







 Svařování a dělení Vliv zbarvených pásem kolem svarů na vlastnosti svaru i jeho tepelně ovlivněné oblasti a na další okolí svarového spoje – predikce, verifikace a validace, vlivy dalších typů koroze
Svařování a dělení Vliv zbarvených pásem kolem svarů na vlastnosti svaru i jeho tepelně ovlivněné oblasti a na další okolí svarového spoje – predikce, verifikace a validace, vlivy dalších typů korozeVliv zbarvených pásem kolem svarů na vlastnosti svaru i jeho tepelně ovlivněné oblasti a na další okolí svarového spoje – predikce, verifikace a validace, vlivy dalších typů koroze
Rubrika: Svařování a dělení
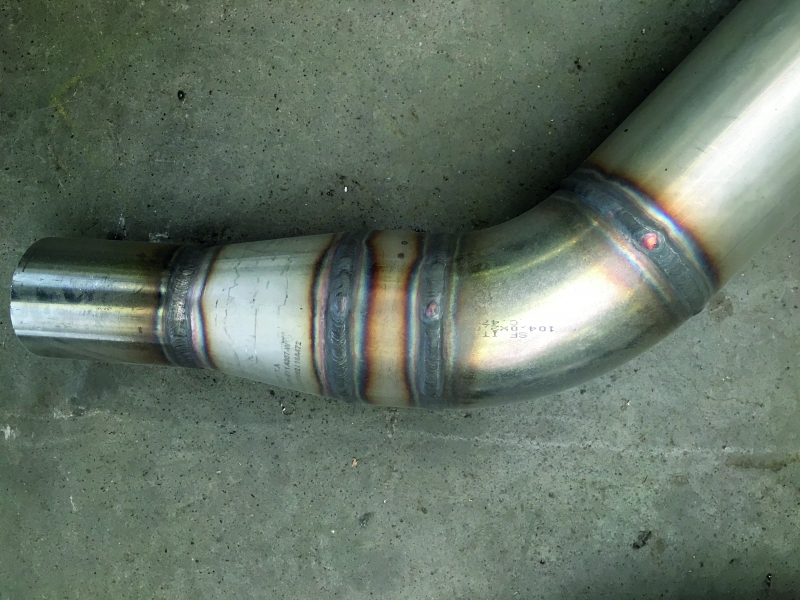
Svarové spoje a jejich okolí, včetně jejich tepelně ovlivněných oblastí, jsou často negativně ovlivněny nevhodným tepelným příkonem do místa svarového spoje. Na povrchu materiálu vznikají vysokoteplotní oxidy po procesu svařování a často i po pájení. Tyto náběhové barvy na svarech (pájených spojích) i jejich okolí dávají predikci k tomu, že v těchto místech nastane určité ovlivnění mechanických, fyzikálních, chemických i technologických vlastností.

Kontaminace povrchu oxidy u korozivzdorných ocelí, např. po svařování nebo tepelném zpracování, se projeví ve formě náběhových barev nebo se vytvoří i silnější (větší) vrstva povrchových oxidů. Všechny tyto oxidy se musí odstranit, neboť jejich vznik má za následek vytvoření povrchové vrstvy ochuzené o některý legující prvek, což má dopad na korozní odolnost. Oxidy je nutno odstraňovat hlavně z okolí svarů korozivzdorných ocelí, neboť mají vyšší teplotu tání (tavení), než svarový kov (oxidy Cr a Ni) a do housenky se snadno zataví za vzniku kysličníků ve svaru. Odstraňování se obvykle provádí mechanickými postupy (broušením, kartáčováním, tryskáním). K vytvoření optimálního povrchu s potřebnou korozní odolností je však vždy třeba povést chemické nebo mechanicko-chemické čištění povrchu.
Lze tomu zabránit stanovením a provedením limitovaných tepelných příkonů do svarového spoje a jeho okolí.
Ke komplexnímu posouzení a vyhodnocení vlivu těchto nevhodných, neoptimálních i nepotřebných tepelných příkonů, je nutné provést řadu zkoušek ke stanovení optimálních svařovacích parametrů a technologických podmínek při svařování. Pak může být vystavena správná i ověřená optimalizace ve specifikacích svařovacích postupů WPS kvalifikovaných protokoly a certifikáty WPQR.
