







 Svařování a dělení Svařování hadicových navijáků s použitím přídavného materiálu OK Autrod 316LSi
Svařování a dělení Svařování hadicových navijáků s použitím přídavného materiálu OK Autrod 316LSiSvařování hadicových navijáků s použitím přídavného materiálu OK Autrod 316LSi
Rubrika: Svařování a dělení
Nová generace speciálních hadicových navijáků je určena pro přenos kapalin a suchých sypkých materiálů mezi zásobovacími plavidly a těžební plošinou nebo pobřežní stanicí. Rozdělení typu stanic navijáků na jedno i vícenavijákové aplikace pro nové a stávající ropné plošiny, tzv. offshore nebo pobřežní stanice tzv. onshore. Tento systém je navržen, vyroben, testován a certifikován v souladu s DNV pravidly (Det Norske Veritas) a nařízeními norských orgánů.

Výhody při použití hadicových navijáků pro offshore a pobřežní aplikace:
- Nejlepší dostupná technologie pro bezpečnou a snadnou manipulaci s hadicemi.
- Zvýšená životnost hadic.
- Snížení rizika znečištění životního prostředí.
- Méně hadic, zkrácení manipulačních časů.
- Failsafe – multi-kotoučové brzdy hydromotorů.
Typ přepravovaného média:
- Kapaliny – pitná voda, ropné produkty, nemrznoucí kapalina, methanol, kaly
- Sypké materiály – cement, baryt
KONSTRUKCE HADICOVÝCH NAVIJÁKŮ
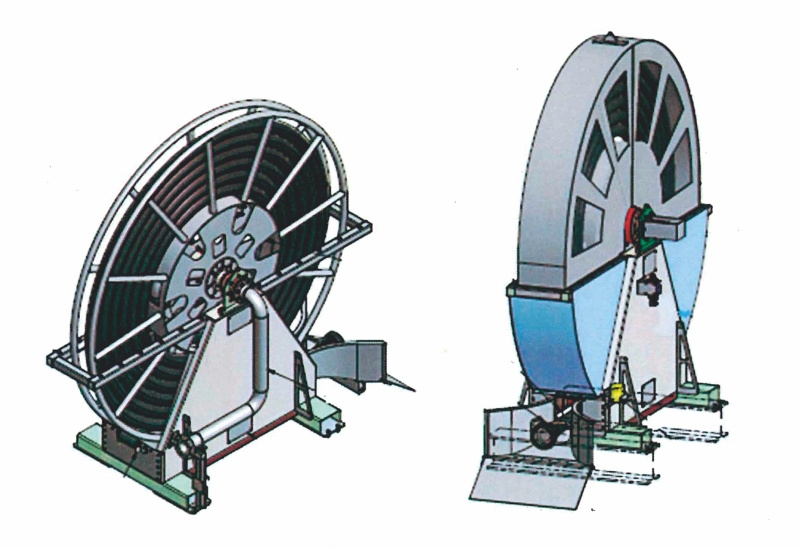
Hadicové navijáky jsou sestaveny z rámu, který je z U-profilů, plechů a dutých profilů. Buben navijáku je skroužen na průměr 3 190 mm z trubek o průměru 60 × 4 mm. Dalšími částmi jsou propojovací trubky, kryty, hadice, hydromotor a hydraulická jednotka. Všechny konstrukční materiály musí být korozivzdorné.
POŽADAVKY NA KONSTRUKČNÍ MATERIÁLY A JEJICH CHARAKTERISTIKA
Pro pobřežní stanice je používána austenitická korozivzdorná ocel 1.4301 – AISI 304L, kde nejsou dány zvláštní požadavky na její zpracování. Na rozdíl u stanic pro těžební věže, kde tento materiál nesmí být použit. Je preferována austenitická korozivzdorná ocel 1.4404 – AISI 316L s přídavkem molybdenu, která má velmi dobrou korozní odolnost v oblasti chloridů. Chemické složení obou typů použitých materiálů je uvedeno v tab. 1.
