








Svařování plněnými elektrodami pod tavidlem
Rubrika: Povrchová ochrana
Svařování pod tavidlem je technologie, která si stále udržuje svůj stabilní podíl při výrobě svařovaných konstrukcí. Tak jako při svařování v ochranných atmosférách se při svařování pod tavidlem začínají prosazovat plněné elektrody. Svařování pod tavidlem je využíváno více méně pro silnější materiály. Dále se podíváme na možnosti svařování tenkých plechů pod tavidlem.
Na začátek si nadefinujme, co to je tenký plech. Plech síly 5 mm je v automobilovém průmyslu považován za silný materiál. Naopak ve výrobě velkých technologických celků, strojů a tlakových nádob je síla materiálu 15 mm považována za relativně tenkou, my se zaměříme na oblast síly materiálu v rozmezí 3–8 mm a budeme se pohybovat v oblasti standardních konstrukčních ocelí. Na první pohled se u strusky, nuceně vznikající u svařování pod tavidlem (APT), zdá, že nemusí být použity plněné elektrody, které jsou vyráběny relativně nákladným výrobním procesem a jsou oproti plným drátům, alespoň v oblasti nelegovaných přídavných materiálů, dražší. Oprávněnost použití plněných elektrod pro APT je v kvalitě provedeného svarového spoje, a tak jako u plněných elektrod pro svařování MAG také ve vyšší produktivitě svařování. Možnost modifikovat chemické složení výsledného svaru různým složením práškové náplně, a přizpůsobit se tak stanoveným požadavkům, otevírá této technologii neomezené oblasti použití.
Obr. 1 – Průvarové hodnoty svařování APT s plněnou elektrodou mají výrazně příznivější
parametry než při svařování MAG s plným drátem.

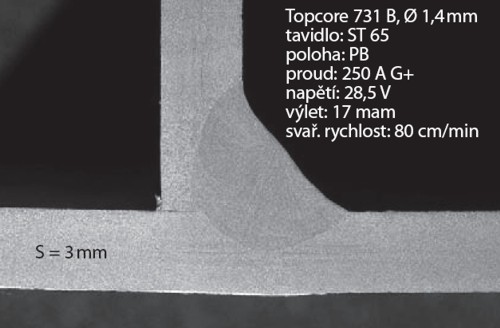
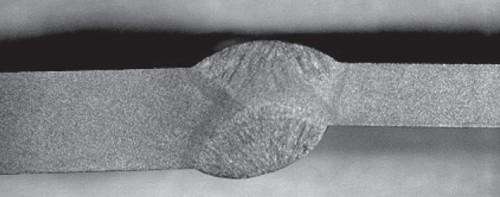
Obr. 2 – Makro I-svaru na 3mm plechu
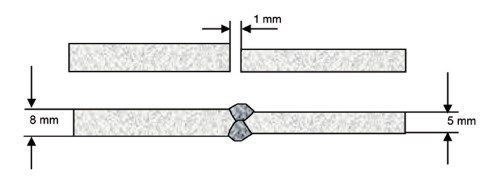
Obr. 3 – Svařování tenkých plechů rozdílných tlouštěk metodou APT s plněnou elektrodou
Jako příklad lze uvést, že optimální obsah kyslíku ve svarovém kovu je asi 300 ppm a toto může být podle požadavků na vrubovou houževnatost přesně regulováno, a to nezávisle na tavidle. Může být vyrobeno malé množství plněných elektrod s jakýmkoliv technologicky relevantním legováním. Vedle běžných typů pro vícevrstvé svary mají důležitou roli hlavně mikrolegované plněné elektrody. U jednovrstvých a oboustranných svarů lze i za pomoci více drátové techniky dosáhnout vysoce kvalitních svarů. Lze přitom garantovat vrubovou houževnatosti pro extrémní teploty – 60 °C, a to ve stavu po svaření, což nelze realizovat obvyklými plnými elektrodami. Toho je dosaženo tím, že mikrolegování náplně plněné elektrody ovlivňuje fázi tuhnutí, kdy potlačuje tvorbu podeutektoidního feritu. Austenit se přeměňuje na velmi jemnozrnný ferit (acikulární ferit). Tato struktura dává svarovému kovu po svaření a bez rekrystalizačního žíhání vysokou houževnatost. Struska, která tvoří částečně náplň, pozitivně ovlivňuje přenos kapek svarového kovu do lázně. A v neposlední řadě je třeba připomenout, že při srovnatelných proudových parametrech je u plněných elektrod podstatně vyšší odtavovací výkon, a to díky výrazně vyšší proudové hustotě na 1 mm2 průřezu elektrody. Tím lze realizovat podstatně vyšší rychlosti svařování bez tvoření pórů, studených spojů a neprůvarů. Přitom rychlost svařování je jedna z veličin, která výrazným způsobem ovlivňuje hodnoty vneseného tepla, a tím i následné deformace ve svarku, což je u tenkých plechů vždy problém. Tuto možnost lze využít u všech základních konstrukčních ocelí.

