







 Svařování a dělení Výrobní a provozní degradace svarových spojů vysokopevných ocelí
Svařování a dělení Výrobní a provozní degradace svarových spojů vysokopevných ocelíVýrobní a provozní degradace svarových spojů vysokopevných ocelí
Rubrika: Svařování a dělení
Použitím mikrolegovaných jemnozrnných vysokopevných ocelí (VPO) je nutné z hlediska potlačení výrobní degradace přejít na nové způsoby predikce a výpočtu parametrů svařování a na nové postupy vyhodnocování jakosti svarových spojů. Základní parametry svařování podle ČSN EN 1011-2 (Doporučení pro svařování kovových materiálů) určované z ekvivalentu uhlíku CET, kombinované tloušťky, difuzního vodíku a tepelného příkonu vedou ke stanovení teploty předehřevu (interpassu), doby ochlazování t8/5 v návaznosti na požadované hodnoty tvrdosti a lomové houževnatosti.
To znamená, že při svařování VPO je nutné se zaměřit na sledování vlivu podmínek svařování na vlastnosti spoje v tepelně ovlivněné oblasti (TOO). U VPO se velmi podstatně mění v závislosti na účinku tepla mikrostruktura oceli v TOO za současné změny houževnatosti a tvrdosti. Podle zkušeností autora je možné uvedené postupy úspěšně aplikovat při svařování a opravách únavově namáhaných svarových spojů konstrukcí z VPO.
Důležitá je celistvost svarových spojů VPO, tj. svarové spoje musí být prosté poškození, vzniklých mechanismem tvorby trhlin (všeobecně použit výraz trhliny) za horka (dendritické a segregačně-likvační), za studena (indukované vodíkem), žíhacích (relaxačních), podnávarových a lamelárních (terasovitých) trhlin. Zvlášť je pojednáno o eliminaci krystalizačních trhlin, které velmi úzce souvisejí s jakostí svarového kovu, především pokud jde o svařování metodou 12 (pod tavidlem). Dále musí být prosté vrubů a musí splňovat podle ČSN EN 15614-1 předepsané hodnoty tvrdosti.
Důsledky výše uvedených vad jsou velice kritické a mohou vést k haváriím svařovaných konstrukcí a zařízení. Kritické jsou účinky vrubů, důsledky zkřehnutí difuzním vodíkem a nesprávným tepelným zpracováním po svařování VPO.
V pojednání jsou uvedeny napěťové stavy stanovené způsobem Sysweld, které se vytvářejí při mnohovrstvém navařování v závislosti na parametrech svařování a tepelném zpracování VPO. Aplikovaný postup umožňuje stanovit predikci výše stavů napjatosti po navaření housenek a počtu vrstev v závislosti na parametrech svařování, včetně teplot předehřevu, meziochlazení a tepelném zpracování po svařování VPO. Postup umožňuje v rámci predikce modifikovat navržené postupy svařování včetně metod svařování a použitých přídavných materiálů ještě před jejich skutečnou aplikací.
Z hlediska provozní degradace svarových spojů VPO je uvedeno šíření trhliny v provozu konstrukce vyrobené z VPO, iniciované technologickou vadou neprůvaru kořene. Magistrální trhlina se šířila z neprůvaru kořene spoje TOO v důsledku únavového namáhání. V návaznosti na výsledky analýzy místa porušení byl doporučen postup svařování a tepelného zpracování tak, aby nedošlo k opakování vzniku poruchy únavově namáhané svařované konstrukce.
VÝBĚR OCELI PRO SVAŘOVANÉ KONSTRUKCE
Oceli pro svařování, které jsou k dispozici v rámci konstrukčních ocelí ve skupinách 1, 2 a 3 (ČSN 050323), lze rozdělit do skupin:
-
uhlíkové konstrukční normalizačně žíhané oceli pro konstrukce pracující za normálních teplot EN 10025+A1 (revidované vydání EN 10025-2),
-
uhlíkové konstrukční jemnozrnné normalizačně žíhané oceli pro pracovní teploty normální i snížené – EN 10113-2 (nové vydání EN 10025-3 a 10025-4),
-
oceli s vyšší hodnotou meze kluzu EN 10149 a 10137 (nové vydání EN 10025-6),
-
oceli pro tlakové nádoby a zařízení EN 10028-2 a 3 a pro výkovky EN 10222-1,
-
oceli se zvýšenou odolností proti atmosférické korozi (nové vydání EN 10025-5).
