








Výběr ochranných plynů pro obloukové svařování
Rubrika: Svařování a dělení
Správná volba ochranného plynu pro procesy svařování tavící se elektrodou (GMAW), plněným drátem (FCAW) a netavící se elektrodou (GTAW) v ochranné atmosféře může dramaticky ovlivnit rychlost svařování, kvalitu svaru a množství naneseného materiálu pro daný svařenec. Z toho důvodu je snahou najít co nejvhodnější ochranný plyn nebo směs plynů pro jednotlivé kombinace procesů a materiálů.

Ochranný plyn může výrazně změnit samotný svařovací proces, jeho kvalitu a produktivitu, a to ovlivněním druhu přenosu přídavného materiálu, velikosti přechodové oblasti, obsahu legujících prvků ve svaru, povrchu housenky, vytváření kouře a rozstřiku a množství různých charakteristik svaru a posunem procesních parametrů (tab. 1).
ČISTÉ PLYNY
Čisté plyny používané pro svařování jsou zejména argon, helium a kysličník uhličitý. Tyto plyny mohou mít pozitivní i negativní efekty na svařovací oblouk, parametry svařování a výsledný svarový spoj.
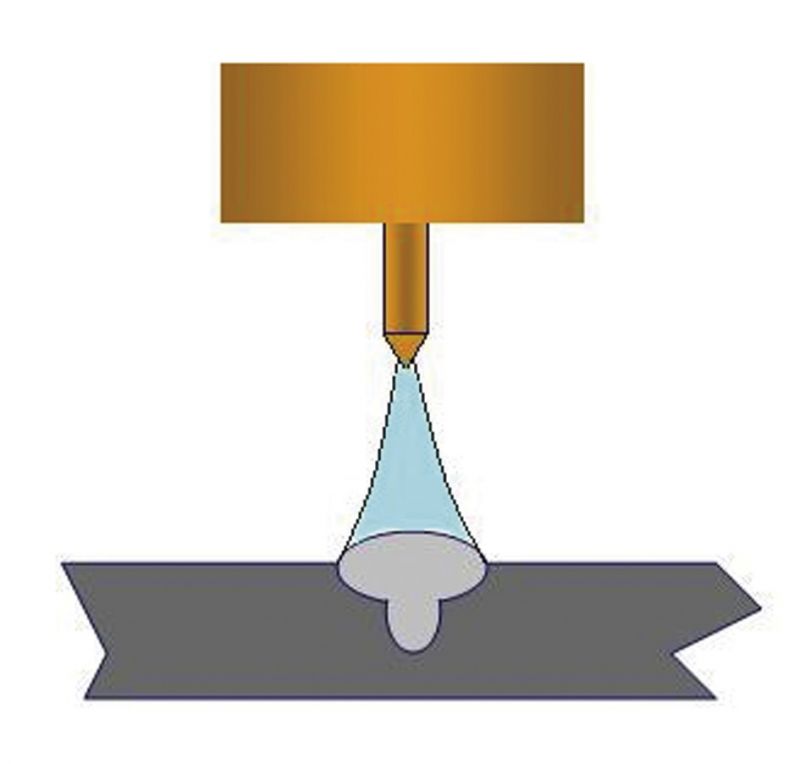
Argon je atomární plyn, obvykle používaný pro svařování GTAW všech materiálů a svařování GMAW nekovových materiálů. Je chemicky inertní, což je vlastnost, která ho předurčuje ke svařování vysoce reaktivních kovů (titan, zirkon, tantal, molybden). Argon má nízkou tepelnou vodivost, nízký ionizační potenciál a vlastnosti zaručující malý přechod tepla z oblouku do okolních zón. Tím se formuje úzký sloupec oblouku, který postupně vytváří tradiční profi l závaru pro argon: hluboký a relativně úzký (obr. 1). Má nepatrnou tendenci pro vytváření zápalů nebo špatné kresby svaru způsobených nedostatkem tepla na vnějších okrajích svařovací lázně u obou dvou, GTAW i GMAW. U svařování GMAW argon napomáhá sprchovému přenosu přídavného materiálu.