Jak pro nelegované, nízkolegované, středně legované, tak i pro vysokolegované ocelové materiály. Pak lze z těchto výsledků provést analýzu a statistiku pro optimalizaci komplexních podmínek svařovacích procesů WPS na těchto uvedených materiálech.
Výsledky jsou cenné pro technickou praxi na základě odzkoušení, ověření i stanovení možného poklesu úrovně potřebných vlastností svaru a jeho okolí (TOO a vedlejší oblasti v základním materiálu) vzhledem k jeho funkci a očekávaným vlastnostem při stanovených provozních a pracovních podmínkách konstrukce i dílce výrobku, technického nebo technologického zařízení.
Ze zkušeností technické praxe i z odborné literatury lze konstatovat i predikovat, že zabarvená pásmy na povrchu materiálu na svarech, kolem svarů (v TOO) i v dalším základním materiálu výrobku (svařence), nepřispívají vhodným vlastnostem svarového spoje, jeho tepelně ovlivněné oblasti a ani jeho dalšího okolí v základním materiálu.
Lze predikovat, že negativními vlivy jsou: zvýšení vnitřní napjatosti, snížení korozních vlastností negativním ovlivněním původního chemického složení, ovlivnění potřebných i požadovaných mechanických, plastických vlastností a hlavně tažnosti, zvýšení tvrdosti, snížení odolnosti proti porušení křehkým lomem, zvýšení četnosti povrchových vad v materiálu, nepříznivá změna struktury a vznik strukturních poruch (anomálií), ev. snížení odolnosti proti porušení destrukcí výrobku únavou materiálu.
K ověření – verifikaci a validaci reálného ovlivnění vlastností oceli vlivem indikace zabarvených pásem na svaru a jeho okolí, je nutné zhotovit vzorky (vždy min 3 ks) a tyto podrobit analýze, kontrole a zkoušení.
ROZSAH PROVEDENÝCH KONTROL A ZKOUŠEK
Rozsah provedených kontrol a zkoušek by měl být v tomto rozsahu: vizuální kontrola, penetrační nebo elektromagnetická zkouška, ultrazvuková zkouška, zkouška tahem s registrací získaných hodnot (Rm, Re, A a Z), zkouška ohybem, zkouška tvrdosti HV, zkouška odolnosti proti korozi, chemická analýza tepelně ovlivněného (zbarveného) a neovlivněného materiálu, zkouška makrostruktury a mikrostruktury, ev. cyklická zatěžovací zkouška silovým zatěžováním tahem a následným uvolněním zkušebních těles ze zátěže v tahu, ev., kombinovaným silovým namáháním (tah – ohyb, tah – krut aj.).
Očekávané výsledky kontrol a zkoušek
Pokles důležitých prvků v chemickém složení, snížení korozní odolnosti materiálu a svaru i jeho TOO, vznik mikrotrhlin v TOO svaru i ve svaru, snížení meze pevnosti i meze kluzu materiálu, snížení tažnosti i kontrakce materiálu, zvýšení tvrdosti povrchu materiálu, nepříznivé změny v mikrostruktuře svaru a jeho TOO.
Zbarvená pásma na povrchu svarů a jejich TOO je vždy nutné odstranit mořením nebo pasivací. Je nutné je v co největší míře eliminovat optimalizací parametrů svařování (pájení) a technologickými podmínkami při jejich provádění.
