







 Svařování a dělení Svařování průmyslových armatur jako tlakové výstroje – technologie a zkoušení
Svařování a dělení Svařování průmyslových armatur jako tlakové výstroje – technologie a zkoušeníSvařování průmyslových armatur jako tlakové výstroje – technologie a zkoušení
Rubrika: Svařování a dělení
Vydáním mezinárodní normy ČSN EN 16668, která je v platnosti od listopadu 2016, průmyslové armatury dostaly přesné požadavky pro výrobu a zkoušení. V této normě jsou řešeny všechny příslušné základní bezpečnostní požadavky na armatury uvedené ve směrnici pro tlaková zařízení 2014/68/EU. [1]
Vydáním normy ČSN EN 16668 byly stanoveny přesné zásady pro výrobce průmyslových armatur. Požadavky zákazníků často vycházely z normy pro potrubní systémy např. ČSN EN 13480, v které jsme často neuměli najít správné kontroly a vyhodnocení svarových spojů armatur. Každá armatura je součástí tlakového potrubního systému, má přesnou definici jako tlaková výstroj. Směrnice Evropského parlamentu a Rady 2014/68/EU nám říká: „tlakovou výstroji“ jsou zařízení, která mají provozní funkci a jejichž těleso je vystaveno tlaku. [3]
VÝROBA
Přibližně devadesát procent armatur vyráběných v naší společnosti ARMATURY Group, a. s. je v provedení svařovaném, a proto můžeme normu EN 16668 brát jako přesné technické zadání pro dodržení požadované jakosti. Plášť každé armatury tvoří tlakově namáhaná část provedená buď z výkovku, odlitku nebo zakruženého plechu. Další potřebné díly se svařováním připojují na plášť a vzniká tlaková obálka.
Svařované provedení zakruženého pláště s podélným svarem je povoleno za předpokladu dodržení následujících podmínek: [1]
- Specifikaci postupu svařování vlastní výrobce.
- Postupy svařování zvolené výrobcem jsou kvalifikovány pro danou oblast použití.
- Svářeči a svářečští operátoři jsou kvalifikováni pro jim přidělenou práci a jejich oprávnění je platné.
Pro výrobce to znamená přesné dodržení norem ČSN EN 15609; ČSN EN 15613; ČSN EN 15614-1; ČSN EN 15614-7 a dalších s nimi souvisejících. Armatury se také vyrábějí z různých jakostí materiálů podle provozních podmínek, které musí splňovat s ohledem na prostředí a medium (minusové teploty, kyselé prostředí, ropa, plyn, žáru odolné prostředí…). Používají se základní materiály podle TNI CEN ISO/TR 15608 od skupiny 1 až 11. Vlastníme celkem 130ks WPQR a určitě nejsme u konečného čísla. Abychom zaručili zákazníkovi kvalitu svařovacího procesu, je nutné tyto certifikáty průběžně provádět a vyhodnocovat navržený svařovací proces. Závěrem je nutno zdůraznit pro výrobu, že norma ČSN EN 16668 se opírá o normu ČSN EN 13445 – Netopené tlakové nádoby, nikoliv směrem k potrubním rozvodům.
TECHNOLOGIE SVAŘOVÁNÍ
Aplikace svařování s ohledem na druh technologie je u armatur široká. Běžné svařování hutních armatur s aplikací technologie 135 ve směsných plynech až po jakostní navařování plazmovým plynem těsnících ploch. Používáme klasickou technologii svařování obalenou elektrodou, svařování pod tavidlem, obloukové svařování tavící se elektrodou v ochranném aktivním i inertním plynu a obloukové svařování netavící se elektrodou v ochranném inertním plynu. V letošním roce jsme kvalifikovali proces 125 – svařování pod tavidlem trubičkovým drátem a proces 121 pro vysokotlaká šoupátka z materiálu X10CrMoVNb9-1. Každým rokem se snažíme procesy svařování vylepšovat tak, jak nám to dovolí investice naší společnosti.
KONTROLA
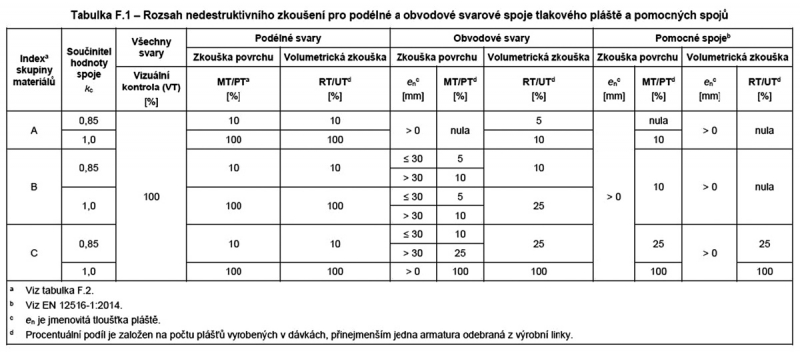
Norma ČSN EN 16668 poskytuje doporučený rozsah zkoušení základních materiálů a svarových spojů. Pro svařování je nejdůležitější Tabulka F.1, která nám stanovuje rozsah zkoušení. [1]
Nedestruktivní zkoušení vychází ze skupin materiálů zařazených podle TNI CEN ISO/TR 15608 překlopených do Indexů skupin materiálů A, B, C. Zařazení základních materiálů najdete v Tabulce F.3 – Systém zařazování kovových materiálů pro průmyslové armatury do skupin. Postupy zkoušení a vyhodnocení najdete v příloze F.3 normy.
