







 Svařování a dělení Vliv oxidických vrstev a strusky po řezání plazmou na kvalitu svarových spojů VP ocelí
Svařování a dělení Vliv oxidických vrstev a strusky po řezání plazmou na kvalitu svarových spojů VP ocelíVliv oxidických vrstev a strusky po řezání plazmou na kvalitu svarových spojů VP ocelí
Rubrika: Svařování a dělení
Řezání přesnou plazmou, někdy také nazývanou dvouplynovou plazmou je stále běžnější proces přípravy svařenců. Při řezání je především kladen důraz na rychlost a kvalitu řezu, ale neméně důležitá je návaznost na další zpracování polotovaru. Většinou jsou takto řezané díly svařovány a častokrát probíhá další příprava svarových hran. Moderní plazmové řezací stroje například SUPRAREX™ společnosti ESAB umožňují přímou přípravu svarových hran pomocí úkosovacích agregátů VBA Expert PRO až do úhlu 45 °. Takto řezané díly lze svařovat bez další přípravy svarových hran.

Vysokopevné oceli s mezí kluzu vyšší než 690 MPa dodané dle ČSN EN 10025-6 jsou používány v konstrukcích s požadavkem na odlehčenou konstrukci: mobilní jeřáby, podvalníky, důlní výztuže, lžíce bagrů a nakladačů. Svařitelnost těchto materiálů je obecně velmi dobrá. V sortimentu přídavných materiálů ESAB je pro vysokopevné oceli vyčleněna řada přídavných materiálů OK AristoRod 59, 69 79 a 89.
Cílem zkoušek popsaných v předkládaném příspěvku je prověření vlastností koutových svarů vysokopevných materiálů S890 QL1, S690 QL a XABO 960. Vždy minimálně jedna hrana je řezaná plazmou a svařována bez odstranění vrstvy oxidů a TOO. Na výsledných svarech byla provedena vizuální zkouška, zkouška tvrdosti a hodnocena odolnost svarového kovu proti vzniku trhlin za tepla.
PŘÍPRAVA VZORKŮ
Základní materiál
Za základní materiál jsme zvolili vysokopevné plechy tlouštky 6, 10 a 12 mm. Další údaje o výrobci a jakosti materiálu jsou uvedeny v tabulce č. 1, chemické složení základních materiálů uvádíme v tabulce č. 2.
| Tab. 1 – Použité základní materiály – přehled | |||
| Vzorek | Tloušťka plechu | Jakost materiálu | Výrobce |
| A | 6 mm | S 890 QL1 | Ilsengburger Grobblech |
| B | 10 mm | S 890 QL | Industeel (Arcelor) |
| C | 12 mm | XABO 960 | ThyssenKrupp Stahl |
| Tab. 2 – Chemické složení ZM | ||||||||||||||||
| % C | % Si | % Mn | % P | % S | % N | % Al | % Cu | % Cr | % Ni | % Nb | % Mo | % V | % Ti | % B | % Zr | |
| A | 0,18 | 0,45 | 1,30 | 0,013 | 0,0010 | 0,006 | 0,048 | 0,020 | 0,58 | 0,910 | 0,000 | 0,310 | 0,040 | 0,100 | 0,0001 | 0,00 |
| B | 0,15 | 0,353 | 1,26 | 0,009 | 0,0019 | 0,0065 | 0,042 | 0,085 | 0,31 | 0,066 | 0,000 | 0,006 | 0,003 | 0,028 | 0,0025 | 0,001 |
| C | 0,17 | 0,40 | 1,41 | 0,008 | 0,0010 | 0,0051 | 0,020 | 0,200 | 0,62 | 0,300 | 0,021 | 0,460 | 0,020 | 0,004 | 0,0002 | - |
| Tab. 3 – Mechanické vlastnosti ZM | ||||