PŘÍKLADY SVAŘOVÁNÍ APT
Běžně se provádějí koutové a tupé svarové spoje s použitím plněných elektrod ∅ 1,2 až 4 mm.
Na obr. 1 je vidět, že průvarové hodnoty svařování APT s plněnou elektrodou mají výrazně příznivější parametry než při svařování MAG s plným drátem. V tomto případě proběhlo svařování s vneseným teplem 5,3 kJ/ cm, což je s ohledem na výsledné deformace ideální hodnota. Vycházeje ze síly materiálu by zde bylo běžně použito svařování MAG. V tomto případě, díky výrobním možnostem na jedné straně a technologickým možnostem plněných elektrod na straně druhé, padla ve výrobě volba na svařování APT s plněnou elektrodou. Tato volba platí i v případě tupých
I-svarů, kde se výrazně uplatňují přednosti plněných elektrod, s ohledem na možnost vysokého uložení svarového kovu a vysoké rychlosti svařování, kdy je výsledkem vysoká produktivita a ekonomika svařování při zachování kvality svarového spoje.
Obr. 4 – Makro svaru při metodě APT
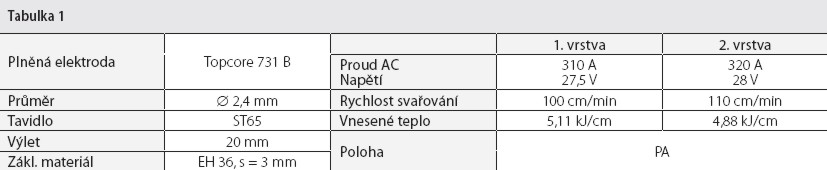
Vycházeje z těchto poznatků je na obr. 2 makro I-svaru na plechu síly 3 mm. Svar byl proveden plněnou elektrodou ∅ 2,4 mm, bez mezery. Tato aplikace ukazuje, že svařování APT s plněnou elektrodou má své oprávnění a lze jej použít i pro svařování tenkých plechů, viz tabulka 1.
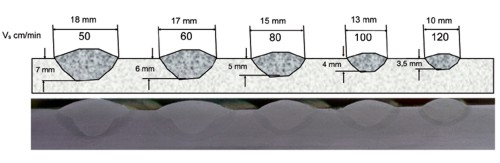
Obr. 5 – Zkouška A – plněná elektroda
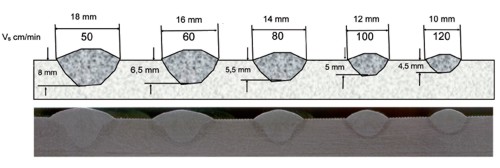
Obr. 6 – Zkouška B – plný drát
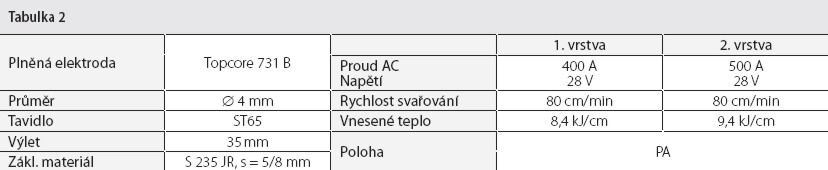
Následující svarový spoj byl proveden oboustranně. Jak je vidět na obr. 3, svařování je provedeno s mezerou 1 mm a průměrem plněné elektrody 4 mm. Při svařovánítéto sestavy plnou elektrodou by provedení svarového spoje bylo nemyslitelné. Obdobně jako při svařování MAG má oblouk plněné elektrody při metodě APT výhodnější profil závaru v kořenové oblasti nebo na patě provedeného svaru, jak je vidět na makru na obr. 4. Parametry svařování tohoto spoje jsou v tabulce 2. Tím je zde koncentrace vnesené energie méně výrazná. Tato charakteristika vede k tomu, že svarové housenky provedené metodou APT s plněnou elektrodou vypadají o něco širší a plošší. Porovnání makro výbrusů na obr. 5 toto jasně potvrzuje. Zatímco parametry svařovacího proudu a napětí jsou konstantní, mění se pouze rychlost svařování, a to v rozsahu od 50 cm až do 120 cm za minutu. Parametry svařování viz tabulka 3.
V článku jsou použity podklady Wirpo s. r. o, Drahtzug – Stein GmbH.
Autor
NEJčtenější souvisejicí články (v posledních 30-ti dnech)
Ocel je moderní stavební materiál, který má široké možnosti uplatnění ve všech typech staveb. Z hlediska požární odolnos...
Na základě poptávky našich zákazníků na maskování částí ocelových konstrukcí před žárovým pozinkováním jsme se začali za...
NEJlépe hodnocené související články
Objednatele žárového pozinkování mnohdy znepokojuje různorodý vzhled povlaku. U zakázek provedených z rozmanitého materi...
K tomuto článku bola zvolená téma osvetľujúca skúsenosti a prax investorov z radov energetiky, využívajúcich služieb sie...
Korozivzdorné oceli patří mezi konstrukční materiály s vysokou korozní odolností v závislosti na způsobu jejich legování...
NEJdiskutovanější související články
Na základě poptávky našich zákazníků na maskování částí ocelových konstrukcí před žárovým pozinkováním jsme se začali za...
Přelom června a července letošního roku bude ve znamení Mistrovství světa ve fotbale 2010. Tuto sportovní událost poprvé...



ISSN 1803-8433 | © Copyright 2002 - 2026 KONSTRUKCE Media, s.r.o.
Jakékoliv užití obsahu včetně převzetí, šíření či dalšího zpřístupňování článků a fotografií je bez souhlasu nakladatelství zakázáno.
KONSTRUKCE Media, s.r.o., se sídlem Starobělská 1133/5, 700 30 Ostrava, zapsaná v obchodním rejstříku vedeným u Krajského soudu v Ostravě, oddíl C, vložka 22003, Identifikační sídlo: 25851276 | Tel.: 597 317 578 | Fax: 597 579 166