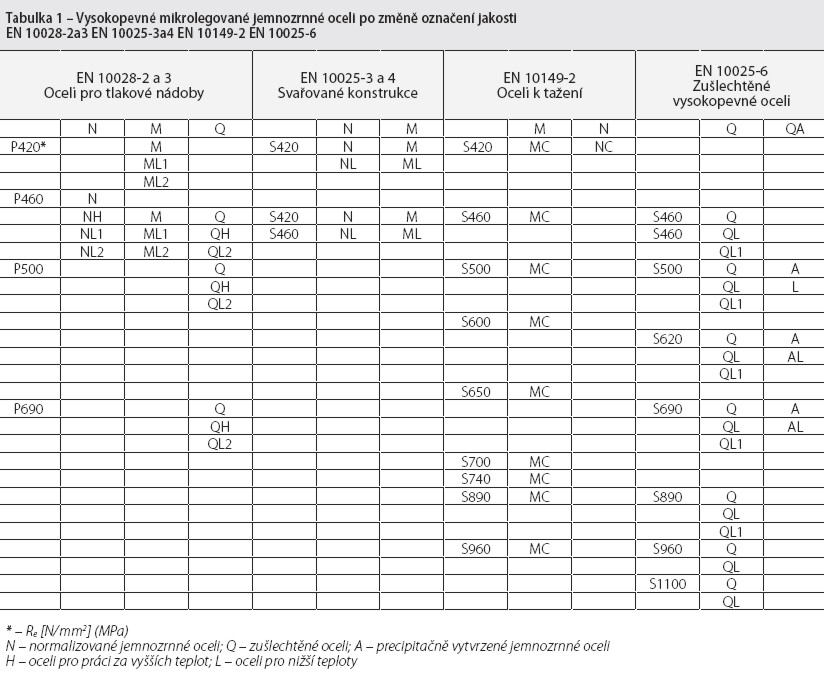
V rámci nového vydání ČSN EN 10025 (tab. 1) se nemění:
-
oceli pro tlakové nádoby a zařízení EN 10028-2 a 3,
-
oceli s vyšší hodnotou meze kluzu EN 10149.
Mikrolegované jemnozrnné oceli mají základ ve výrobě normalizačně žíhaných ocelí (označení N), u kterých je řízené válcování ukončeno za teploty Ac3+50 °C. Po válcování jsou oceli ochlazeny na vzduchu. Podle ČSN EN 10028-díl 5 jsou vyráběny do hodnoty meze kluzu 460 MPa a jsou určeny pro tlakové nádoby. Podle ČSN EN 10025-díl 2 a 3 jsou dodávány do hodnoty meze kluzu 460 MPa a jsou určeny pro svařované konstrukce. Podle ČSN EN 10149 jsou dodávány s hodnotou meze kluzu do 420 MPa s možností deformace za studena.
Doporučení uváděná v normách pod označením M jsou platná pro termomechanicky zpracované oceli vyrobené moderním metalurgickým procesem, tj. tavením v konvertoru s pánvovou rafinací s následným plynulým litím řízeným válcováním a doválcováním za teploty Ar3–40 °C. Po válcování jsou oceli řízeně ochlazeny. Termomechanicky zpracované oceli (M) jsou zařazeny v ČSN 050323 do skupiny 2. Podle ČSN EN 10028-díl 3 jsou dodávány s hodnotou meze kluzu do 460 MPa pro tlakové nádoby. ČSN EN 10025-díl 3 a 4 uvádí oceli s hodnotou meze kluzu do 460 MPa a doporučuje je pro svařované konstrukce. S vysokou hodnotou meze kluzu do 960 MPa jsou podle ČSN EN 10149-2 doporučeny oceli pro deformaci za studena.