Moření svarů – po svařování se v tepelně ovlivněné oblasti svaru i na svaru vytváří oxidická vrstva. Povrch svarů je zabarven do několika barev (modrá – hnědá – černá), proto se také označuje termínem „náběhové barvy“. Po vytvoření svarového spoje se v oxidické vrstvě ochudí obsah chromu pod hranici 12,5 % obsahu chromu (Cr), tzn. že z poznatků technické praxe se sníží obsah Cr o 3 až 5 % v základní matrici materiálu a může na hranicích zrn poklesnout ještě na nižší úroveň. Koncentrace Cr na povrchu korozivzdorných ocelí je zpravidla nižší než v objemu (matrici) kovu, jako důsledek jeho silnější afinity ke kyslíku nebo vyššího tlaku par (při tepelném výrobním ovlivnění materiálu), ve srovnání s dalšími legujícími prvky v matrici kovu. Ochranné vlastnosti oxidického filmu (zabarveného pásma kolem svaru) nejsou dostatečné a nepůsobí jako ochranná vrstva, na rozdíl od pasivující oxidické vrstvy. Odstraněním oxidické vrstvy obnovíme obsah chromu na obsah základního materiálu např. 18 % Cr a obnovíme tak pasivitu materiálu. Nanášení mořící pasty provádíme štětcem. Doporučená teplota působená mořící pasty je 20 až 25 °C. Moření předchází odmaštění povrchu oceli. Povrch po moření pastou na bázi kyselin je vždy matný, proto je vždy nutné pro konkrétní použití vyzkoušet na vzorku vhodnou dobu působení. Poté se povrch oplachuje tlakovou teplou vodou (min. 12 MPa). Existuje více druhů past s různou agresivitou na povrch ocelového materiálu. Moření probíhá také ve vanách nebo nástřikem gelu a následuje rovněž oplachování tlakovou teplou vodou. Během procesu moření se odstraní barevná přechodová v oblasti svarů, povrch svařence pak má jednotnou matně stříbrnou barvu a dochází k obnovení plnohodnotné korozivzdornosti. Moření, jako proces, se provádí pomocí roztoku kyseliny dusičné a fluorovodíkové po předchozím odmaštění svařence. Moření se provádí se ponorem v lázni nebo postřikem. Mořit lze povrch i vnitřek svařenců. Následně po moření je prováděna pasivace. Jedná se o proces, který se provádí pomocí oxidační kyseliny a jeho výsledkem je zvýšení korozní odolnosti především vůči atmosférickým vlivům.
Moření je základní a nejrozšířenější chemický postup povrchové úpravy ocelí. Jde o odstranění vrstev anorganických, oxidických sloučenin z kovových povrchů pomocí kapaliny, která oxidické vrstvy chemicky nebo elektrochemicky naruší a podpoří jejich odstranění. Při výrobě ocelí navazuje moření na tvářecí procesy (válcování, tažení). Moření často navazuje na svařování i na žíhání bez ochranné atmosféry a je rovněž základním postupem chemických předúprav povrchu ocelí před nanášením galvanických, organických a keramických povlaků i povlakováním roztavenými kovy (žárovým zinkováním, cínováním aj.). Provádí se v anorganických kyselinách a jejich sloučeninách (směsích), jedná se o odstraňování nekovových nečistot, převážně oxidů (okuje, rez, povrchové kysličníky) z povrchu kovů rozpouštěním mořidly (kyselinami nebo alkáliemi). Moření se provádí v anorganických kyselinách a jejich směsích. Používá se pro odstranění okují, korozních produktů, naleptání a zdrsnění povrchu kovů, k aktivaci povrchu před dalšími technologickými operacemi a k odstranění zmetkových povrchových úprav (např. povlaky zinku (Zn) a chromu (Cr) před pokovením) a nazývá se dekapování. K moření se běžně používají kyselina sírová, chlorovodíková, méně rozšířené je moření v kyselině fosforečné. Kyselina dusičná a fluorovodíková se používají obvykle ve směsích s dalšími kyselinami pro moření austenitických ocelí, slitin hliníku (Al) a titanu (Ti). Kromě kyselin se do mořících lázní přidávají inhibitory a pěnivé povrchové aktivní látky, které zrovnoměrňují moření, zabraňují přemoření základního kovu a mohou velmi významně snížit množství emisí z mořících lázních.
Příklad optimálního technologického postupu předúprav povrchů dílců: broušení, hrubé odmaštění (chemické), oplach, moření v kyselině, oplach, elektrolytické anodické odmaštění, aktivace (dekapování), oplach a pokovování.
PASIVACE SVARŮ
Pasivovaný povrch vzniká samovolně nebo řízeným procesem.
Samovolný proces vzniku pasivační vrstvy
Je způsoben vystavením výrobku z korozivzdorné oceli s obsahem chromu minimálně 12,5 % při působení prostředí v průběhu přibližně třech týdnů. V tomto období samovolné pasivace prostředím je povrch náchylný ke kontaminaci ostatními plyny v prostředí (dusíkem, kyslíkem, CO2, vodní parou).
