







 Svařování a dělení Svařování ocelových věží pobřežních větrných elektráren pod tavidlem
Svařování a dělení Svařování ocelových věží pobřežních větrných elektráren pod tavidlemSvařování ocelových věží pobřežních větrných elektráren pod tavidlem
Rubrika: Svařování a dělení
Mořské podmínky přenášejí na pobřežní větrné elektrárny vysoké konstrukční nároky. Velice obezřetně proto musí být vybírán jak základní a přídavný materiál, tak vhodná technologie a postup svařování. Běžně se používají oceli s mezí kluzu 355 MPa. Následkem velké tloušťky základního materiálu je i velký podíl svarových spojů. Ekonomika výroby přitom diktuje vysoké požadavky na rychlost svařovacích prací. Na trhu existuje nové tavidlo OK Flux 10.72 pro svařování pod tavidlem s vynikajícími svařovacími charakteristikami a výbornými mechanickými vlastnostmi až při -50 °C. Samozřejmostí je jeho použití pro vysoce produktivní takzvané twin-tandemové svařování.
Vítr na moři je mnohem silnější než na pevnině, což zajišťuje i vyšší účinnost větrných elektráren. Po výstavbě, odzkoušení a zapojení jednotlivých elektráren do sítě se začalo se zakládáním větrných parků, převážně ve Skandinávii. Uvažuje se o některých lokalitách v Severním a Baltském moři. Pobřežní turbíny o výkonu do 5 MW s věžemi vyššími než 100 m jsou plánovány a kombinovány do skupin o celkovém výkonu do 1.500 MW.
POŽADAVKY NA POBŘEŽNÍ VĚTRNÉ ELEKTRÁRNY
Před instalací větrné turbíny se pečlivě zvažují vlivy na životní prostředí a všechna možná rizika pro námořní dopravu, popř. rizika způsobená námořní dopravou. Tyto studie nejsou důležité jen pro majitele elektráren, pojišťovací společnosti, ale i pro konstruktéry a dodavatele energetických zařízení. Některé z výsledků těchto studií vedou k aplikacím speciálních postupů výroby a montáže větrných turbín. Typická rizika pro základy a věž elektrárny jsou:
-
kolize s lodí,
-
příliv a odliv, proudění a vzedmutí moře (zvláště v Severním moři),
-
plovoucí led (zvláště v Baltském moři),
-
poryvy větru a hurikány.
ZÁKLADY
Při výstavbě se zvažuje použití několika druhů založení, například jednoduchá pilota, trojnožka, tížné založení a další. Některé z nich se již běžně používají, jiné se teprve zkoušejí. Pro samostatné turbíny i parky (např. Horns Reef v Dánsku) se přednostně používají – díky hloubce dna 25 m – jednoduché sloupy zapuštěné do dna. V případě, že to hloubka moře a geologické složení dna dovolí, jsou sloupy zaraženy hluboko do dna. S rostoucí hloubkou moře se častěji používá trojnožka. Pro všechny druhy těchto základů je společný určitý podíl potrubí. Výroba těchto trub je založena na tváření a svařování tlustých ocelových plechů.
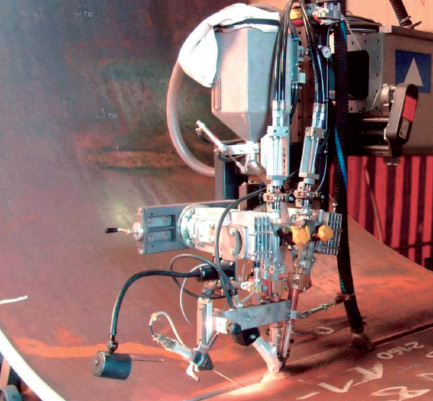
Svařování válcových částí věží v praxi – Tandem Twin SAW
POŽADAVKY NA OCELI A SVAŘOVÁNÍ
Pokud uvažujeme dobu životnosti větrné elektrárny na moři 20 let, představuje to 109 cyklů. Únavové namáhání konstrukce vyžaduje, aby svarové spoje byly v místech s nejmenším napětím a bez vrubů. Základové piloty mají průměr okolo 4 m a délku přibližně 30 m. Jsou vyrobeny z plechů o tloušťce 40–70 mm a o šířce 2–3 m. Pro srovnání: věže pozemních větrných elektráren mají tloušťku stěny do 45 mm u paty a jen 10–15 mm u vrcholu věže. U nízkouhlíkových ocelí s vyšší pevností vzrůstá uhlíkový ekvivalent (CE nebo CEW) obvykle s rostoucí tloušťkou stěny, navíc tloušťka stěny zajišťuje intenzivnější odvod tepla během svařování. Musí se proto předcházet zkřehnutí v tepelně ovlivněné oblasti a praskání za studena (předehřev, správné vnesené teplo, vícevrstvé svařování a nízký obsah difuzního vodíku v přídavných materiálech). Podle doporučení zkušební laboratoře Germanischer Lloyd byly konstrukční části rozděleny do hlavních skupin v závislosti na druhu a velikosti namáhání na:
-
speciální konstrukční členy (vysoce namáhané, např. příruby),
-
primární konstrukční členy (normálně namáhané, např. stěny věží),
-
sekundární konstrukční členy (nejméně namáhané, např. úchyty, držáky).