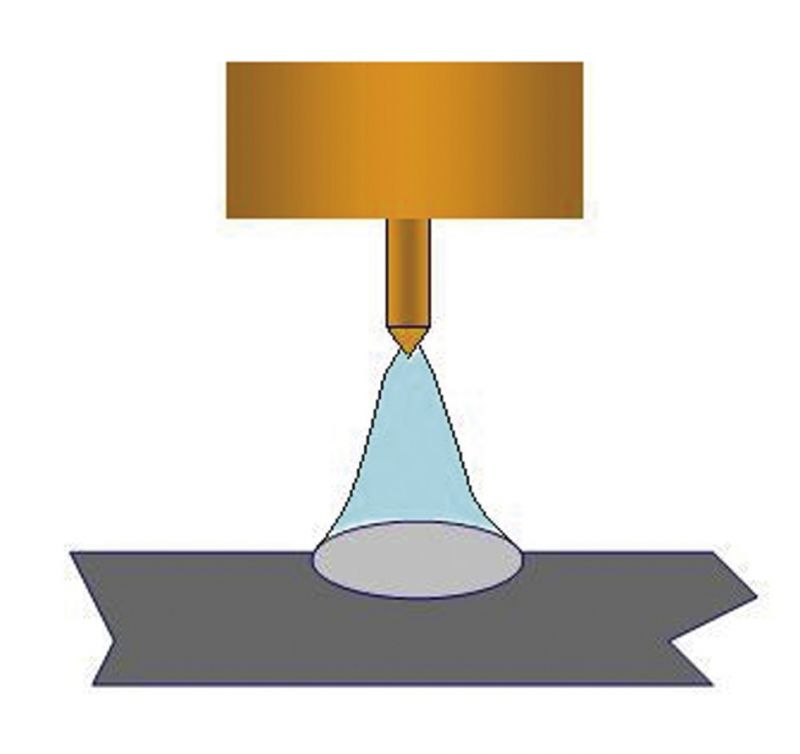
Helium je také atomární plyn, inertní a používaný hlavně pro svařování GTAW nekovových materiálů. V kontrastu s argonem má helium vysokou tepelnou vodivost a ionizační potenciál, které dávají opačný účinek na svařovací oblouk i samotný svar. Helium poskytuje široký profil závaru (obr. 2), dobrou smáčivost na okrajích housenky a vnáší do svařovací lázně vyšší teplotu než čistý argon. Vysoký ionizační potenciál může vytvářet problémy při zapalování oblouku kromě vysokofrekvenčního nebo kapacitního, používaného u GTAW. U helia jsou doporučovány vyšší průtoky pro jeho nízkou hmotnost oproti vzduchu. Čisté helium způsobuje zkratový přenos přídavného materiálu a je zřídka používáno u GMAW, s výjimkou svařování čisté mědi.
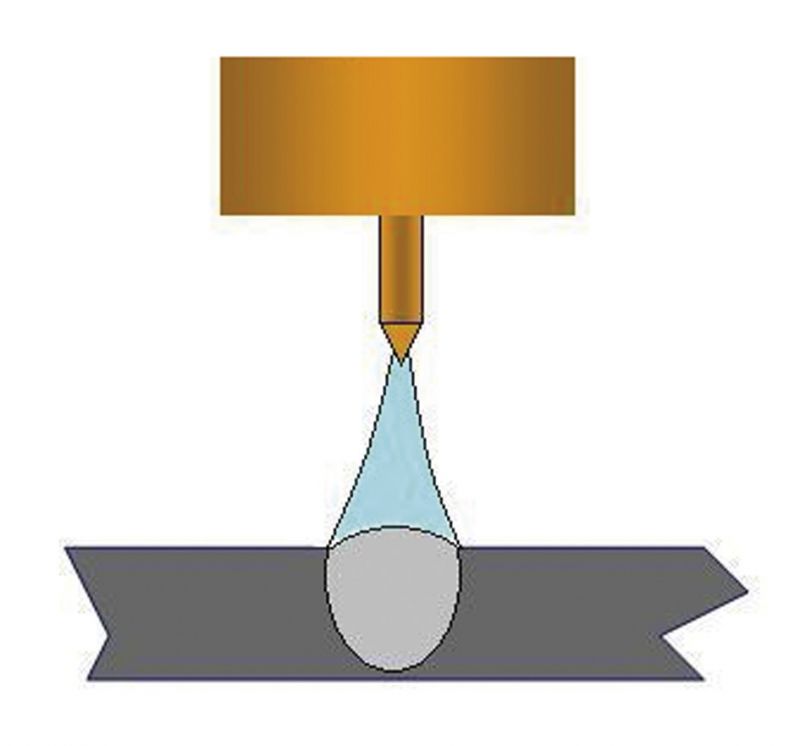
Kysličník uhličitý, obvykle používaný pro GMAW nebo FCAW, dovoluje jenom zkratový přenos. CO2 je molekulový plyn s komplexním vlivem na svařovací oblouk. CO2 disociuje na CO a O2 při styku s teplotou oblouku, což vytváří možnost oxidace základního materiálu a snížení obsahu legujících prvků v svarové koupeli nebo housence. Rekombinace CO/O2 nám poskytuje široký profil závaru, zatímco nízký ionizační potenciál a tepelná vodivost vytvářejí u středu oblouku oblast s vysokou teplotou, což zabezpečuje hluboký profil závaru (obr. 3). U GMAW svařování nedokáže čistý oxid uhličitý vytvářet sprchový proces přenosu materiálu, ale jen zkratový proces, což má za následek vysokou tvorbu rozstřiku. Další plyny používané ve směsích jsou hlavně kyslík, vodík a dusík.
