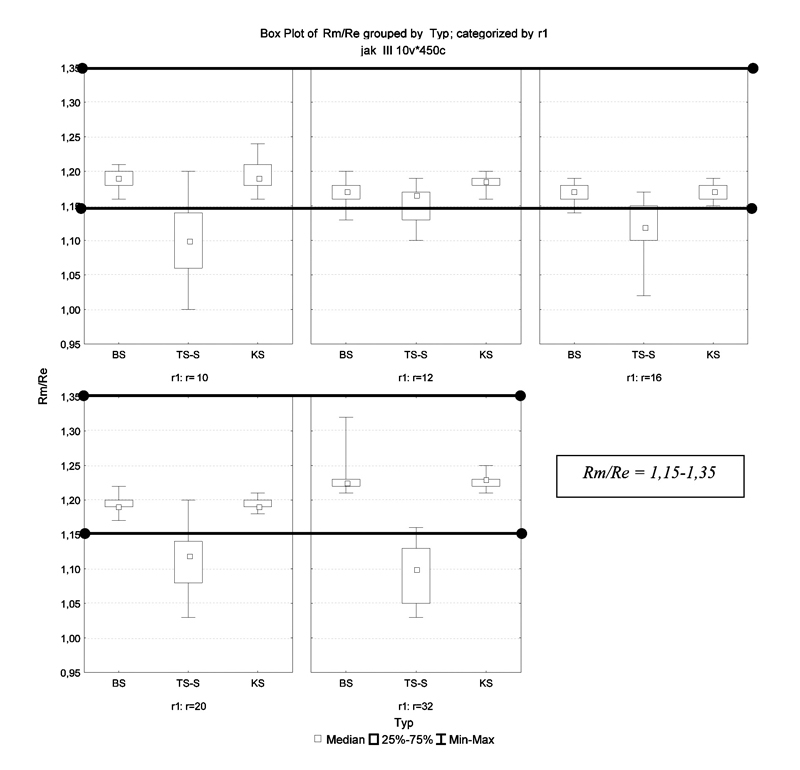
Pro porovnání změny mechanických vlastností, podle jednotlivých průměrů tyčí jakosti B500C, byly hodnoceny výsledky 450 ks vzorků, tyto jsou uvedeny na obrázku 13 a obrázku 14. Hodnoty meze kluzu Re jsou splněny pro průměry tyčí 12, 20 mm. Pro průměr tyče 10, 16 mm jsou výsledky diskutabilní u tupého svaru TS-S, u křížového svaru KS u průměru 10 mm. K diskusi je také výsledek základního materiálu BS u průměru tyče 32 mm. Pro informaci chování ocelí je zajímavý výsledek poměru Rm/Re na obrázku 14.
Z krabicových grafů na obrázku 14 je zřejmé, že výsledky jsou diskutabilní ve všech případech tupých svarů TS-S, které byly svařovány výhradně svářeči svářečské školy. Křížové spoje KS naopak vyhovují ve všech případech. Základní materiál BS je diskutabilní u průměru tyčí 12 a 16 mm. Materiál betonářské oceli B500C je tedy třeba podrobit hlubší analýze.
5. ZÁVĚR
Na základě rozsáhlého experimentu bylo ověřeno, že svařování betonářské oceli musí být věnována velká pozornost. Zejména zjištění, že výsledky mechanických zkoušek svarových spojů jsou odlišné v případě jejich zhotovení svářeči ve svářečské škole TS-S a svářeči ve venkovním prostředí TS, jsou zajímavou informací. Odlišné výsledky ukazují na nutnost provádění průkazních zkoušek montážních svarových spojů výhradně na montáži. Pozornost je také třeba věnovat výskytu vad ve svarech, které významnou měrou přispívají k nesplnění požadovaných mechanických vlastností svarových spojů. Zarážející jsou výsledky zkoušek základního materiálu betonářské oceli, které vyžadují podrobnou materiálovou analýzu. Rozboru vlivu vad svarů na výsledky mechanických zkoušek se budeme věnovat v některém z následujících čísel tohoto časopisu.
Diskutabilní výsledky, kterých bylo dosaženo v mnoha případech, jsou předmětem dalších statistických analýz a budou zveřejněny v připravované publikaci výsledků výzkumu Změny mechanických vlastností betonářské oceli svařováním, která se připravuje k vydání v roce 2010. Experiment prokázal nutnost dodržování metodiky svařování v souladu s platnými technickými podmínkami „TP 193 Svařování betonářské výztuže a jiné typy spojů“ Ministerstva dopravy ČR, které vycházejí z platných norem ČSN EN ISO 17660.
LITERATURA:
[1] Pošvářová, M.: Technické podmínky TP 193 Svařování betonářské výztuže a jiné typy spojů, Praha: Mott MacDonald Praha, 2008,132 s. ISBN 978-80-904172-0-5
[2] Č SN EN ISO 17660-1, Svařování betonářské oceli – Část 1: Nosné svarové spoje, 2007
[3] Č SN EN ISO 17660-2, Svařování betonářské oceli – Část 2: Nenosné svarové spoje, 2007
[4] P ošvářová, M.: Dílčí zpráva spoluřešitele výzkumného projektu číslo FT-TA5/148 Ministerstva průmyslu a obchodu ČR Praha: Mott MacDonald Praha, 2009, 180 s.
