







 Svařování a dělení Vizuální kontrola svarů – požadavky výrobkových norem, vady svarů z praxe, certifikace personálu NDT
Svařování a dělení Vizuální kontrola svarů – požadavky výrobkových norem, vady svarů z praxe, certifikace personálu NDTVizuální kontrola svarů – požadavky výrobkových norem, vady svarů z praxe, certifikace personálu NDT
Rubrika: Svařování a dělení
V systémech zabezpečení jakosti je svařování vedeno jako zvláštní proces, u kterého se jakost nedá zajistit pouze kontrolou a zkouškami hotového výrobku. Protože jen na základě těchto činností se nedá s konečnou platností potvrdit, že při svařování výrobku byly dodrženy všechny požadavky ovlivňující jakost. Z tohoto důvodu je třeba do systému jakosti zahrnout všechny činnosti, které ovlivňují jakost svařování od samého počátku a stanovením požadavků na výrobek již ve fázi uzavírání smlouvy, jeho konstrukce, v průběhu výroby, kontroly a při předání zákazníkovi do užívání. Požadavky na jakost při svařování jsou shrnuty v řadě norem ČSN EN ISO 3834. Tato norma není normou o systému jakosti nahrazující ČSN EN ISO 9001, ale užitečný, dodatečný nástroj k používání tam, kde je ČSN EN ISO 9001 výrobci používána. V tomto případě musí být z certifikátů a dokumentace zřejmé, že požadavky ČSN EN ISO 9001 byly také plně dodrženy. ČSN EN ISO 3834 však může být použita nezávisle na ISO 9001. Požadavky na jakost při svařování specifických výrobku jsou shrnuty v řadě výrobkových norem ČSN EN 1090 pro provádění ocelových konstrukcí a hliníkových konstrukcí a řada norem ČSN EN 15085 pro železniční aplikace – Svařování železničních kolejových vozidel a jejich částí.

Otázka kvalifikace pracovníku kontroly ve firmách je v současné době dosti diskutována a není zcela jasné, jak se v ní orientovat.
Požadavky na jakost při tavném svařování kovových materiálů stanovuje řada norem ČSN EN ISO 3834. V části 1 této normy je uvedena definice kvalifikované osoby, cituji: osoba, jejíž způsobilost a znalosti byly získány vzděláním, výcvikem a/nebo odpovídající praxí, pozn. K prokázání úrovně způsobilosti a znalostí může být požadována kvalifikační zkouška. V dalších částech normy ČSN EN ISO 3834 jsou stanoveny kritéria na pracovníky kontroly podle požadavků na jakost ČSN EN ISO 3834-2: Vyšší požadavky na jakost, ČSN EN ISO 3834-3: Standartní požadavky na jakost, ČSN EN ISO 3834-4: Základní požadavky na jakost. V části 5 : dokumenty, kterými je nezbytné se řídit pro dosažení shody s požadavky na jakost podle ISO 3834-2, ISO 3834-3 nebo ISO 3834-4, je uvedený odkaz pro personál nedestruktivního zkoušení na normu ISO 9712. Tato norma je zavedena v České republice od 1. března 2013 a je adekvátní k normě ČSN EN 473. V jednotlivých částech normy ČSN EN ISO 3834-2, 3 a 4 je uveden požadavek na personál nedestruktivního zkoušení, že musí být kvalifikován. Pro vizuální kontrolu není nutno vyžadovat kvalifikační zkoušku. V případě, kdy není kvalifikační zkouška vyžadována, musí být způsobilost ověřena výrobcem.