Řízený vznik pasivační vrstvy
Dosáhneme chemickou reakcí pomocí pasivačního prostředku, obvykle nástřikem na povrch výrobku z austenitické korozivzdorné oceli působením po dobu 15 až 30 minut. Přípravek není určen pouze k pasivaci, ale též k odstranění drobných nečistot zůstávajících po moření, jenž se uvolnily ze spár a štěrbin mezi přerušovanými svary. Vždy se provádí oplachování tlakovou teplou vodou.
Pasivace
Pasivace je samovolná nebo řízená tvorba ochranné vrstvy na povrchu kovu, zabraňující korozi a narušení povrchu kovů, např. tmavnutí stříbra, rezivění železa, korodování ocelových nerezových (vysokolegovaných) materiálů. Pasivace se dosahuje působením chemických látek nebo elektrochemickými metodami.
U ocelí dochází vzájemnou interakcí povrchu oceli a okolního prostředí k vytvoření povrchové vrstvy anorganických sloučenin. Heterogenní reakce probíhají dvojím mechanismem – oxidací za vyšších teplot (tvorba kysličníků a okují) a korozí (za přítomnosti vody). Pro další zpracování a použití ocelí jsou tyto vrstvy nežádoucí a odstraňují se nejčastěji procesem moření. Většina kovů se při kontaktu se vzdušným kyslíkem za vyšších teplot pokrývá vrstvou oxidů. U oceli dochází v první fázi k chemisorpci atomů kyslíku a následně sorbované atomy přeměňují povrchovou vrstvu v oxidy železa (okuje). Rychlost tvorby okují závisí na aktivační energii oxidační reakce i reakčních podmínkách (teplota, koncentrace reakčních složek atd.). Vrstvy vzniklých produktů nebrání dalšímu působení kyslíku na ocel a ani přemísťování atomů a elektronů ve vytvářené vrstvě okují.
Povlak oxidů železa, vytvořený za vyšších teplot na nelegované oceli, je obecně označován jako okuj. Železo tvoří s kyslíkem tři stabilní oxidy: wüstit (FeO), magnetit (Fe3O4) a hematit (Fe2O3). Oxid železnatý je nejbohatší na kov, je nejblíže k povrchu kovu a oxid železitý je s nejmenším množstvím kovu a je nejblíže plynné fázi (pracovní atmosféře). Řídícími procesy tvorby okuje jsou oxidace a difuze.
VLIV KVALITY POVRCHU NA KOROZNÍ ODOLNOST KOROZIVZDORNÝCH OCELÍ
Korozní odolnost v provozním prostředí závisí především na správné volbě korozivzdorné oceli pro provozní parametry a podmínky, na správném konstrukčním uspořádání a kvalitě povrchu. U konstrukcí výrobků, technických zařízení a technologických zařízení vyrobených z korozivzdorných ocelí dochází často buď jenom k pouhému zhoršení
vzhledu povrchu, nebo i k vážnému koroznímu napadení a snížení životnosti, a to vše v důsledku nesprávného postupu při jejich manipulaci a zpracování. Lokální korozní napadení může nastat tzv. pittingem, štěrbinovou korozí, korozním praskáním.
Snížení korozní odolnosti povrchové vrstvy korozivzdorných ocelí se může projevit již za mírných korozních podmínek, jako je působení atmosféry nebo neutrálních vodných roztoků. Korozní odolnost povrchu je tedy závislá na chemickém složení ocelí i na stavu povrchu a ke zhoršení korozní odolnosti dochází především v důsledku porušení ochranné pasivní vrstvy. Je bezpodmínečně nutné zabránit poškrábání a poškození povrchu korozivzdorných ocelí a jejich nauhličení, neboť tím dochází jak ke zhoršení korozní odolnosti povrchu, tak i ke špatnému vzhledu povrchu vzbuzujícímu nedůvěru ke kvalitě výrobků z korozivzdorných ocelí. Snížená korozní odolnost povrchu plechů, profilů aj. z korozivzdorných ocelí může mít příčinu ve výrobních nebo zpracovatelských operacích.
Kontaminace povrchu korozivzdorných ocelí nekovovými látkami
Dochází k ní organickými nebo nekovovými látkami různého složení, což způsobuje zhoršení korozní odolnosti nebo dochází ke vzniku defektů. Přítomnost sloučenin síry a fosforu společně se stopovým množstvím kovů s nízkou teplotou tání (tavení) např. Pb, Sn, Zn, Sb, Bi, As, Ga, In, Hg, Cd, může způsobovat vznik trhlin ve svaru a jeho TOO. V agresivních prostředích mohou kontaminující látky iniciovat bodovou a štěrbinovou korozi a podmínky pro vznik mikrobiologické koroze.