Changes in mechanical features of reinforcing bars by means of welding
The author of the article, the company Mott MacDonald is a co-solver of the research project and it participates on a part of the research which relates to the analysis of possible deterioration of reinforcing bars by means of welding. The unique projects is monitoring the assessment of results of achieved mechanical characteristics of 2,040 pieces of samples of reinforcing bars with quality B500A, B500B, B500C, a total of 28 combinations of bar averages, steel quality, welded joints and basic materials [4].
![Obr. 1 – Vzorky po dělení a svařování z jedné tyče betonářské oceli [4] Vzorek A, označený v krabicových grafech jako BS](/PublicFiles/UserFiles/images/K/2009/K509/800x800_posv01.jpg)
![Obr. 1 – Vzorky po dělení a svařování z jedné tyče betonářské oceli [4] Vzorek B, označený v krabicových grafech jako TS nebo TS-S](/PublicFiles/UserFiles/images/K/2009/K509/800x800_posv02.jpg)
![Obr. 1 – Vzorky po dělení a svařování z jedné tyče betonářské oceli [4] Vzorek C, označený v krabicových grafech jako KS](/PublicFiles/UserFiles/images/K/2009/K509/800x800_posv03.jpg)
![Obr. 3 – Skutečný průběh pracovního diagramu oceli, průměr 10 mm, jednotlivé jakosti [4]](/PublicFiles/UserFiles/images/K/2009/K509/800x800_posv05.jpg)
![Obr. 4 – Pracovní diagram oceli, vzorek A v krabicovém grafu BS, průměr 10 mm, B500A [4]](/PublicFiles/UserFiles/images/K/2009/K509/800x800_posv06.jpg)
![Obr. 5 – Pracovní diagram oceli, vzorek B v krabicovém grafu TS, průměr 10 mm, B500A [4]](/PublicFiles/UserFiles/images/K/2009/K509/800x800_posv07.jpg)
![Obr. 6 – Pracovní diagram oceli, vzorek C v krabicovém grafu KS, průměr 10 mm, B500A [4]](/PublicFiles/UserFiles/images/K/2009/K509/800x800_posv08.jpg)
![Obr. 7 – Výsledky meze kluzu Re v krabicovém grafu, průměr 10 mm, jakost oceli B500A, 90 vzorků, nevyhovují TS-S a KS [4]](/PublicFiles/UserFiles/images/K/2009/K509/800x800_posv09.jpg)
![Obr. 8 – Výsledky meze pevnosti Rm v krabicovém grafu, průměr 10 mm, jakost oceli B500A, 90 vzorků, nevyhovují KS, výsledky TS-S je třeba dále analyzovat [4]](/PublicFiles/UserFiles/images/K/2009/K509/800x800_posv10.jpg)
![Obr. 9 – Výsledky tažnosti Agt v krabicovém grafu, průměr 10 mm, jakost oceli B500A, 90 vzorků, všechny vyhovují [4]](/PublicFiles/UserFiles/images/K/2009/K509/800x800_posv11.jpg)
![Obr. 13 – Výsledky meze kluzu Re v krabicovém grafu, průměr 10, 12, 16, 20 a 32 mm, jakost oceli B500C, 450 ks vzorků. Hodnoty dosažené u průměru tyčí 10, 16, 32 mm jsou diskutabilní. [4]](/PublicFiles/UserFiles/images/K/2009/K509/800x800_posv15.jpg)
NEJčtenější souvisejicí články (v posledních 30-ti dnech)
Pro stavební svařované staticky, dynamicky a únavově namáhané konstrukce, pracující za teplot v podcreepové oblasti jsou...
Pájení je několik tisíciletí stará metoda spojování materiálů, od počátku 20. století využívaná průmyslově. Výhodou je m...
Nejprve to hlavní – co si představit pod pojmem slabý plech. Je to tenký plech válcovaný za studena plech tloušťky 0,6 –...
NEJlépe hodnocené související články
První jeřábový hák na světě vyrobený technikou 3D tisku úspěšně prošel zátěžovými testy na 80 tun a souvisejícími kontro...
uvedl v rozhovoru pro časopis KONSTRUKCE Ing. Lumír Al-Dabagh, generální ředitel ZVU STROJÍRNY, a. s....
NEJdiskutovanější související články
Svařování obalenou elektrodou rozhodně nepatří mezi zastaralé metody. Použití kvalitní obalené elektrody umožňuje vytvoř...
Při návrhu svařované mostní konstrukce pro městkou komunikaci v Praze Troji byla posuzována možnost použít místo klasick...
Hliník se nesvařuje s takovou samozřejmostí jako jiné kovy. Jeho velká afinita ke kyslíku, rychlá tvorba kysličníku hlin...



ISSN 1803-8433 | © Copyright 2002 - 2026 KONSTRUKCE Media, s.r.o.
Jakékoliv užití obsahu včetně převzetí, šíření či dalšího zpřístupňování článků a fotografií je bez souhlasu nakladatelství zakázáno.
KONSTRUKCE Media, s.r.o., se sídlem Starobělská 1133/5, 700 30 Ostrava, zapsaná v obchodním rejstříku vedeným u Krajského soudu v Ostravě, oddíl C, vložka 22003, Identifikační sídlo: 25851276 | Tel.: 597 317 578 | Fax: 597 579 166