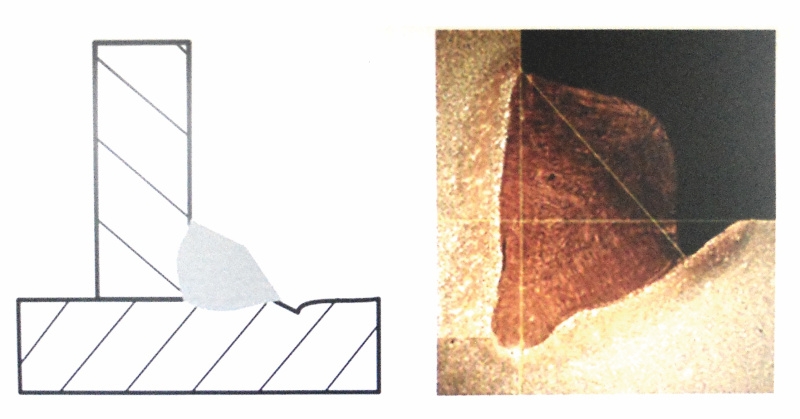
Pro výrobce, kteří svařují ocelové konstrukce (obr. 1) je platná ČSN EN 1090-2+A1: Provádění ocelových konstrukcí a hliníkových konstrukcí – Část 2: Technické požadavky na ocelové konstrukce a ČSN EN 1090-3:Technické požadavky na hliníkové konstrukce. Norma ČSN EN 1090-2+A1 uvádí v kapitole 12.4.1 cituji: Kontrola před a během svařování se musí zahrnout do kontrolního plánu v souladu s požadavky uvedenými v odpovídající části EN ISO 3834. Všeobecně se používá ultrazvuková nebo radiografická zkouška na tupé svary a kapilární nebo magnetická prášková zkouška na koutové svary. NDT s výjimkou vizuální zkoušky musí provést kvalifikovaná osoba, která má kvalifikaci úrovně 2 podle EN 473.
Taktéž norma ČSN EN 1090-3 uvádí v kapitole 12.4.2.2 cituji: 12.4.2.2 Kvalifikace kontrolního personálu NDT, s výjimkou vizuální kontroly, musí provádět kvalifikovaný personál úrovně 2, jak je uvedeno v EN 473.
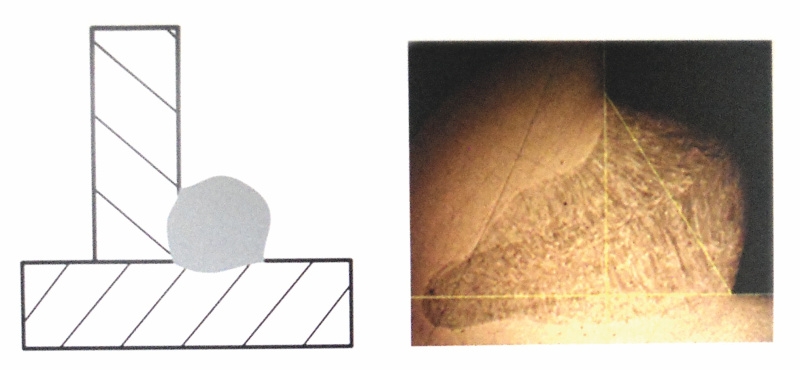
Pro železniční aplikace (obr. 2) je zavedena řada norem ČSN EN 15085-1,2,3,4 a 5. Část 3 normy ČSN EN 15085 je zaměřena na konstrukční požadavky železničních kolejových vozidel a jejich částí. Norma definuje tzv. třídy provedení svaru. Třída provedení svaru musí být určena ve fázi návrhu v závislosti na bezpečnostní kategorii a kategorii namáhání. Svarové spoje železničních kolejových vozidel jsou rozděleny do šesti tříd provedení svaru viz tabulka 1.
| Tabulka 1 – Provedení svaru | |||
| Kategorie namáhání | Bezpečnostní kategorie | ||
| vysoká | střední | nízká | |
| vysoká | CP A a | CP B c | CP C2 |
| střední | CP B b | CP C2 | CP C3 |
| nízká | CP C1 d | CP C3 | CP D |
|
a Třída provedení svaru CP A je zvláštní třídou, která se používá pouze pro svary s úplným provařením a zcela přístupné kontrole při výrobě a údržbě. |
|||
Třída provedení svaru a třída kontroly musí být vyznačeny na výkresech nebo jiných dokumentech, např. v seznamech částí. S třídou provedení svaru úzce souvisí pojem třídy kontroly svaru CT. Třída kontroly používaná pro každý svarový spoj je určena v závislosti na třídě provedení svaru stanovené dříve, viz tabulka 2. Tyto třídy kontroly jsou používány pro identifikaci různých druhů a minimálních úrovní kontrol svarových spojů.