Kontaminujícími látkami jsou např. organické nebo kovové (oxidické), např. doteky rukou až masivní (rozsáhlé) znečištění. Musí se odstranit z povrchu materiálů již před např. svařováním, tepelným zpracováním, jinak dojde k jejich tepelné degradaci, vstupu do svarového kovu nebo matrice a následně ke zhoršení užitných vlastností materiálu výrobku. U svarového kovu dochází nejen ke snížení korozní odolnosti, ale i ke vzniku defektů svarů. Přítomnost síry (S)) a jejich sloučenin, dále látek obsahujících fosfor (P) a kovů s nízkým bodem tání (tavení), může zapříčinit vznik trhlin ve svaru nebo v jeho TOO. Uhlík nebo uhlíkové materiály zanechané na povrchu materiálu mohou být v průběhu svařování (zvláště při svařování v ochranné atmosféře, kdy nemůže dojít k jejich shoření), rozpuštěny v nataveném kovu. Přitom vznikne oblast se značně sníženou odolností ke korozi. V pracovním agresivním prostředí pak může přítomnost organických zbytků vyvolat štěrbinovou korozi. V tomto případě fungují kontaminující látky jsou stínícím účinkem, který může být příčinou iniciace lokalizovaného napadení, což je např. pozorováno při ponechání zbytků mazadel, voskových pastelů, značkovačů – fixy, zbytků nátěrů, lepících pásek apod. na povrchu slitinových materiálů v odsiřovacích a podobných typech zařízení.
Ke kontaminaci povrchu látkami kovové povahy dochází obvykle během strojírenského zpracování a nejčastějším kontaminantem bývá železo – uhlíková ocel. Povrchová kontaminace korozivzdorných ocelí železem je poměrně běžná a je možné se jí při dodržení zásad pro skladování, manipulaci a technologického zpracování těchto materiálů poměrně snadno vyhnout. Kontaminace železem se projeví vznikem rezavých skvrn již v mírně agresivním prostředí a provozních podmínkách – atmosférách, neutrálních vodných roztocích aj. Za určitých podmínek, pokud není železo odstraněno, může dojít až k iniciaci důlkové koroze, což většinou spíše souvisí se zhoršením fyzikálního stavu povrchu materiálu, tj. po zkorodování méně ušlechtilého železa se na povrchu objeví objemné korozní produkty stínící povrch (štěrbinová koroze) nebo jsou takto vytvořeny vhodné podmínky pro mikrobiálně stimulovanou korozi. Povrchové kontaminanty povrchové povahy jsou velmi dobře odstranitelné mírným přemořením povrchu v kyselém mořícím roztoku. Závažnější chemickou heterogenitou je vniknutí kontaminujícího kovu, nejčastěji železa do svaru. K tomu dochází během svařovacích procesů (operací), pokud nebyla dodržena čistota svařovaných ploch a jejich okolí. Přítomnost částic obsahujících železo způsobí po zatavení místní snížení úrovně legování, které se v tomto případě projeví až v agresivnějších pracovních (provozních) podmínkách, např. během kyselých čistících operací nebo v exponovaném prostředí za provozu, na rozdíl od povrchové kontaminace železem, projevující se za mírnějších korozních podmínek pracovního prostředí.
K dosažení maximální korozní odolnosti musí být povrchy ze slitinových materiálů rovněž důkladně zbaveny povrchových oxidů. Oxidy mohou vznikat ve formě tenkých interferenčních (náběhových) barev okolí svarů nebo masivních povrchových oxidů po svařování nebo jiném tepelném ovlivnění materiálů (tepelném zpracování, tváření za tepla aj.), a to podle účinnosti ochranné atmosféry technologického procesu. Povahu těchto oxidů je možno poznat podle jejich zabarvení – tenké oxidy mají většinou interferenční barvy, masivnější oxidy nabývají černého zbarvení.