Technický úsek naší společnosti vypracoval metodický pokyn pro pracovníky konstrukce, technologie a kontroly, abychom správně všichni rozuměli této normě a měli stejné podklady. Tento pokyn vychází z Tabulky F.1 a ze zkušeností konstrukce a technologie. Nedestruktivní zkoušky jsou předepisovány v technologických postupech na základě náčrtů, v kterých je konstruktérem stanoven předepsaný druh zkoušky svarů.
Norma ČSN EN 16668 a zkušenosti z vlastní výroby byly zahrnuty do metodického pokynu a tím jsou stanoveny přesné podklady pro předvýrobní etapy při zpracování technické dokumentace. Tento metodický pokyn také slouží u závěrečných přejímek k snadnější orientaci rozsahu zkoušení svarových spojů.
TLAKOVÁ ZKOUŠKA
Každá armatura od rozměru DN10 až po DN3500 je kontrolována jak nedestruktivním zkoušením, tak rozměrovou a tlakovou zkouškou. Tlakové stolice jsou nakupované i vlastní konstrukce a výroby. Abychom zvládli množství kontrolovaných armatur, máme 6 tlakových stolic až do zkoušeného tlaku PN 400. Každá armatura má záznam z tohoto zkoušení a s požadovanou dokumentací je předána zákazníkovi.
ZÁVĚR
Vydáním normy ČSN EN 16668 jsme si jako výrobci průmyslových armatur mohli zkontrolovat a doplnit požadavky pro výrobu a zkoušení, abychom zajistili zákazníkovi kvalitní dodání výrobku. Závěrem chci citovat slova našeho předsedy představenstva: „Úspěch naší firmy jsme postavili na spokojených zákaznících. Díky každému z nich můžeme růst, zaměstnávat téměř 600 profesionálů a investovat do nových technologií, které neustále zdokonalují naši výrobu a činí z nás mezinárodně uznávaného partnera pro výrobu armatur.“
POUŽITÁ LITERATURA:
[1] ČSN EN 16668 Průmyslové armatury-Požadavky a zkoušení kovových armatur jako tlakové výstroje
[2] MP – 6.004 Předepisování nedestruktivních zkoušek – interní dokument společnosti ARMATURY Group, a. s.
[3] PED 2014/68/EU Směrnice Evropského parlamentu a Rady ze dne 15. května 2014
Materiál byl prezentován na semináři Nové materiály, technologie a zařízení pro svařování 2018.
Autor
![Interní plán kontrol a zkoušek svarů – NDT – armatury hutní Klapka dvoupáková C61.4 113(4) typ141 – těleso [2]](/PublicFiles/UserFiles/image/K/2018/k518/800x800_honkova02.jpg)
NEJčtenější souvisejicí články (v posledních 30-ti dnech)
Pro stavební svařované staticky, dynamicky a únavově namáhané konstrukce, pracující za teplot v podcreepové oblasti jsou...
Nejprve to hlavní – co si představit pod pojmem slabý plech. Je to tenký plech válcovaný za studena plech tloušťky 0,6 –...
Pájení je několik tisíciletí stará metoda spojování materiálů, od počátku 20. století využívaná průmyslově. Výhodou je m...
NEJlépe hodnocené související články
První jeřábový hák na světě vyrobený technikou 3D tisku úspěšně prošel zátěžovými testy na 80 tun a souvisejícími kontro...
uvedl v rozhovoru pro časopis KONSTRUKCE Ing. Lumír Al-Dabagh, generální ředitel ZVU STROJÍRNY, a. s....
NEJdiskutovanější související články
Svařování obalenou elektrodou rozhodně nepatří mezi zastaralé metody. Použití kvalitní obalené elektrody umožňuje vytvoř...
Při návrhu svařované mostní konstrukce pro městkou komunikaci v Praze Troji byla posuzována možnost použít místo klasick...
Hliník se nesvařuje s takovou samozřejmostí jako jiné kovy. Jeho velká afinita ke kyslíku, rychlá tvorba kysličníku hlin...



ISSN 1803-8433 | © Copyright 2002 - 2026 KONSTRUKCE Media, s.r.o.
Jakékoliv užití obsahu včetně převzetí, šíření či dalšího zpřístupňování článků a fotografií je bez souhlasu nakladatelství zakázáno.
KONSTRUKCE Media, s.r.o., se sídlem Starobělská 1133/5, 700 30 Ostrava, zapsaná v obchodním rejstříku vedeným u Krajského soudu v Ostravě, oddíl C, vložka 22003, Identifikační sídlo: 25851276 | Tel.: 597 317 578 | Fax: 597 579 166