| Tabulka 2 – Třídy kontroly svarových spojů | |
| Třída provedení svaru | Třída kontroly - minimální požadavek |
| CP A | CT1 |
| CP B | CT2 |
| CP C1 | CT2 |
| CP C2 | CT3 |
| CP C3 | CT4 |
| CP D | CT4 |
V části 5: Kontrola, zkoušení a dokumentace, normy ČSN EN 15085-5 je uvedena tabulka zkoušek, které musí být provedeny během výroby. Z této tabulky vyplývá, že VT kontrola se provádí 100 %, to znamená: požadavek na zkoušení úplné délky svaru a na všech zhotovených kusech. Tato tabulka definuje pro jaké třídy kontroly svarů musí být provedena VT a jakým personálem. Pro třídy kontroly CT 1 a CT 2 musí být provedena vizuální prohlídka osobou certifikovanou podle EN 473 a musí být dokladována. Pro třídu kontroly CT 3 musí být provedena vizuální prohlídka alespoň kvalifikovanou osobou výrobce a má být dokladována. Pro třídu kontroly CT 4 musí být provedena vizuální prohlídka alespoň svářeči, kteří jsou vyškoleni pro vizuální prohlídku a dokumentace se nepožaduje.
České dráhy, a. s. vydaly předpis ČD V95/5 pro výrobce i opravce železničních kolejových vozidel, jejich celků a komponentů. V příloze 1 předpisu V95/5- změna 2, je nezměněná citace normy ČSN EN 15085- 3: pro třídy kontroly CT 1 a CT 2 musí být provedena vizuální prohlídka osobou certifikovanou podle EN 473 a musí být dokladována. Pro třídu kontroly CT 3 musí být provedena vizuální prohlídka alespoň kvalifikovanou osobou výrobce a má být dokladována. Pro třídu kontroly CT 4 musí být provedena vizuální prohlídka alespoň svářeči, kteří jsou vyškoleni pro vizuální prohlídku a dokumentace se nepožaduje.
Norma ČSN EN ISO 9712 (Nedestruktivní zkoušení – Kvalifikace a certifikace pracovníků NDT) je zavedena v České republice od 1. března 2013 a nahrazuje normu ČSN EN 473 z ledna 2009. Z pohledu systému získávání kvalifikace se nic zásadního nemění, jsou zachovány vstupní požadavky na uchazeče, na kvalifikační zkoušku, certifikace, recertifikace apd. Zdůrazněny jsou odpovědnosti zaměstnavatele v kapitole 5.5 této normy.
REKAPITULACE
Norma ČSN EN ISO 17637: Nedestruktivní zkoušení svarů - Vizuální kontrola tavných svarů, definuje kvalifikaci personálu v kapitole 3. Cituji: Vizuální kontrolu svarů a hodnocení výsledků pro konečnou přejímku musí provádět kvalifikovaný a způsobilý personál. Doporučuje se, aby personál byl kvalifikován podle ISO 9712 nebo podle srovnatelné normy ve vhodném kvalifikačním stupni v relevantním průmyslovém sektoru. Toto „kouzelné slůvko“ doporučuje se, dává různé možnosti k postojům školení a certifikacím NDT pracovníků. Při rekapitulaci těchto faktů, vyplývá, že požadavky na certifikovaný personál provádějící vizuální kontrolu je závislý na výrobkových normách a jejich požadavcích. V tabulce 3 jsou uvedeny jednotlivé normy a jejich požadavky na personál provádějící vizuální kontrolu. Certifikát pracovníků vizuální kontroly dle EN 473/ISO 9712 je vyžadován výrobkovými normami pouze na vyšším stupni kontroly.
