








Problematika koroze a korozivzdorných materiálů
Rubrika: Svařování a dělení
Ve svářečské praxi se velmi často setkáváme se svařováním korozivzdorných ocelí. Řada renomovaných společnosti včetně ESABu pořádá odborné semináře zaměřené na problematiku svařování korozivzdorných ocelí. Přes výše uvedené se stále setkáváme s mnoha nejasnostmi spojených právě s otázkou koroze.
Korozí jsou nejvíce postihovány rozvody plynu, vody, elektřiny a telekomunikační rozvody. Na celkových škodách se podílejí 34 procenty. Následuje doprava (21,5 %), po ní infrastruktura – mosty (dnes již není výjimkou, že pro armovaný beton se jako výztuha používá korozivzdorná ocel), letiště a dálnice a nakonec výroba, především provozy pro důležité pro ekonomiku a životní úroveň v zemi – rafinerie, petrochemické provozy apod.
Velmi vystižně tento jev popsala formulace Manuela Morcila, ředitele španělského Národního výzkumného ústavu metalurgického: „Tak jako se o člověku říká, prach jsi a v prach se obrátíš, platí o kovech, že oxidy jsou a v oxidy se obrátí“. O některých kovech to platí méně o jiných více. Existuje malá skupina ušlechtilých kovů v čele se zlatem a platinou, které oxidaci nepodléhají nebo jen pomalu [1].
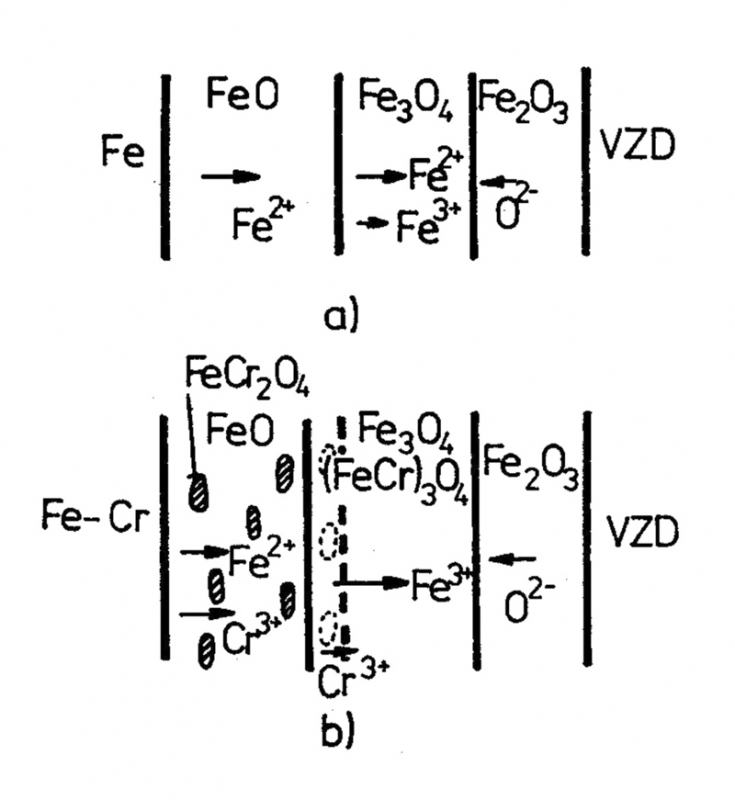
V případě železa a oceli je rez porézní a podporuje další postup oxidace až do rozložení celého materiálu. U mnoha lehkých a barevných kovů je to trochu jinak. Tvoří se neprostupná oxidační vrstva (například oxid hlinitý u hliníku nebo patina u mědi), které zamezí další korozi. Konkrétní případ oxidace železa dokumentuje obr. 1 [2]. V mnoha prostředích dává pasivita ocelím a slitinám vynikající odolnost proti celkové korozi. Za zvláštních podmínek může však být pasivita místně porušena a potom velká katodová pasivní plocha bude naopak urychlovat korozi malých anodových míst, což se projeví některým z místních druhů koroze – štěrbinovou, bodovou, mezikrystalovou a korozním praskáním. Znalosti o těchto druzích koroze jsou významné při uplatnění korozivzdorných ocelí, zvláště pak austenitických.