Kyslík je molekulární plyn používaný jako aktivní složka ochranných směsí pro nepřekračující 10 %. Kyslík má vysoký tepelný potenciál získaný z ionizační i disociační energie, tj. z rozkladu molekul na jednotlivé atomy v oblouku. Vytváří tím velice široký závar s vysokým tepelným zatížením povrchu svařovaného materiálu, a tím vytváří tekutou svařovací lázeň. Napomáhá sprchovému procesu, stejně tak jako k zlepšení smáčivosti svařovací lázně. Kyslík se používá jako příměs v argonu v dvoukomponentních nebo také s CO2 v tříkomponentních směsích, hlavně pro GMAW svařování uhlíkových ocelí, do obsahu max. 2 % i pro svažování vysokolegovaných ocelí.
Vodík je molekulární plyn používaný pro svařování austenitických ocelí jako dezoxidovadlo a pro zvýšení teploty oblouku. Jako u všech molekulových plynů i vodík zvyšuje tekutost lázně, snižuje převýšení housenky a zlepšuje průvar. Není ale vhodný pro feritické a martenzitické oceli pro jejich náchylnost na trhliny. Vodík může být také použit ve vyšších obsazích (30 až 40 %) pro plazmové řezání nerezových materiálů, na zvýšení kapacity a redukci strusky.
Dusík je nejméně používaný plyn pro ochranné účely a je vhodný hlavně pro austenitické materiály a pro zvýšení odolnosti vůči korozi u duplexních nebo superduplexních materiálů.
| Chemická značka | Argon Ar |
Helium He |
Oxid uhličitý CO2 |
Kyslík 02 |
Vodík H2 |
Dusík N2 |
| Specifická hmotnost [vzduch = 1] | 1,38 | 0,14 | 1,53 | 1,1 | 0,07 | 0,98 |
| Ionizační potenciál [eV] | 15,69 | 24,49 | 14,4 | 15,83 | 13,53 | 12,85 |
| Disociační enregie [eV] | - | - | 6,3 | 8,05 | 4,48 | 9,76 |
| Měrná tepelná kapacita (při 20 °C a 1,013 × 105 Pa) [kJ/kg K] | 0,523 | 5,230 | 0,833 | 0,912 | 14,189 | 1,037 |
| Tepelná vodivost (při 0 °C) [W/mK] | 164,0 × 10-4 | 1.500 × 10-4 | 139,0 × 10-4 | 238,6 × 10-4 | 1.742,0 × 10-4 | 237,8 × 10-4 |
Tabulka 1 - Porovnání vlastností plynu
SMĚSNÉ PLYNY
Směsné plyny jsou často používány hlavně pro GMAW svařování uhlíkových ocelí (tab. 2), a to hlavně argon, CO2 a kyslík. V argon CO2 směsích se obsah CO2 pohybuje max. do 25 %. Obsah kyslíku ve směsích s argonem je obvykle v rozmezí 2–5 % a u tříkomponentních směsí s argonem a CO2 v rozmezí 1–8 %. Pro GMAW svařování vysokolegovaných materiálů se používá směs argonu a max. 2 % kyslíku nebo CO2, přičemž může být argon nahrazen až do 95 % pro zvýšení produktivity a zlepšení průvanových vlastností. Pro svařování GMAW hliníku a jeho slitin se používá čistý argon, který může být doplněn heliem až do obsahu 75 %. U svařování FCAW se používá nejčastěji směs argonu a CO2 s obsahem do 25 % nebo se může nahradit část CO2 heliem pro snížení vzniku kouře a rozstřiku. Pro GTAW svařování hliníku a vysokolegovaných ocelí se používá čistý argon nebo směs argon/helium s obsahem He od 10 do 75 % nebo směsi i s vodíkem, jehož obsah se pohybuje od 2 do 5 % pro zvýšení teploty, tekutosti lázně a dezoxidačním účinkem vodíku.