| Tabulka 3 – Požadavky na personál provádějící vizuální kontrolu dle výrobkových norem | ||
| Norma | Certifikát dle EN 473/ISO 9712 | Osvědčení o proškolení ČSN EN ISO 17637 |
| ČSN EN ISO 3834-2,3,4 | ne | ano |
| ČSN EN 1090-2,3 | ne | ano |
|
ČSN EN 15085-2 |
ano ne |
ne ano |
|
předpis ČD V95/5 |
ano ne |
ne ano |
PŘECHOD EN 473 NA ISO 9712
Norma ČSN EN ISO 9712 (dříve ČSN EN 473) stanovuje požadavky na kvalifikaci a certifikaci pracovníků NDT. V kapitole 6 jsou popsány kvalifikační stupně. Z definice jednotlivých kvalifikačních stupňů je zřejmé, že vystavit protokol o VT může pouze osoba certifikovaná ve stupni 2 nebo 3 dle ČSN EN ISO 9712.
Nové metody zkoušení jsou zvýrazněny v tabulce metod.
| Tabulka 4 – Metody zkoušení | |
| NDT metoda | zkratka |
| Zkoušení akustickou emisí | AT |
| Zkoušení vířivými proudy | ET |
| Zkoušení infračervenou termografií | TT |
| Zkoušení těsnosti | LT |
| Zkoušení magnetické | MT |
| Zkoušení kapilární | PT |
| Zkoušení radiografické | RT |
| Zkoušení tenzometrické | ST |
| Zkoušení ultrazvukem | UT |
| Zkoušení vizuální | VT |
Kvalifikační stupně zůstavají v platnosti stupně kvalifikace 1, 2, 3. Pro všechny kvalifikačni stupně (v jednotlivých metodách) musí uchazeč úspěšně absolvovat školení (teoretické a praktické), které jsou uznány certifikačním orgánem.
Minimální požadavky na školení jsou popsány v Tab. 5
| Tabulka 5 – Minimální požadavky na školení | |||
| NDT metoda | Stupeň 1 (hod) | Stupeň 2 (hod) | Stupeň 3 (hod) |
| Zkoušení akustickou emisí | 40 | 64 | 48 |
| Zkoušení vířivými proudy | 40 | 48 | 48 |
| Zkoušení těsnosti B-metoda změn tlaku | 24 | 32 | 32 |
| Zkoušení těsnosti C-metoda zkušebního plynu | 24 | 40 | 40 |
| Zkoušení magnetické | 16 | 24 | 32 |
| Zkoušení kapilární | 16 | 24 | 24 |
| Zkoušení tenzometrické | 16 | 24 | 20 |
| Zkoušení infračervenou termografii | 16 | 80 | 40 |
| Zkoušení radiografické | 40 | 80 | 40 |
| Zkoušení ultrazvukem | 40 | 80 | 40 |
| Zkoušení vizuální | 16 | 24 | 24 |
| Poznámka: u RT hodiny školení nezahrnují školení z radiační bezpečnosti |
|||
Žlutě označené pole jsou změny v počtu hodin školení pro jednotlivé metody zkoušení oproti normě EN 473.
Nově je v normě uvedeno, v případě že část praxe bude vykonána po úspěšném složení kvalifikační zkoušky, výsledek zkoušky zůstává platný po dobu 2 let, popřípadě po celou dobu praxe požadované pro danou metodu NDT, podle toho, která doba je delší.
| Tabulka 6 – Minimální průmyslová praxe | |||
| NDT metoda | Praxe (měsíce) a | ||
| Stupeň 1 | Stupeň 2 | Stupeň 3 | |
| AT, ET, LT, RT, UT, TT | 3 | 9 | 18 |
| MT, PT, ST, VT | 1 | 3 | 12 |
|
a délka praxe je založena na pracovní době 40hod/týdně. Pokud osoba pracuje déle než 40 hod týdně, může být do praxe započítán celkový počet hodin, ale požaduje se předložení důkazu této praxe. |
|||
KAPITOLA 7.4 POŽADAVKY NA ZRAKOVÉ SCHOPNOSTI - VŠECHNY STUPNĚ
Uchazeč musí prokázat písemným dokladem uspokojivé zrakové schopnosti v souladu s následujícími požadavky:
a) ostrost vidění nablízko musí umožňovat minimálně čtení Jaeger textu číslo 1 nebo písma Times Roman N 4.5 nebo ekvivalentního písma (mající výšku písma 1,6 mm) ze vzdálenosti nejméně 30 cm jedním nebo oběma očima, bez korekce nebo s korekcí;
b) schopnost vidění barev musí být dostatečná k tomu, aby uchazeč mohl rozeznávat a rozlišovat kontrast mezi barvami nebo odstíny šedi, které se používají v NDT metodě podle určení zaměstnavatele.