Vznik jakýchkoli oxidů na povrchu materiálů zapříčiní následně vytvoření povrchové vrstvy ochuzené o některý z legujících prvků, což má dopad na korozní odolnost. Pro mírnější korozní podmínky nebo podmínky vyžadující udržení vysoké čistoty prostředí (vodné roztoky, potraviny, vysoce čistá voda aj.), je nezbytně nutné důkladně odstranění oxidických vrstev i po svařování. Během provozu v mírných korozních pracovních podmínkách (prostředích) dochází k hydrataci zbytků oxidických vrstev (rezavé zabarvení povrchu). Pokud jsou oxidy masivnější, jsou produkty hydratace objemnější a povrch je stíněn vůči rovnoměrnému přístupu korozního prostředí. Tím jsou pak vytvořeny vhodné podmínky pro štěrbinovou korozi nebo mikrobiální korozi. Uvolňující se korozní produkty v ostatních případech prostředí znečišťují. K odstranění oxidů jsou nejčastěji používány mechanické abrazivní postupy, broušení, kartáčování, tryskání, leštění. Přesto, že tyto operace mohou vytvořit povrch jednotného vzhledu, nedojde přesto k dokonalému odstranění oxidů a zejména oblasti ochuzených o legující prvky. K dokonalému (úplnému) odstranění oxidů a tím k dosažení povrchového stavu s optimální korozní odolností, dojde buď kombinovaným mechanickým a chemickým čištěním povrchu nebo pouze vhodným chemickým zpracováním.
Při žíhání korozivzdorných ocelí v oxidujících atmosférách organické kontaminanty zpravidla dokonale zoxidují (shoří), podle teploty a doby zpracování však mohou vzniknout méně nebo více tlusté oxidy (náběhové barvy – okuje). Přednostní oxidací chromu vznikne oblast se sníženým obsahem Cr v povrchové vrstvě oceli přiléhající k oxidům na povrchu, až o 3 až 4 % hm., vzhledem k původnímu obsahu v objemu kovu. Oxidy a ochuzená povrchová vrstva bývají odstraněny mořením, ale ochuzená vrstva nemusí být odstraněna úplně, úroveň obsahu chromu na povrchu oceli bývá o 1 až 2 % hm. nižší, vzhledem k objemu, a to dokonce i po moření.
Při žíhání korozivzdorných ocelí v ochranných atmosférách – ve vakuu nebo ochranných atmosférách neodstraněné organické nečistoty degradují na zbytky bohaté na atomární uhlík, který může difundovat podél hranic zrn v materiálu a reagovat s chromem, za vzniku karbidu chromu a oblastí ochuzených o chrom (Cr). Může docházet jak k sublimaci chromu podél hranice zrn (ve vysokém vakuu a v ochranných atmosférách s velmi nízkým rosným bodem). Naopak při nedostatečně vysokém vakuu nebo příliš vysokém rosném bodu ochranné atmosféry, je korozivzdorná ocel vystavena nadměrné oxidaci. Chrom (Cr) bude pak přednostně oxidovat a bude se vytvářet barevný oxidický film, snižující jeho koncentraci (Cr) v povrchové vrstvě oceli. Ochranné vlastnosti oxidického filmu nejsou pak dostatečné a nepůsobí jako ochranná vrstva, na rozdíl od pasivující oxidické vrstvy. Úroveň Cr v povrchové vrstvě oceli pod barevným oxidickým filmem je až o 3 i 5 % nižší, než v objemu základního kovu, v okolí hranic zrn může dosáhnout hodnot ještě nižších.
CHEMICKÉ ZPRACOVÁNÍ POVRCHU OCELI A JEHO VLIV NA KOROZNÍ ODOLNOST
Toto zpracování povrchu korozivzdorných ocelí, tj. kromě používaného moření a dekontaminace i leštění (chemické nebo elektrochemické), bývá zpravidla poslední operací ovlivňující kvalitu vytvořeného povrchu. Jejich odolnost k lokalizované korozi je závislá na použitém činidlu a intenzitě chemického zpracování (charakterizované buď časem, nebo lépe tloušťkou odstraněné povrchové vrstvy). Rozdílnost je patrná při stejných metodách i postupech zpracování u stabilizovaných a nestabilizovaných ocelí. U dvoufázových korozi vzdorných ocelí bývají pozorovány v technické praxi projevy extrakční koroze, způsobené např. přednostním rozpouštěním feritické fáze v prostředích se silnými oxidačními účinky. Volba postupu chemického zpracování musí respektovat z výše uvedených důvodů nejen vzhledová kritéria (odstranění oxidů, zjasnění povrchu aj.), ale i kritéria dosažení maximální korozní odolnosti daného korozivzdorného materiálu.