| Vzorek | Rp0,2 | Rm | A | Charpy V při -60 °C |
| A | 939 | 989 | 12 % | 25 |
| B | 756 | 804 | 14 % | 61 |
| C | 1001 | 1057 | 13 % | 64 |
| Tab. 4 – Typické chemické složení PM | |||||||||||||
| % C | % Si | % Mn | % P | % S | % Al | % Cu | % Cr | % Ni | % Mo | % V | % Ti | % Zr | |
| min | 0,08 | 0,060 | 1,60 | - | - | - | - | 0,25 | 2,10 | 0,45 | - | - | - |
| max | 0,12 | 0,90 | 2,10 | 0,015 | 0,018 | 0,03 | 0,15 | 0,45 | 2,30 | 0,70 | 0,03 | 0,15 | 0,03 |
| Tab. 5 – Typické hodnoty svarového kovu OK AristoRod 89 | ||||
| Vzorek | Rp0,2 | Rm | A | Charpy V při -60 °C |
| min | 890 | 940 | 15 % | 47 J |
| max | - | 1180 | - | - |
| typ | 920 | 1000 | 17 % | 60 J |
| Tab. 6 – tvrdost HV 10 zkoušených materiálů | |||||
| ZM | TOO | SK | TOO | ZM | |
| A1 | 354 | 336 | 348 | 333 | 342 |
| A2 | 345 | 339 | 342 | 336 | 345 |
| A3 | 354 | 342 | 345 | 342 | 348 |
| B1 | 319 | 309 | 276 | 304 | 302 |
| B2 | 297 | 299 | 270 | 309 | 304 |
| B3 | 312 | 299 | 270 | 309 | 304 |
| C1 | 345 | 333 | 373 | 342 | 345 |
| C2 | 351 | 327 | 376 | 330 | 342 |
| C3 | 342 | 330 | 387 | 339 | 354 |
Přídavný materiál
Přídavný materiál byl zvolen s ohledem na mez pevnosti všech základních materiálů. OK AristoRod 89, nepoměděný, nízkolegovaný Cr-Ni-Mo drát pro vysokopevné svary, případně pro svary s požadavkem na vysokou vrubovou houževnatost při nízkých teplotách. Hlavní legující prvky jsou 0,4 % Cr, 2,2 % Ni, 0,55 % Mo. Typické materiály, pro které je OK AristoRod 89 vhodný: S890QL, Weldox 900, 1100, 1300, Domex 960, XABO 890, 960, 1100, NAXTRA 70, OX-700,800,1002, Optim 900QC, 1100QC, TI-HY 80.
Typický svarový kov dosahuje vlastností uvedených v tabulce č. 5 a je vhodný pro všechny zkoušené materiály.
Příprava vzorků, řezání plazmou
Všechny vzorky byly řezány přesnou plazmou ESAB m3 200 A s hořákem PT-36. Použité plazmové plyny N-O2-N tedy startovací plyn dusík, plazmový plyn kyslík, stínící plyn dusík. S ohledem na tloušťku materiálu byly zvoleny 3 základní rychlosti 1 400 mm/min (1), 2 100 mm/min (2) a 2 500 mm/min (3). Pro přehlednost jsou všechny vzorky jednotlivých materiálů doplněny číslem podle rychlosti řezání. Rychlostní mody byly zvoleny tak, abychom obsáhli jak rychlý dělíc/produkční řez, tak kvalitní řez.
SVAŘOVÁNÍ KOUTOVÝCH SPOJŮ
Svařování proběhlo metodou 135 v ochranné atmosféře 82 % CO2, 18 % Ar. Postup svařování byl navržen v souladu s parametry pro ESAB SPW™ proces. Průměr drátu 0,8 mm s rychlostí podávání 25,0 m/min. Svařovací proud 240–260 A při svařovacím napětí 31,0 až 33,0 V. Rychlost svařování byla pro vzorky A 58,8 cm/min, pro vzorky B 37,5 cm/min a pro vzorky C 77,0 cm/min. Pro tloušťku 6 mm jsme zvolili velikost koutového svaru a = 4 mm, pro tloušťku 10 mm a = 5 mm a pro tloušťku 12 mm a = 3,5.