Certifikační orgán může zvážit nahrazení požadavků v a) vhodnou alternativou.
V návaznosti na certifikaci musí být testy ostrosti vidění nablízko prováděny jedenkrát ročně a musí být ověřeny zaměstnavatelem!!!
NOVINKA
Administrativa
Uchazeč, který splňuje všechny podmínky, musí být certifikován a certifikační orgán musí učinit dostupný důkaz o této certifikaci dostupným. Toho lze dosáhnout vydáním tištěné formy certifikátu (certifikátů) a/nebo kapesního průkazu (kapesních průkazů) o způsobilosti (viz 9.2) a/nebo elektronickým uložením a zobrazením příslušných informací na webových stránkách certifikačního orgánu.
Digitální certifikáty
Digitální certifikáty mohou být poskytnuty místo nebo spolu s tištěnou formou certifikátu (certifikátů).
V tomto případě, pokud je to v souladu s národními předpisy, následující údaje budou dostupné zainteresovaným stranám bez vyžádání (online na webových stránkách certifikačního orgánu):
- oficiální název, kontaktní údaje a eventuální akreditační status certifikačního orgánu;
- jméno a příjmení certifikované osoby;
- jednoznačné osobní identifikační číslo certifikované osoby;
- fotografie certifikované osoby (pořízená během posledních 10 let);
- datum vydání a platnosti certifikátu;
- rozsah certifikace včetně stupně, NDT metody (metod) a příslušného sektoru (příslušných sektorů);