Fyzikální stav povrchu materiálu
Nejběžnějším typem narušení optimálního fyzikálního stavu povrchu materiálu jsou různé povrchové necelistvosti, různých rozměrů, dekoheze na rozhraní vměstek – matrice, vrypů, stopy po broušení, tryskání apod. Nebezpečným útvarem na povrchu materiálů je rozstřik od svařování. Kapičky rozstříknutého kovu mohou být na povrchu uchyceny buď pouze adhezí, nebo může dojít až k vytvoření tzv. studeného spoje ulpělé kapky rozstřiku kovu na okolním povrchu materiálu vedle svaru i na povrchu svaru. Tato místa jsou vhodnými centry iniciace štěrbinové koroze – částice rozstřiku na povrchu vytváří štěrbinu. V této oblasti může být navíc přítomna i metalurgicky pozměněná struktura a oxidy. Podobným stínícím účinkem, který bývá příčinou iniciace lokalizovaného napadení, mohou být i další látky, které se používají během výrobního i technologického zpracování materiálu na výrobek, jako např. mazadla, olej, voskové pastely, značkovače – fixy, zbytky nátěrů, lepící pásky, úsady během provozu, biologické nárůsty apod.
Biologická koroze (biokoroze)
Jsou to korozní jevy vyvolané nebo podmíněné živými organismy. Jejich působení se však ve své podstatě projevuje jako koroze fyzikální (např. vrůstání kořenů nebo houbových vláken do materiálu za současného rozrušení povrchu materiálu) nebo chemická koroze (rozpouštění materiálu lišejníkovými a rostlinnými kyselinami apod.). Tzn. vznikem tlaků působících na materiál nebo chemickou přeměnou některé ze složek působící na povrch materiálu. V reálné praxi probíhají současně a navzájem se podporují. Biologická koroze je rozrušování povrchu a postupné znehodnocování materiálu, zvláště kovových, chemických nebo elektrochemickými procesy. Tyto jsou vyvolány produkty biologických pochodů v půdách nebo produkty vodních rostlin, drobných živočichů nebo mikroorganismů žijících v půdách nebo ve vodách.
Mikrobiální koroze kovů
Mikrobiální koroze železných kovů je možno rozlišovat na aerobní (za účasti kyslíku) a anaerobní (bez účasti kyslíku). Tyto typy korozí se mohou v různých podmínkách kombinovat a navzájem podporovat. Mikrobiální koroze vyvolává poruchy v naftařské průmyslu – na potrubí aj., škody na podzemních potrubích pro energetiku a vodu, škody v plynárenské průmyslu – na potrubí, škody na nádobách používaných pro skladování nukleárního odpadu aj. Mikrobiální korozi podléhají všechny slitiny železa (oceli), naprosto spolehlivě odolává této korozi pouze titan. Nejnebezpečnějším typem mikrobiální koroze je anaerobní koroze s tvorbou biofilmů za účasti sulfátredukujících bakterií.
Biofilm – jsou společenstva bakterií i vyšších organismů, která tvoří tenké povlaky na různých površích. Podmínkou jejich vzniku je přítomnost vody, živin, kyslíku (nebo jiného příjemce elektronů). K povrchu a zároveň k sobě navzájem přilnou bakterie svými povrchovými strukturami (polysacharidovými vlákny, fimbriemi). Uvnitř biofilmu probíhá látková výměna a soutěž o živiny. Typické biofilmy mívají vrchní vrstvu prokysličenou a spodní vrstvu bez kyslíku. Tato skutečnost je významná v dynamice jejich vzniku.
Sulfátredukující bakterie – jsou to anaerobní mechanismy, jejichž společným znakem je využití síranového aniontu (sulfátu) nebo i jiných kyslíkatých sloučenin či elementární síry jako akceptorů elektronů pro biologické oxidace. Místo kyslíku tedy vlastně dýchají sulfáty, některé z nich též nitráty a snad i fosfáty. Kyslík je pro některé z nich jedem, ale některé jej v malé koncentraci tolerují, jiné snad i částečně využívají. V přírodě jsou tyto bakterie téměř všudypřítomné, vyskytují se v půdě, ve vodách a hlavně v usazeninách na dně moří i rybníků či v naplaveninách u ústí řek. Jejich role je nezastupitelná, neboť jsou důležitými účastníky přírodního koloběhu síry.