| Tab. 1 – Chemické složení použitých konstrukčních materiálů | ||||||||
| Euronorm/DIN | W. Nr. | AISI | ČSN | C (%) | Cr (%) | Ni (%) | Mo (%) | N (%) |
| X5CrNi18-10 | 1.4301 | 304 | 17 240 | max 0,07 | 17,0 - 19,5 | 8,0 - 10,5 | - | max 0,11 |
| X2CrNiMo17-12-2 | 1.4404 | 316 L | 17 349 | max 0,03 | 16,5 - 18,5 | 10,0 - 13,0 | 2,0 - 2,5 | max 0,11 |
| Tab. 2 – Přehled použitých přídavných materiálů | ||
| Metoda svař. ISO 4063 | Přídavný materiál – ISO 14343 | Ochranný plyn – ISO 14175 |
| 135 - GMAW | OK Autrod 316 LSi, ∅ 0,8 mm | Cronigon 2 – M12 |
| 141 - GTAW | ER 316 L, ∅ 2,0 mm | Ar 4.6 – I1 |
Austenitická struktura vzniká při dostatečném obsahu tzv. austenitotvorných prvků (Ni, Mn, N). Základním typem je chrom-niklová austenitická ocel s 18 % Cr a 9 % Ni. Pro docílení požadované korozní odolnosti a mechanických vlastností se přisazují další legující prvky. Pro zachování austenitické struktury však musí být působení austenitotvorných a feritotvorných prvků vyvážené.
Vliv základních a doprovodných prvků na vlastnosti lze schematicky charakterizovat následovně:
- celková korozní odolnost (Cr, Mo, Cu, Si, Ni),
- mechanické vlastnosti (N),
- obrobitelnost (S, Se, P, Pb, Cu),
- odolnost proti bodové a štěrbinové korozi (Mo, Si, N).
Pokud jsou tyto oceli po tepelném zpracování nebo svařování pomalu ochlazovány, dochází v oblasti kritických teplot, přibližně v rozmezí 600 až 800 °C, k vylučování karbidů po hranicích zrn. To způsobuje vznik mezikrystalické koroze v kyselém prostředí vlivem ochuzení zmíněných oblastí o chrom. Existují však způsoby, jak tomu zabránit změnou chemického složení (velmi nízké obsahy C, přísady Ti resp. Nb). Výchozím stavem pro použití austenitických ocelí je rozpouštěcí žíhání (žíhání při teplotách nad 1 000 °C) s následným rychlým ochlazením na normální teplotu. Austenitické korozivzdorné oceli jsou velmi dobře svařitelné a značně houževnaté při nízkých teplotách. Austenitických korozivzdorných ocelí existuje mnoho druhů a modifikací.
TECHNOLOGIE SVAŘOVÁNÍ HADICOVÝCH NAVIJÁKŮ
Konstrukci hadicových navijáků z austenitických korozivzdorných ocelí typu AISI 304 a AISI 316L jsme svařovali metodami 135 – GMAW a 141 – GTAW. Použité přídavné materiály jsou uvedeny v tab. 2.
Z důvodu dodržení připojovacích rozměru jsme se zaměřili na technologii svařování 135, svařování impulzním obloukem, která je charakteristická malým vneseným teplem, při svařování téměř nedochází k rozstřiku. Z důvodu eliminace distorzí (deformací) po svařování jsme stanovili postup svařovaní střídavým vratným krokem a použití přípravků k předepnutí svařence proti směru distorze po svařování. Výsledkem byla minimální časová náročnost operace rovnání rámu hadicového navijáku. Nedestruktivní kontrolou svarů, která byla provedena metodou PT, nebyly zjištěny žádné nepřípustné vady.
POVRCHOVÁ ÚPRAVA HADICOVÝCH NAVIJÁKŮ - MOŘENÍ A PASIVACE
Samozřejmostí je oddělené skladování a výroba z dosahu nelegovaných ocelí včetně používání nástrojů, přípravků a brusných kotoučů vhodných pro zpracování korozivzdorných ocelí. Jelikož po svařování korozivzdorných ocelí dojde k porušení pasivační vrstvy, která je tvořena mikroskopicky tenkou vrstvou oxidů legujících prvků, je nutné zajistit vznik nové kvalitní pasivní vrstvy. Nutným předpokladem pro vznik bezvadné a účinné pasivní vrstvy je kovově čistý povrch zbavený okují a náběhových barev po svařování a tepelném zpracování, vměstků, otěrů a náletů uhlíkového a jiného cizího materiálu, mechanických nečistot, včetně popisů barvami a staré poškozené pasivní vrstvy.