Pro pozemní konstrukce větrných elektráren se běžně používá ocel S355J2G3, ovšem vrubová houževnatost, požadovaná pro konstrukce na moři, vyžaduje jemnozrnné oceli s vyššími hodnotami. Materiály používané na speciální konstrukční členy musí být vysoce kvalitní, s nízkým obsahem síry, vodíku a se zaručenou tažností. Mez kluzu je 275 MPa a vyšší, pro všechny oblasti svaru jsou požadovány odpovídající hodnoty nárazové práce při teplotě -40 °C. Navíc může být požadována zkouška (CTOD). Vhodné oceli byly vybrány podle EN 10 225 (viz tabulka 1).
Tabulka 1
|
S355G8 + M |
S420G2 + Q |
S460G2 + Q |
S355G10 + M |
|
S355G8 + N |
S420G2 + M |
S460G2 + M |
S355G10 + N |
Požadavky na oceli pro primární konstrukční členy jsou velmi podobné. Evropské normy stanovují obsah uhlíku na méně než 0,14% a uhlíkový ekvivalent CEV ≤ 0,43%. Předpisy Germanischer Lloyd udávají velmi podobné hodnoty. Evropská norma dále vyžaduje hodnoty nárazové práce pro V-vrub ≥ 50 J při -40 °C, předpisy požadují ≥ 34 J v podélném směru a ≥ 24 J v příčném směru. Doporučené oceli podle EN 10 225 jsou uvedeny v tabulce 2. Pro menší tloušťky stěn mezi 25–50 mm předpisy povolují použití oceli S355G6 + M a S355G3 + N (podle EN 10 225), S355J2G3 (podle EN 10 025 se zvláštním certifikátem).
Tabulka 2
|
S355G7 + M |
S420G1 + Q |
S460G1 + Q |
S355G9 + M |
|
S355G7 + N |
S420G1 + M |
S460G1 + M |
S355G9 + N |
POŽADAVKY NA VÝROBCE
Je-li tloušťka t ≥ 40 mm, podle EN 10 225 je výrobce oceli povinen poskytnout zákazníkovi informace o její svařitelnosti. Odstavec 18 (Dodatečné požadavky) popisuje osvědčení o zkouškách svařitelnosti podle požadavků zákazníka tak, aby byla ověřena použitelnost dodaného materiálu a aby vyhovoval nárokům pro svařování – ať už s následným tepelným zpracováním nebo bez něj.
Výrobci věží větrných elektráren nastavili přísné hranice tolerance tloušťky plechů, kvality povrchu a přípravy svarových ploch. S rostoucí pevností a houževnatostí nabývají na významu množství vneseného tepla, rychlost ochlazování (předehřev a teplota interpass). Podle norem a předpisů musí dodavatelé a výrobci splňovat několik předpokladů. Výrobci by měli používat pouze takové přídavné svařovací materiály, které prokazují konstantní vysoké hodnoty při zkoušce CTOD při -10 °C. Výroba svařovaných dílů je založena na kvalifikaci postupu svařování podle evropské normy EN 288-3 a zahrnuje takové podrobnosti jako je:
-
metoda svařování,
-
teplota předehřevu,
-
maximální interpass teplota,
-
vnesené teplo,
-
poloha svařování,
-
svařovací materiál.
Protokoly schválení postupu svařování (WPQR) jsou připravovány ve všech případech a musí být objednatelům věže přístupné. Svařovat podle WPQR je nezbytné, zvláště v případech, kdy není aplikováno tepelné zpracování po svařování, což je cíl výrobců. Obyčejně je žíhání na odstranění vnitřního pnutí požadováno u tlustostěnných materiálů pro námořní konstrukce, dodaných ve stavu + N (normalizačně vyžíhaném) a + M (řízeně válcované). To platí pro oceli tloušťky t ≥ 40 mm podle normy EN 10 255 a t ≥ 50 mm podle předpisu Germanischer Lloyd. Aby mohlo být povoleno svařování bez následného tepelného zpracování, musí být ověřeny následující faktory:
-
osvědčena svařitelnost základního materiálu,
-
zvládnutí svařovacího procesu reprezentovaného WPQR,
-
zkoušky CTOD podle EN 10 225, appendix E, nebo nákupem materiálu podle dodatečných požadavků podle EN 10 225.