Zušlechtěné a precipitačně zpevněné oceli jsou zařazeny do skupiny 3. Zušlechtěné oceli jsou po řízeném válcování a doválcování za teploty Ar3–40 °C zrychleně ochlazeny do teploty 450 °C ve vodním prostředí, případně jsou po ochlazení znovu šlechtěny. Podle ČSN EN 10028 – díl 6 jsou dodávány s hodnotou meze kluzu do 690 MPa pro stavbu tlakových nádob a dále pro stavbu svařovaných ocelových konstrukcí (ČSN EN 10025 – díl 6) s hodnotou meze kluzu do 690 MPa ve stavu zušlechtěném, (precipitačně) zpevněném a s hodnotou meze kluzu do 1 100 MPa v zušlechtěném stavu. Oceli s označením L jsou určeny k deformaci za studena a k použití za nízkých teplot. Precipitačně zpevněné oceli jsou po řízeném válcování a zrychleném ochlazení popouštěny na teploty, při kterých proběhne výrazné zpevnění.
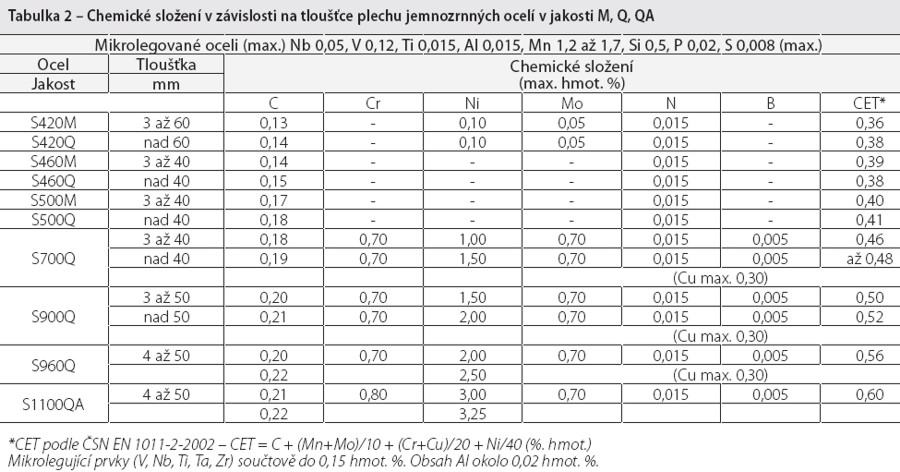
V rámci tepelně mechanicky řízeného procesu se osvědčil řízený rekrystalizační proces austenitické matrice, kterým lze získat u mikrolegovaných ocelí velmi jemná feritická zrna. V porovnání s normalizačně zpracovanými ocelemi lze doválcováním za snížené teploty (Ar3–40 °C) a zrychleným ochlazováním dosáhnout požadovaných vlastností při daleko nižším obsahu slitinových prvků, jmenovitě Ni, Cr a Mo. Přitom oceli jsou v rozsahu do 50 mm vyráběny s jednotným ekvivalentem uhlíku Ce 0,46, do tloušťky 100 mm s Ce 0,56 a do tloušťky 130 mm s Ce 0,64 (S690M), počítaného podle CET (ČSN EN 1011) – tab. 2. Oceli pro teploty –40 až –60 °C mají snížený obsah nečistot. Vysokopevné a zároveň otěruvzdorné oceli jsou označovány podle tvrdosti HB. Kupř. HB 400 EN 1.8714 (Re 1 100 MPa), HB 500 EN 1.8734 (Re 1 300 MPa).
Ve skupině 4 jsou nízkolegované oceli s Cr (max. 0,7 hm. %), Mo (max. 0,7 hm. %), Ni (max. 1,5 hm. %) s obsahem vanadu max. 0,1 hm. %. Oceli jsou určeny k použití jako jemnozrnné vysokopevné oceli. Dále mohou být použity za zvýšených teplot po popouštění za teplot těsně pod Ac1. Do skupiny 4 jsou řazeny též střednělegované NiCrMoV VPO (dříve podle ČSN oceli třídy 16).