VYHODNOCENÍ
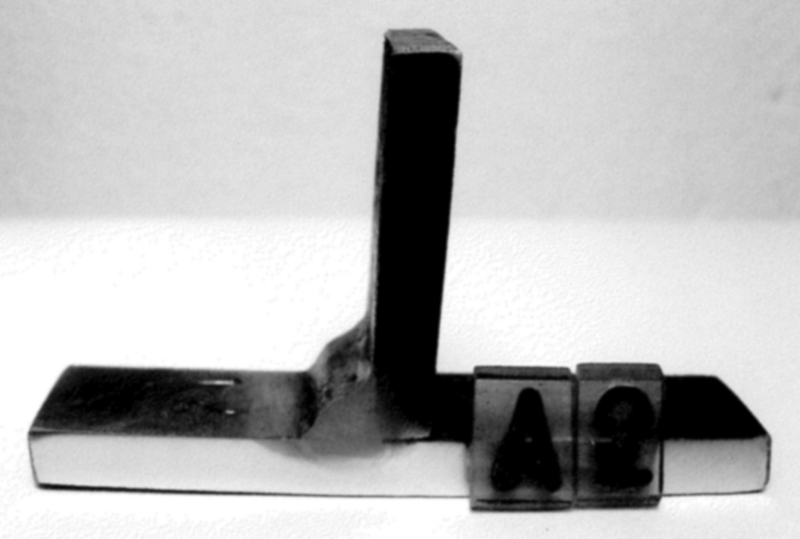
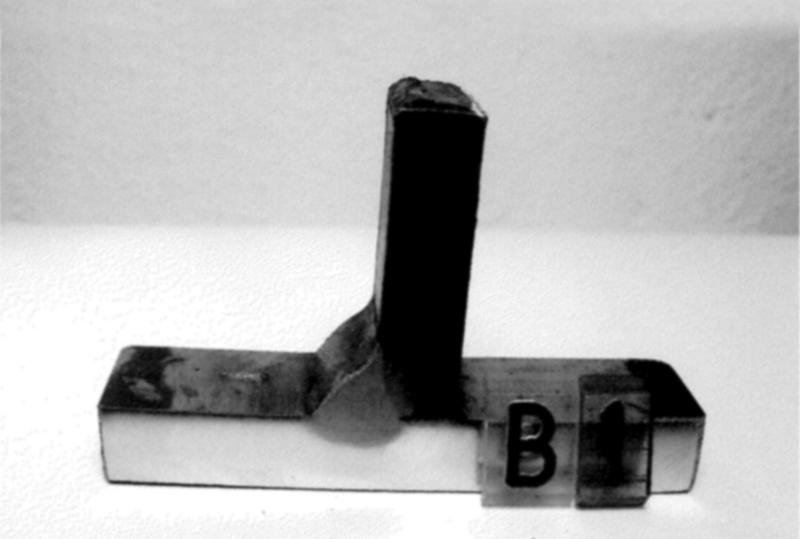
Analýzou mikrostruktury materiálu v místě řezu se nepodařilo prokázat vliv rychlosti řezání plazmou na velikost TOO. Velikost TOO po řezání plazmou se pohybovala v rozmezí 2–3 mm u všech zkoušených vzorků. Po naleptání 10% roztokem bromu v metanolu jsme získali povrch pro hodnocení makrostruktury svarového spoje. Všechny vzorky B a C a rozněž vzorek A1 vykazovaly povrch bez trhlin a jiných vad. Vzorky A2 a A3 vždy po jednom póru do velikosti 0,2 mm. Vybrané hodnocení makrostruktury uvádíme na obrázcích 1 až 3.
