







 Aktuality Zajímavosti Shoe follows function – nové možnosti obrábění klikových hřídelí typu microfinish
Aktuality Zajímavosti Shoe follows function – nové možnosti obrábění klikových hřídelí typu microfinishShoe follows function – nové možnosti obrábění klikových hřídelí typu microfinish
Rubrika: Zajímavosti
Výrobci automobilů dobře znají problémy při jemném obrábění klikových hřídelí. Přechodové poloměry nelze obrábět se stejnou hloubkou drsnosti jako ložisková místa. Povrchovou přímku na ložiskových místech není vždy možné dodržet, korekce zaoblenosti na ložiscích čepu kliky se odlišují od těch na středních ložiscích a klikové hřídele s malými roztečemi se deformují působením obráběcích sil a oscilace obrobků. Pro tyto potíže teď byla na bázi praktických zkušeností vyvinuta inovativní řešení, která dělají proces obrábění snazším a bezpečnějším.
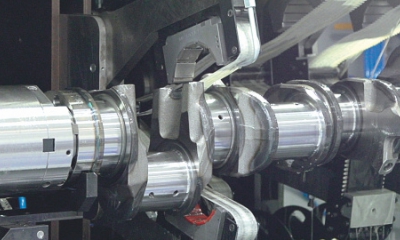
Jistý známý výrobce nákladních vozidel po vyhodnocení statistik ze své sítě dílen konstatoval, že vysoký procentní podíl nahlášených poškození klikových hřídelí lze vyvodit z mimořádně vysokého zatížení poloměrů ložisek. V úzké spolupráci s německým výrobcem vysoce precizních obráběcích strojů Thielenhaus Microfinish se rozhodl dokončovat nejenom samotná ložisková místa, nýbrž také přechodové poloměry. Společnost Thielenhaus proto vyhotovila speciální přítlačné sedlo, které umožňuje pásem microfinish opracovat přechodové poloměry se stejnou hloubkou drsnosti jako na ložiskových místech. Toto nové sedlo RadiusFlex je téměř stejně široké jako dokončované ložisko a vtiskne do poloměru během oscilování oboustranně profilovaný pásek, díky čemuž lze v úplnosti obrábět poloměry až do 90 °.
FLEXIBILNÍ V PRŮMĚRU
Lídr v oblasti výroby obráběcích strojů pro oblast jemného zpracování povrchů kromě toho navíc vyvíjí další inovativní sedlové systémy k přitlačení pásů, z nichž některé již přihlásil k ochraně patentem nebo jako konstrukční vzorek. Jako doplněk ke konvenčním tvrdým, resp. měkkým sedlům vzniklo kupříkladu high‑tech sedlo, které k uzavírání formy využívá speciálního druhu pásku. Pomocí tohoto sedla s názvem DiaFlex lze obrábět klikové hřídele s ložisky stejných šířek, ale různých průměrů bez nutnosti výměny sedel. V praxi se často vyskytuje stav, kdy bývají při stejném konceptu motoru a rozteči v důsledku vyšších točivých momentů u motorů se 3, resp. 4 válci zapotřebí o několik milimetrů větší ložiskové průměry. Sedlo DiaFlex se přizpůsobí jednotlivým průměrům a dokáže vyrovnávat rozdíly až do 15 mm bez výměny sedla.
KOREKCE VYPUKLÉ FORMY
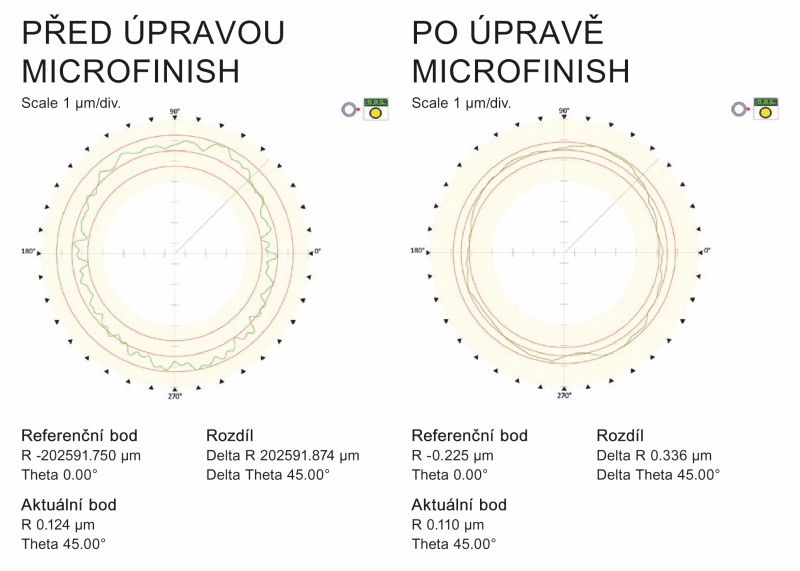
Dále pracujeme také na vývoji sedel přítlačných pásů k výrobě nebo korekci povrchových přímek a vypuklosti na ložiskových místech. Díky inovativnímu sedlu ShapeFlex lze šířkou usazení obrobku různě variovat sílu přítlačného pásu. Na základě toho je proto kupříkladu možné pracovat na okrajích ložiskových míst s mírně vyšším specifickým tlakem s cílem podpořit nebo dokonce vygenerovat lehce vypuklý tvar, respektive s cílem dosáhnout upřednostňované vypuklé formy s pokud možno minimální variací vypuklosti a symetrie.