Mechanismy mikrobiální koroze
Bakterie samy o sobě žádný korozní děj nezpůsobují, ale mnohé z nich se korozních procesů účastní a výrazně je podporují.
Aerobní koroze – je např. elektrochemický proces, při němž v místě s odlišnou strukturou vznikne na vlhkém povrchu železa lokální elektrický článek. Vznikají hydroxidy a oxidy železa, které jsou zdrojem vznikající koroze. Koroze se podporuje vznikem koncentračních článků nebo působením kyselých produktů bakteriálního metabolismu.
Abiotická anaerobní koroze – korozním činidlem je při ní sulfan (sirovodík), anodickou reakcí při ní vznikají sulfidy železa, které jsou korozivní. Koroze pod anaerobním biofilmem je tato výrazně urychlována.
Střídání aerobních a anaerobních podmínek korozi oceli urychluje. Rychlost koroze se výrazně zvýší, když je v kapalině kyslík a sulfan zároveň. Korozními produkty jsou přitom převážně sulfidy železa. Důležitá je však přítomnost kyslíku. Také přeměny oxidických a anoxidických produktů mohou narušovat ochranný povlak a urychlovat korozi. Také sulfátredukující bakterie přispívají zrychlené korozi.
Teorie korozivních metabolitů – předpokládá, že sulfátredukující bakterie produkují vysoce korozivní sloučeninu redukovaného fosforu, který velmi rychle napadá železný povrch, a tím vznikají fosfidy železa.
The Effect of the Coloured Zones around Welding Joints on the Properties of Welding Joints, Their Heat-Affected Zones and Other Surroundings of Welds – Prediction, Verification and Validation; the Effects of Other Types of Corrosion
Welding joints and their surroundings, including their heataffected zones, are often negatively affected by heat input into the place of the joint. After the process of welding and often after soldering there occur high-temperature oxides on the surface of the material. The colours which then occur on the welding (solder) joint are a prediction of certain effects on mechanical, physical, chemical, and technological properties.



NEJčtenější souvisejicí články (v posledních 30-ti dnech)
Pro stavební svařované staticky, dynamicky a únavově namáhané konstrukce, pracující za teplot v podcreepové oblasti jsou...
Nejprve to hlavní – co si představit pod pojmem slabý plech. Je to tenký plech válcovaný za studena plech tloušťky 0,6 –...
Pájení je několik tisíciletí stará metoda spojování materiálů, od počátku 20. století využívaná průmyslově. Výhodou je m...
NEJlépe hodnocené související články
První jeřábový hák na světě vyrobený technikou 3D tisku úspěšně prošel zátěžovými testy na 80 tun a souvisejícími kontro...
uvedl v rozhovoru pro časopis KONSTRUKCE Ing. Lumír Al-Dabagh, generální ředitel ZVU STROJÍRNY, a. s....
NEJdiskutovanější související články
Svařování obalenou elektrodou rozhodně nepatří mezi zastaralé metody. Použití kvalitní obalené elektrody umožňuje vytvoř...
Při návrhu svařované mostní konstrukce pro městkou komunikaci v Praze Troji byla posuzována možnost použít místo klasick...
Hliník se nesvařuje s takovou samozřejmostí jako jiné kovy. Jeho velká afinita ke kyslíku, rychlá tvorba kysličníku hlin...



ISSN 1803-8433 | © Copyright 2002 - 2026 KONSTRUKCE Media, s.r.o.
Jakékoliv užití obsahu včetně převzetí, šíření či dalšího zpřístupňování článků a fotografií je bez souhlasu nakladatelství zakázáno.
KONSTRUKCE Media, s.r.o., se sídlem Starobělská 1133/5, 700 30 Ostrava, zapsaná v obchodním rejstříku vedeným u Krajského soudu v Ostravě, oddíl C, vložka 22003, Identifikační sídlo: 25851276 | Tel.: 597 317 578 | Fax: 597 579 166