Mechanické vlastnosti jednotlivých vzorků jsme prověřovali zkouškou tvrdosti HV 10 napříč svarovým spojem v ose A–B. Směr zkoušení ZM – TOO – SK – TOO – ZM. Dosahované tvrdosti svarového kovu klesly pouze u vzorku B o cca 9 % proti tvrdostem základního materiálu. U všech dalších vzorků se pohybovaly na, nebo nad úrovní tvrdosti základního materiálu. Detailní přehled tvrdostí materiálů je uveden v tabulce č. 6.
ZÁVĚR
Cílem zkoušek svarových spojů s hranami po řezání plazmou bylo prokázat možnost jejich použití bez dalšího mechanického zpracování nebo čištění hran. Navržené koutové svarové spoje na tloušťkách 6, 10 a 12 mm při svařování metodou 135 postupem SPW™ vyhovují tvrdostí požadavkům na základní materiál. Při hodnocení mikro a makrostruktury nebyly nalezeny vměstky ani jiné nečistoty, nebo pozůstatky oxidické vrstvy ve svarovém kovu. Svarové spoje vyhověly při zkoušce odolnosti proti vzniku trhlin za tepla. Uvedený postup přípravy svarového spoje tedy lze doporučit s odkazem na vysokorychlostní parametry svařování.
Impact of Oxidic Layers and Slags after Plasma Cutting on the Quality of Welded Joints of High-strength Steels
Cutting with precise plasma, sometimes also called doublegas plasma is more and more frequent process of preparing the weldment. During cutting the emphasis is mainly on speed and quality of cut, but the connection to further processing of a semi-finished product is also important. Monthly such cut parts are welded and many times there is further preparation of welded edges. Modern plasma cutting machines such as SUPRAREX™ from the company ESAB enable direct preparation of welded edges using scarf aggregates VBA Expert PRO up to the angle of 45 °. Such cut parts may be welded without preparing the welding edges. The purpose of tests described in the submitted article is the verification of characteristics of corner welds of the high-strength materials S890 QL1, S690 QL and XABO 960.

NEJčtenější souvisejicí články (v posledních 30-ti dnech)
Pro stavební svařované staticky, dynamicky a únavově namáhané konstrukce, pracující za teplot v podcreepové oblasti jsou...
Pájení je několik tisíciletí stará metoda spojování materiálů, od počátku 20. století využívaná průmyslově. Výhodou je m...
Nejprve to hlavní – co si představit pod pojmem slabý plech. Je to tenký plech válcovaný za studena plech tloušťky 0,6 –...
NEJlépe hodnocené související články
První jeřábový hák na světě vyrobený technikou 3D tisku úspěšně prošel zátěžovými testy na 80 tun a souvisejícími kontro...
uvedl v rozhovoru pro časopis KONSTRUKCE Ing. Lumír Al-Dabagh, generální ředitel ZVU STROJÍRNY, a. s....
NEJdiskutovanější související články
Svařování obalenou elektrodou rozhodně nepatří mezi zastaralé metody. Použití kvalitní obalené elektrody umožňuje vytvoř...
Při návrhu svařované mostní konstrukce pro městkou komunikaci v Praze Troji byla posuzována možnost použít místo klasick...
Hliník se nesvařuje s takovou samozřejmostí jako jiné kovy. Jeho velká afinita ke kyslíku, rychlá tvorba kysličníku hlin...



ISSN 1803-8433 | © Copyright 2002 - 2026 KONSTRUKCE Media, s.r.o.
Jakékoliv užití obsahu včetně převzetí, šíření či dalšího zpřístupňování článků a fotografií je bez souhlasu nakladatelství zakázáno.
KONSTRUKCE Media, s.r.o., se sídlem Starobělská 1133/5, 700 30 Ostrava, zapsaná v obchodním rejstříku vedeným u Krajského soudu v Ostravě, oddíl C, vložka 22003, Identifikační sídlo: 25851276 | Tel.: 597 317 578 | Fax: 597 579 166