PLATFORMY PRO INDIVIDUÁLNÍ STROJNÍ KONCEPTY
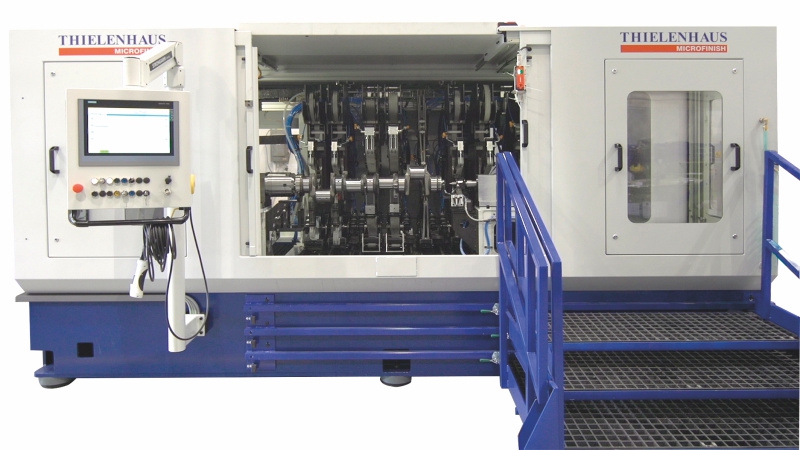
Strojní platformy CrankStar se rozlišují na základě klikových hřídelí pro osobní nebo nákladní vozidla a mohou být jako vertikální nebo horizontální řešení pro dokončování pásem (tzv. bandfinish) přizpůsobovány konkrétním potřebám příslušného výrobce automobilů. Na podkladě jeho požadavků ohledně manipulace s díly, doby taktu, tolerance kvality, variací obrobků a obráběcích úkolů vyvíjí Thielenhaus strojní koncepci, která je přesně na míru střižená individuálním požadavkům provozovatele.
STEJNÉ KOREKCE ZAOBLENOSTI
U všech strojů se optimalizované hmotnostní vyrovnávání sil ložiska čepu kliky na úrovni ±5 Newtonů stará o to, aby byly udrženy konstantní síly působící na kroutící se klikový čep a aby se vyskytující setrvačné síly kompenzovaly mezi sedlem a ložiskem. Díky tomu se koriguje zaoblenost přesně toutéž měrou na všech ložiskových
místech, tedy jak na ložisku čepu kliky, tak i na středním ložisku.
BEZ HROZBY DEFORMACE
U hmotnostně optimalizovaných klikových hřídelí s úzkými nebo drobnými rozměry pro kompaktní motory hrozí nebezpečí zdeformování v důsledku oscilace obrobku a požadovaných obráběcích sil. To má negativní vliv na usazení ložiska, formu povrchových přímek a válcovitost klikové hřídele. Stroje CrankStar se s tímto problémem vypořádávají tím, že disponují servohydraulickou regulací axiálních sil koníku, která závisí na daném oscilačním zdvihu a frekvenci. Umožňuje to kompenzovat také různé délky obrobků.