| GMAW | FCAW | GTAW | ||||||
| Plyn / Směs | Nelegované | Vysokolegované |
Hliník |
Nelegované |
Vysokolegované |
Nelegované |
Vysokolegované |
Hliník |
| Ar | × | × | × | × | ||||
| He | × | |||||||
| CO2 | × | × | × | |||||
| Ar/CO2 | × | × | × | |||||
| Ar/O2 | × | × | ||||||
| Ar/He | × | × | × | × | ||||
| Ar/CO2/O2 | × | |||||||
| Ar/H2 | × | |||||||
| Ar/He/CO2 | × | × | × | × | ||||
| He/Ar/CO2 | × | |||||||
Tabulka 2 - Kombinace svařovacích procesů, materiálů a plynů
Správný výběr ochranného plynu nebo směsi může radikálně ovlivnit vlastnosti procesu a tím následně kvalitu a produktivitu výroby. Rozdílné kombinace svařovacích procesů a materiálů vyžadují rozdílné kombinace svařovacích plynů. Proto je nevyhnutelné věnovat dostatečnou pozornost výběru správného produktu s přihlédnutím na druh svařování, svařovaného materiálu a kvalitativních požadavků na výsledný produkt svařování.
The right choice of gaseous shield for processes with gas metal arc welding (GMAW), flux-cored arc welding (FCAW) and gas tungsten arc welding (GTAW) in protection atmosphere may dramatically influence the speed of welding, weld quality and the amount of coated material for given weldment. Due to that reason there is an attempt to find the most suitable gaseous shield or a mixture of gases for individual combination of processes and materials. The article describes some news related to the monitored problems.
Autor

NEJčtenější souvisejicí články (v posledních 30-ti dnech)
Nejprve to hlavní – co si představit pod pojmem slabý plech. Je to tenký plech válcovaný za studena plech tloušťky 0,6 –...
Pro stavební svařované staticky, dynamicky a únavově namáhané konstrukce, pracující za teplot v podcreepové oblasti jsou...
Při návrhu svařované mostní konstrukce pro městkou komunikaci v Praze Troji byla posuzována možnost použít místo klasick...
NEJlépe hodnocené související články
První jeřábový hák na světě vyrobený technikou 3D tisku úspěšně prošel zátěžovými testy na 80 tun a souvisejícími kontro...
uvedl v rozhovoru pro časopis KONSTRUKCE Ing. Lumír Al-Dabagh, generální ředitel ZVU STROJÍRNY, a. s....
NEJdiskutovanější související články
Svařování obalenou elektrodou rozhodně nepatří mezi zastaralé metody. Použití kvalitní obalené elektrody umožňuje vytvoř...
Při návrhu svařované mostní konstrukce pro městkou komunikaci v Praze Troji byla posuzována možnost použít místo klasick...
Hliník se nesvařuje s takovou samozřejmostí jako jiné kovy. Jeho velká afinita ke kyslíku, rychlá tvorba kysličníku hlin...



ISSN 1803-8433 | © Copyright 2002 - 2026 KONSTRUKCE Media, s.r.o.
Jakékoliv užití obsahu včetně převzetí, šíření či dalšího zpřístupňování článků a fotografií je bez souhlasu nakladatelství zakázáno.
KONSTRUKCE Media, s.r.o., se sídlem Starobělská 1133/5, 700 30 Ostrava, zapsaná v obchodním rejstříku vedeným u Krajského soudu v Ostravě, oddíl C, vložka 22003, Identifikační sídlo: 25851276 | Tel.: 597 317 578 | Fax: 597 579 166