- jakákoliv omezení certifikace, je-li to vhodné.
Pokud je možné údaje vytisknout přímo z webových stránek certifikačního orgánu, musí každý výtisk obsahovat datum tisku a prohlášení, že aktuální certifikační status je možné ověřit na příslušné webové stránce.
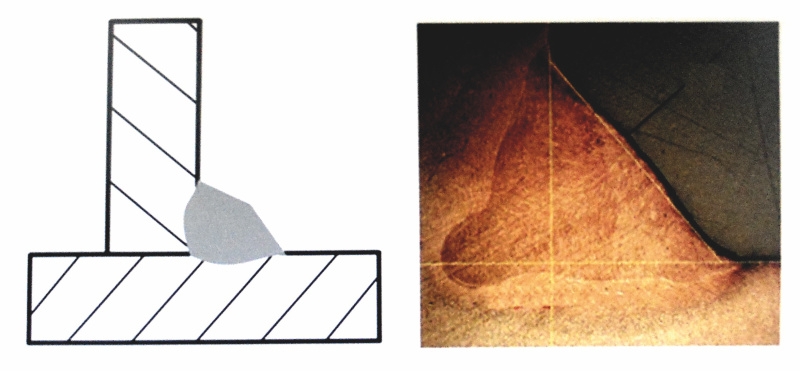
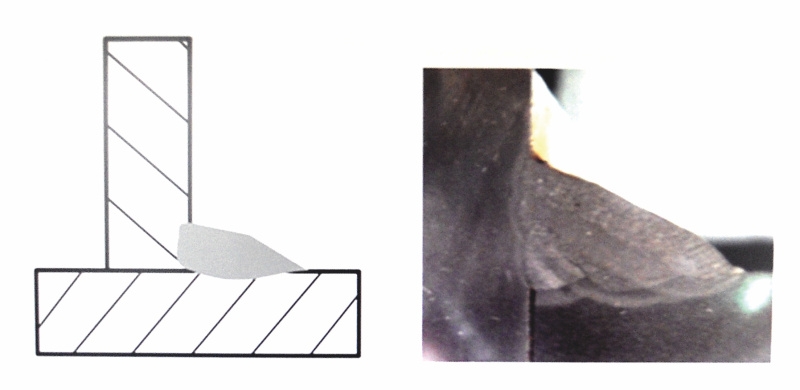
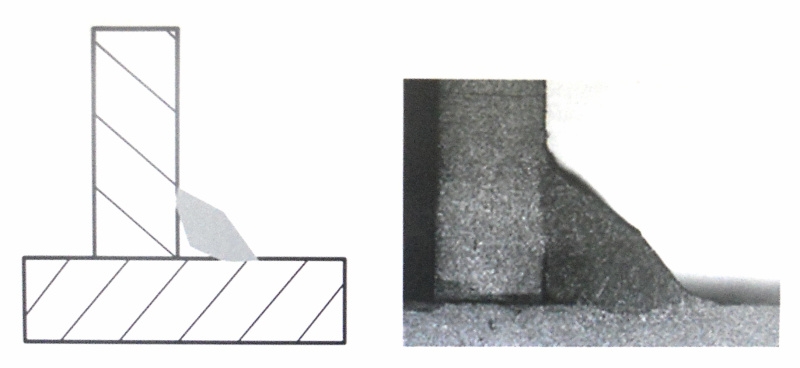
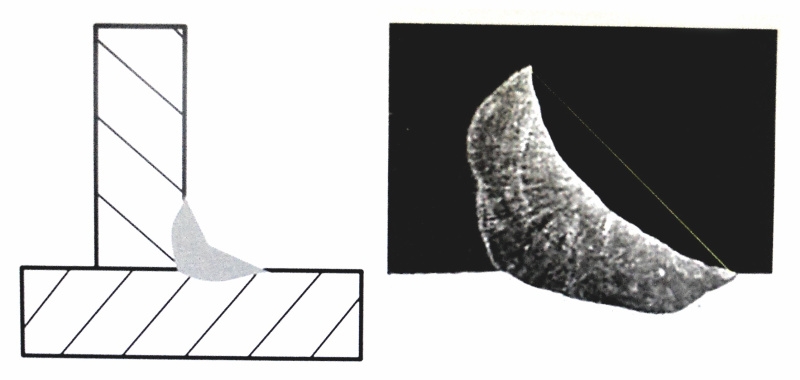
VADY SVAROVÝCH SPOJŮ A JEJICH VLIV NA ŽIVOTNOST SVAŘOVANÝCH KONSTRUKCÍ
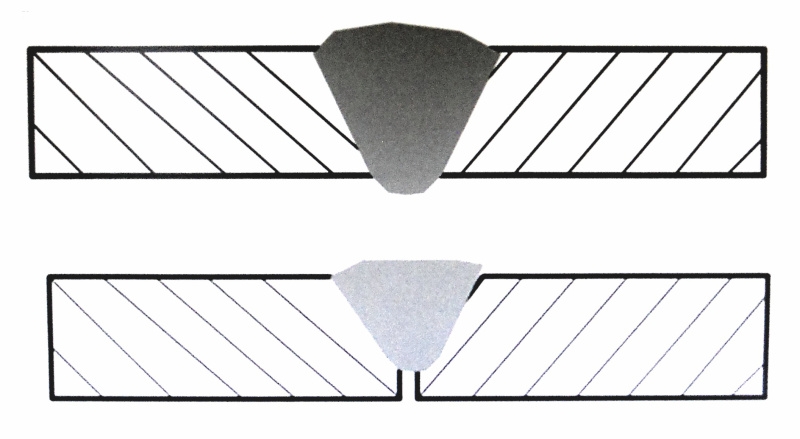
V normě ČSN EN ISO 6520-1 je vada definována jako nespojitost ve svaru nebo odchylka od zamýšlené geometrie. Jak tyto odchylky či nespojitosti ovlivňují životnost svařovaných konstrukcí? Některé z vad zcela zásadně! Nejběžnější vady a jejich vliv na životnost svařovaných konstrukcích jsou, neprovařený kořen, nadměrné převýšení, zápal atd. Každý svar v konstrukci je sám o sobě vrub, při nesprávném provedení svarového spoje se riziko snížení únostnosti konstrukce nebo destrukce zvyšuje! Na základě zkoušek životnosti dynamicky namáhaných svařovaných konstrukcí jsou na následujících obrázcích znázorněny jednotlivé vady (dle ČSN EN ISO 6520-1, resp. ČSN EN ISO 5817) a jejich vliv na životnost konstrukce při úvaze že 100% životnost je 10 000 hodin.