ERGONOMIE A FLEXIBILNÍ AUTOMATIZACE
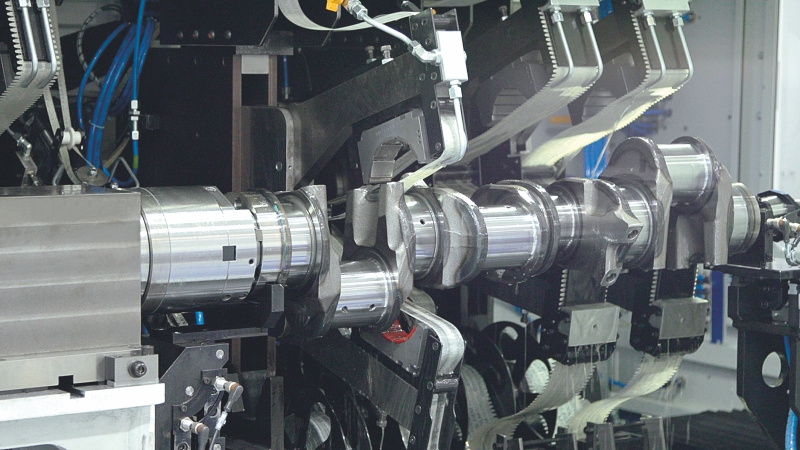
Na všech strojích lze obrábět klikové hřídele pro motory se třemi až šesti válci – zčásti dokonce bez nutnosti většího přestrojování. Kromě středních ložisek, ložisek čepu kliky a přítlačného ložiska se na nich dají dokončovat olejové těsnicí límce nebo zbavit otřepu přírubové otvory. Během oscilace obrobku lze jednotku přítlačného ložiska naklonit. Dokonce i v případě vertikálních strojních konceptů je možné díky kapacitě pásu 300 metrů docílit více než 33 procentní delší intervaly nutnosti výměny, než bývá v průmyslovém odvětví standardem. Zvláštní ergonomie strojů navíc dovoluje rychlou výměnu pásu z přední strany bez nutnosti vysunovat celý balíček nosiče nástrojů.
Vertikální stroje pro dokončování pásem jsou provedeny tak, aby se daly osazovat z přední i ze zadní strany. Tím je zaručená možnost flexibilního přizpůsobení jakémukoliv druhu automatizace ve výrobní lince. Thielenhaus kromě toho pracuje na dalším zkrácení času nutného pro provedení procesu naložení strojů CrankStar.
NOVÉ MOŽNOSTI
V podobě technických vlastností strojních řešení a průkopnických inovací v oblasti sedlové technologie k přitlačování pásu otevírá Thielenhaus Microfinish výrobcům motorů a jejím dodavatelům nové možnosti, jak jednodušeji, rychleji a cenově výhodněji organizovat jemné obrábění klikových hřídelí nejrůznějších konstrukčních typů. Výrobní závody na třech kontinentech zaručují, že naše stroje a servis mohou být k dispozici nejenom v Evropě, nýbrž na celém světě.
Shoe Follows Function – New Possibilities for Machining Crankshafts of Microfinish Type
Car manufacturers are familiar with the problems connected to fine machining of crankshafts. Transition radii cannot be machined with the same depth of roughness as focal points. Surface line on the bearing seats is not always possible to follow, a correction of roundness on the crank pin bearings are different from those on middle bearings and crankshafts with small pitch are deformed under the action of cutting forces and oscillation of workpieces. Now, due to these problems on the base of practical experience innovative solutions have been developed that make the cutting process easier and safer.
Autor



NEJčtenější souvisejicí články (v posledních 30-ti dnech)
Na dvě stovky posluchačů z řad odborníků na požární ochranu si našly 2. února 2012 cestu do Atelieru D na Stavební fakul...
Problematika průmyslových podlah je v současnosti poměrně často skloňované téma. Průmyslové podlahy jsou podstatnou souč...
Od roku 1997 je navrhování kotvení do betonu popsáno na evropské úrovni ve směrnici ETAG 001, příloha C a také v následn...
NEJlépe hodnocené související články
uvedl v rozhovoru pro časopis KONSTRUKCE Ing. Jindřich Řičica, předseda Asociace dodavatelů speciálního zakládání staveb...
Autoři v článku popisují architektonické, konstrukční a materiálové řešení nové hasičárny v Krásné Studánce. Ta neslouží...
Po třech letech a tour v Indii a Číně se veletrh Bauma vrátil na výstaviště v bavorské metropoli – do Mnichova. Největší...
NEJdiskutovanější související články
Koncept „dřevostavba“ není zatím přesně definován. Tímto pojmem budeme rozumět stavební dílo, pro jehož nosnou konstrukc...
Zinkové povlaky tvoří nejefektivnější antikorozní ochranu ocelových výrobků. V práci je představena analýza nákladů...
AERO-THERM znamená revoluci v izolaci a zateplování budov a objektů. AERO-THERM je nanotechnologie, která je schopna dík...



ISSN 1803-8433 | © Copyright 2002 - 2026 KONSTRUKCE Media, s.r.o.
Jakékoliv užití obsahu včetně převzetí, šíření či dalšího zpřístupňování článků a fotografií je bez souhlasu nakladatelství zakázáno.
KONSTRUKCE Media, s.r.o., se sídlem Starobělská 1133/5, 700 30 Ostrava, zapsaná v obchodním rejstříku vedeným u Krajského soudu v Ostravě, oddíl C, vložka 22003, Identifikační sídlo: 25851276 | Tel.: 597 317 578 | Fax: 597 579 166