Základní požadavky na nové typy vysokopevných ocelí jsou spojeny, s výjimkou vysoké hodnoty meze kluzu, se zvýšenou houževnatostí a odolností oceli proti křehkému porušení i za nízkých teplot. Uvedeným požadavkům vyhovují hlavně martenzitické oceli s nízkým obsahem uhlíku, které po kalení z oblasti austenitu tvoří strukturu, jejíž podstatnou částí je laťkový martenzit. Nejdůležitější vlastností martenzitické struktury je její odolnost proti plastické deformaci a odolnost proti vzniku trhlin.
S výjimkou substitučního a intersticiálního příspěvku zpevnění oceli jsou u moderních válcovaných nebo tažených (protlačovaných) VPO využity příspěvky deformačně-dislokačního (a precipitačního) zpevnění, vedoucího ke zvýšení pevnosti v důsledku zjemnění zrn a zvýšení počtu dislokací, k jehož zachování musí být doba setrvání na vyšších teplotách minimální. Jemnozrnnost oceli velmi příznivě potlačuje náchylnost oceli ke křehkému lomu, tj. po-souvá tranzitní teplotu houževnatosti směrem k nízkým teplotám. Cílem mikrolegování (součtově do 0,15 hmot. % V, Nb, Ti, Ta, méně Zr a zčásti Al) je zjemnění feritických zrn mechanismem nukleace feritu v deformačně zpevněné austenitické matrici za současného snížení M/A (martenzit/austenit) složky v případě vzniku granulárního masivního bainitu. Řízeným válcováním lze výhodně ovládnout vznik intragranuálního acikulárního feritu vedoucího k vyšší úrovni mechanických vlastností. Z hlediska svařování je příznivý důsledek vysoké čistoty, mikrolegování a řízené deformace ve snížení ekvivalentu CET za současného redukování vzniku zákalné struktury v TOO, v potlačení tvorby trhlin za studena indukovaných vodíkem a vzniku zbrzděných trhlin. Z metalurgického hlediska to znamená zabezpečit vysokou metalurgickou čistotu, zajistit zdárný průběh mikrolegování (jemnozrnnosti) v rámci pánvové rafinace oceli, uskutečnit důslednou kontrolu deformačního procesu při jednotlivých úběrech včetně potlačení rekrystalizačních procesů a řízeně ovládnout rychlost ochlazování v průběhu válcování a po válcování.
Z hlediska aplikace příspěvků zpevnění závislých na deformaci a na rychlosti ochlazování je chemické složení mikrolegovaných jemnozrnných ocelí upravováno podle tloušťky válcovaného plechu (tab. 2).
Celý článek si můžete přečíst v čb. příloze časopisu Konstrukce 5/2007. Možnost předplatného ZDE.
Autor
NEJčtenější souvisejicí články (v posledních 30-ti dnech)
Přestože se pokročilé techniky ultrazvukového zkoušení běžně používají již od devadesátých let minulého století, do syst...
NEJlépe hodnocené související články
První jeřábový hák na světě vyrobený technikou 3D tisku úspěšně prošel zátěžovými testy na 80 tun a souvisejícími kontro...
uvedl v rozhovoru pro časopis KONSTRUKCE Ing. Lumír Al-Dabagh, generální ředitel ZVU STROJÍRNY, a. s....
NEJdiskutovanější související články
Svařování obalenou elektrodou rozhodně nepatří mezi zastaralé metody. Použití kvalitní obalené elektrody umožňuje vytvoř...
Při návrhu svařované mostní konstrukce pro městkou komunikaci v Praze Troji byla posuzována možnost použít místo klasick...
Hliník se nesvařuje s takovou samozřejmostí jako jiné kovy. Jeho velká afinita ke kyslíku, rychlá tvorba kysličníku hlin...



ISSN 1803-8433 | © Copyright 2002 - 2026 KONSTRUKCE Media, s.r.o.
Jakékoliv užití obsahu včetně převzetí, šíření či dalšího zpřístupňování článků a fotografií je bez souhlasu nakladatelství zakázáno.
KONSTRUKCE Media, s.r.o., se sídlem Starobělská 1133/5, 700 30 Ostrava, zapsaná v obchodním rejstříku vedeným u Krajského soudu v Ostravě, oddíl C, vložka 22003, Identifikační sídlo: 25851276 | Tel.: 597 317 578 | Fax: 597 579 166