ZÁVĚR
Cílem příspěvku je seznámit odbornou veřejnost s problematikou certifikací osob provádějící vizuální kontrolu svaru v návaznosti na požadavky výrobkových norem. Je zdůrazněn vliv vad na životnost svařovaných konstrukcí. Příspěvek může být vodítkem pro svářečský dozor, kontrolory, ale i samotné svářeče.
ZDROJE INFORMACÍ:
- HRSTKA, D.: Monitorování svařovacích parametrů u metody svařování MAG jako prostředek zajištění kvality svaru, [Disertační práce]. Technická univerzita v Liberci, Fakulta strojní, 2011
- řada norem ČSN EN ISO 3834
- norma ČSN EN 1090-2+A1
- řada norem ČSN EN 15085
- předpis ČD V95/5
- norma ČSN EN ISO 17637
- norma ČSN EN ISO 9712
- norma ČSN EN ISO 6520-1
- norma ČSN EN ISO 5817
Visual Welding Joints Control – Production Standards Requests, Joints Faults from Practice, Personnel NDT Certification
In quality security systems, welding is a separate process, in which the quality cannot be guaranteed only by control and testing of the finished product. Based only on these activities, it is not possible to guarantee that all the requirements influencing quality in product welding were kept. That is why it is necessary to include into the quality system all the activities that influence the quality of welding from the very beginning and define the product requirements already in the phase of closing the deal, product construction, during the production phase, as well as during control and delivering to a customer for practical use. Quality requirements during welding are summarised in several standards in ČSN EN ISO 3834.


NEJčtenější souvisejicí články (v posledních 30-ti dnech)
V příspěvku jsou uvedeny výsledky, které byly získány v rámci výroby dynamicky a únavově namáhaných svařovaných konstruk...
Nejprve to hlavní – co si představit pod pojmem slabý plech. Je to tenký plech válcovaný za studena plech tloušťky 0,6 –...
NEJlépe hodnocené související články
První jeřábový hák na světě vyrobený technikou 3D tisku úspěšně prošel zátěžovými testy na 80 tun a souvisejícími kontro...
uvedl v rozhovoru pro časopis KONSTRUKCE Ing. Lumír Al-Dabagh, generální ředitel ZVU STROJÍRNY, a. s....
NEJdiskutovanější související články
Svařování obalenou elektrodou rozhodně nepatří mezi zastaralé metody. Použití kvalitní obalené elektrody umožňuje vytvoř...
Při návrhu svařované mostní konstrukce pro městkou komunikaci v Praze Troji byla posuzována možnost použít místo klasick...
Hliník se nesvařuje s takovou samozřejmostí jako jiné kovy. Jeho velká afinita ke kyslíku, rychlá tvorba kysličníku hlin...



ISSN 1803-8433 | © Copyright 2002 - 2026 KONSTRUKCE Media, s.r.o.
Jakékoliv užití obsahu včetně převzetí, šíření či dalšího zpřístupňování článků a fotografií je bez souhlasu nakladatelství zakázáno.
KONSTRUKCE Media, s.r.o., se sídlem Starobělská 1133/5, 700 30 Ostrava, zapsaná v obchodním rejstříku vedeným u Krajského soudu v Ostravě, oddíl C, vložka 22003, Identifikační sídlo: 25851276 | Tel.: 597 317 578 | Fax: 597 579 166