SVAŘOVÁNÍ
Přísné požadavky na kvalitu a mechanické vlastnosti svarových spojů jsou většinou v konfliktu s produktivitou svařovacího procesu. Protože je svařování pod tavidlem při kombinaci kvality s velkým množstvím odtaveného kovu účinné, bylo tudíž první volbou pro výrobu věží a základových pilot. Varianta metody, která používá více než jeden drát, se stala důležitou s tím, jak narůstala tloušťka materiálu a objem svarů. Především však proto, že nabízela další nárůst objemu odtaveného kovu. Výsledkem vývoje je twin-tandemový proces se čtyřmi dráty, který je schopen přenést až 30 kg svařovacího materiálu za hodinu při 100% zatížení.
Při vysokých svařovacích proudech (více než 1 600 A), potřebných pro velké množství odtaveného kovu, bylo nutné se zaměřit na množství vneseného tepla. Aby se vyhovělo požadavkům na kvalitu, musely být při vícevrstvé technice svařování stanoveny limity na tloušťku svarové housenky a množství vneseného tepla. Rychlost svařování tak byla zvýšena na hodnoty okolo 100 cm/min. To dává výhodu žíhání materiálu při průchodu další svarové housenky, což má pozitivní vliv na mechanické vlastnosti ve všech oblastech svarového spoje, zvláště na houževnatost při -40 °C a níže.
ZKOUŠENÍ SVAŘOVÁNÍ S OCELÍ S355G8 + N
Základní materiál
Svařování bylo zkoušeno na materiálu S355-G8 + N podle EN 10 225 (podobně jako S355NL/EN 10 113-2, ale se zaručenou tažností).
Drát a tavidlo
Aby byla zvýšena účinnost procesu s více dráty a byly zároveň splněny přísné požadavky na mechanické vlastnosti, bylo rozhodnuto o použití nově vyvinutého tavidla, jehož charakteristikami jsou dobrý přenos proudu, dobré chování při vysokých rychlostech a dobrá oddělitelnost strusky u relativně úzkých úkosů. Nové aglomerované bazické tavidlo OK Flux 10.72 (EN 760: SA AB 1 57 AC H5) bylo vyvinuto tak, aby splňovalo požadavky evropských výrobců větrných elektráren a vytvářelo svarový kov s požadovanou houževnatostí při -50 °C. Jako přídavný materiál byl vybrán drát OK Autrod 12.22 (EN 756: S2Si). Vyšší obsah křemíku v tomto drátu má vliv na dezoxidaci a oddělitelnost strusky. Navíc má tento drát velmi nízký podíl nečistot, což zaručuje vysokou houževnatost.
Celý nezlrácený článek včetně všech obrázků si můžete přečíst v časopise KONSTRUKCE číslo 2/2006.
Autor
NEJčtenější souvisejicí články (v posledních 30-ti dnech)
Beton je relativně křehký konstrukční materiál vyznačující se nízkým poměrem pevnosti v tahu k pevnosti v tlaku. Pro vyz...
V systémech zabezpečení jakosti je svařování vedeno jako zvláštní proces, u kterého se jakost nedá zajistit pouze kontro...
Pro stavební svařované staticky, dynamicky a únavově namáhané konstrukce, pracující za teplot v podcreepové oblasti jsou...
NEJlépe hodnocené související články
První jeřábový hák na světě vyrobený technikou 3D tisku úspěšně prošel zátěžovými testy na 80 tun a souvisejícími kontro...
uvedl v rozhovoru pro časopis KONSTRUKCE Ing. Lumír Al-Dabagh, generální ředitel ZVU STROJÍRNY, a. s....
NEJdiskutovanější související články
Svařování obalenou elektrodou rozhodně nepatří mezi zastaralé metody. Použití kvalitní obalené elektrody umožňuje vytvoř...
Při návrhu svařované mostní konstrukce pro městkou komunikaci v Praze Troji byla posuzována možnost použít místo klasick...
Hliník se nesvařuje s takovou samozřejmostí jako jiné kovy. Jeho velká afinita ke kyslíku, rychlá tvorba kysličníku hlin...



ISSN 1803-8433 | © Copyright 2002 - 2026 KONSTRUKCE Media, s.r.o.
Jakékoliv užití obsahu včetně převzetí, šíření či dalšího zpřístupňování článků a fotografií je bez souhlasu nakladatelství zakázáno.
KONSTRUKCE Media, s.r.o., se sídlem Starobělská 1133/5, 700 30 Ostrava, zapsaná v obchodním rejstříku vedeným u Krajského soudu v Ostravě, oddíl C, vložka 22003, Identifikační sídlo: 25851276 | Tel.: 597 317 578 | Fax: 597 579 166