Nejvhodnějším a nejúčinnějším způsobem je ve většině případů chemické čištění, tzv. moření, které probíhá v lázni koncentrované kyseliny dusičné HNO3 a kyseliny fluorovodíkové HF, viz obr. 3. Instalace hadicových navijáků pro firmu HG AS (Norsko) v přístavu Stavanger na pobřeží Severního moře je zobrazena na obrázcích 4 – 5.
ZÁVĚR
Po úspěšném zvládnutí této zakázky, stanice pěti hadicových navijáků pro společnost HG AS (Norsko), získala naše společnost kontrakt na dalších 12 stanic hadicových navijáků pro ropné plošiny v Severním moři.
ZDROJE INFORMACÍ:
- KŘÍŽ A., Charakteristika jednotlivých skupin korozivzdorných ocelí. Bohdan Bolzano s.r.o. 2004.
- EURO INOX. Korozivzdorné oceli – vlastnosti. Euro Inox, 241, route ď Arlon, 1150 Lucembursko, 2002. Překlad z: Stainless Steel Properties. ISBN 2-87997-082-2
- KALNÝ P., Moření a pasivace – konečná povrchová úprava antikorozních legovaných ocelí, Svět svaru 2007
- DET NORSKE VERITAS, Standard for Certification of Lifting Appliances, No. 2.22, 2011
- Interní materiály firmy Umoe Schat-Harding AS a firny HG AS
WEBOVÉ STRÁNKY:
Hose Reel Welding Using the Additive Material OK Autrod 316LSi
A new generation of special hose reels is designed for liquids and dry powdery materials transfer between the supply vessels and a mining platform or a shore station. The hose reel stations are divided into single or multi-reel applications for new or current oil platforms, so-called offshore or shores stations, so-called onshore. This system is designed, produced, tested and certified in line with DNV (Det Norske Veritas) regulations and provisions of the Norwegian authorities.




NEJčtenější souvisejicí články (v posledních 30-ti dnech)
Nejprve to hlavní – co si představit pod pojmem slabý plech. Je to tenký plech válcovaný za studena plech tloušťky 0,6 –...
Pro stavební svařované staticky, dynamicky a únavově namáhané konstrukce, pracující za teplot v podcreepové oblasti jsou...
Pájení je několik tisíciletí stará metoda spojování materiálů, od počátku 20. století využívaná průmyslově. Výhodou je m...
NEJlépe hodnocené související články
První jeřábový hák na světě vyrobený technikou 3D tisku úspěšně prošel zátěžovými testy na 80 tun a souvisejícími kontro...
uvedl v rozhovoru pro časopis KONSTRUKCE Ing. Lumír Al-Dabagh, generální ředitel ZVU STROJÍRNY, a. s....
NEJdiskutovanější související články
Svařování obalenou elektrodou rozhodně nepatří mezi zastaralé metody. Použití kvalitní obalené elektrody umožňuje vytvoř...
Při návrhu svařované mostní konstrukce pro městkou komunikaci v Praze Troji byla posuzována možnost použít místo klasick...
Hliník se nesvařuje s takovou samozřejmostí jako jiné kovy. Jeho velká afinita ke kyslíku, rychlá tvorba kysličníku hlin...



ISSN 1803-8433 | © Copyright 2002 - 2026 KONSTRUKCE Media, s.r.o.
Jakékoliv užití obsahu včetně převzetí, šíření či dalšího zpřístupňování článků a fotografií je bez souhlasu nakladatelství zakázáno.
KONSTRUKCE Media, s.r.o., se sídlem Starobělská 1133/5, 700 30 Ostrava, zapsaná v obchodním rejstříku vedeným u Krajského soudu v Ostravě, oddíl C, vložka 22003, Identifikační sídlo: 25851276 | Tel.: 597 317 578 | Fax: 597 579 166