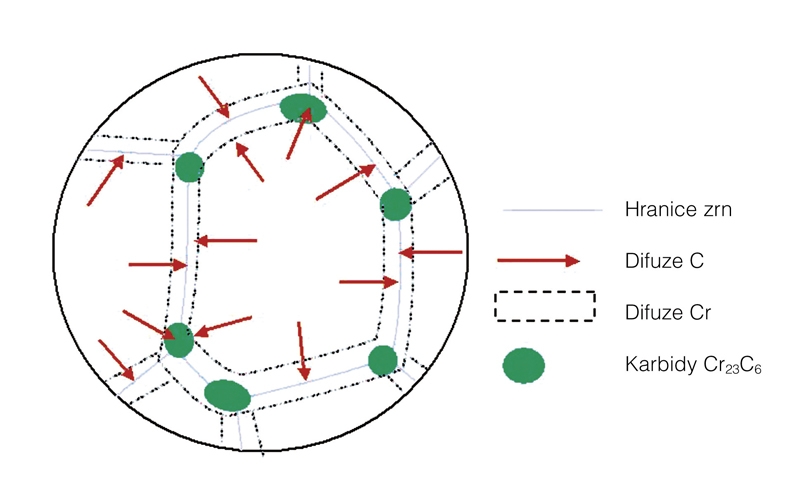
Austenitické typy ocelí stále patři k nejrozšířenějším typům v konstrukcích a zařízeních různých průmyslových odvětvích byť stále častěji se používají oceli duplexní kombinující přednosti ocelí austenických s feritickými [3]. Při samotném svařování se nejvíce diskutuje otázka zcitlivění oceli a její náchylnost na vznik mezikrystalové koroze. Tato koroze vzniká vylučováním karbidů chrómu na hranicích zrn, čímž dojde k ochuzení sousedních oblasti o chróm. Grafické znázornění je na obr. 2.
V praxi se může náchylnost na vznik mezikrystalové koroze projevit:
- po žíhání na odstranění pnutí v oblasti teplot 500–700 °C,
- po svařování, kdy je materiál vystaven po určitou dobu kritickým teplotám (důležitý je obsah uhlíku v dané oceli)
Vylučování karbidů Cr nastává běžně v pásmu teplot 425 až 815 °C. Na hranicích zrn začnou precipitovat karbidy typu Cr23C6 a Cr7C3 a oblasti hranice zrn ztrácí pasivační odolnost proti korozi. Z tohoto důvodu jsou materiály stabilizovány prvky Ti, Nb, Ta, které přednostně váží uhlík na karbidy TiC, NbC nebo TaC. Takové oceli se nazývají stabilizované. Druhou cestou je u ocelí a přídavných svařovacích materiálů limitovat obsah uhlíku pod 0,03 %, pak se jedná o nízkouhlíkové korozivzdorné oceli. Na obr. 3 je znázorněn svarový spoj napadený mezikrystalovou korozí.
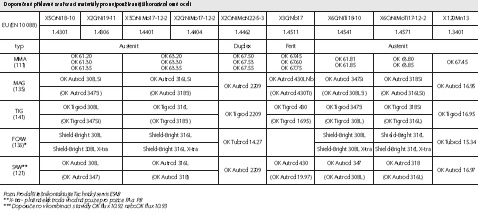
Samozřejmostí je nutnost řešit spojování a jednou z cest jak vytvořit nerozebiratelné spojení je svařování. Vždy je nutné volit přídavný svařovací materiál na základě použitého základního materiálu a pracovních podmínek samotného svařence. V tabulce I naleznete příklady korozivzorných ocelí a k nim doporučené přídavné svařovací materiály. V případě dalších dotazů týkajících se nejenom svařování korozivzdorných ocelí neváhejte kontaktovat Technický Servis ESAB VAMBERK, s. r. o.
LITERATURA:
[1] http://www.mda.cinvestav.mx/fa01.htm
[2] Kovové materiály (2006) Prof. Ing. Karel Macek, DrSC., Doc. Ing. Jiří Janovec, CSc., Doc. Ing. Peter Jurči, Ph.D., Prof. Ing. Petr Zuna, CSc. D. Eng. H.c., Skripta ČVUT, ISBN 80-01-03513-1
[3] Korozivzdorné oceli a slitiny – Vladimír Číhal
The issues of corrosion and corrosion-resistant materials
The article explains uncertainties connected with the issue of corrosion when welding corrosion-resistant steels. During the welding itself, the most discussed question is the steel sensitization and its tendency to creation of intergranular corrosion. This corrosion was created by deposition of chrome carbides on the grain boundary whereby the neighbouring area are depleted of chrome.
NEJčtenější souvisejicí články (v posledních 30-ti dnech)
Pro stavební svařované staticky, dynamicky a únavově namáhané konstrukce, pracující za teplot v podcreepové oblasti jsou...
Nejprve to hlavní – co si představit pod pojmem slabý plech. Je to tenký plech válcovaný za studena plech tloušťky 0,6 –...
NEJlépe hodnocené související články
První jeřábový hák na světě vyrobený technikou 3D tisku úspěšně prošel zátěžovými testy na 80 tun a souvisejícími kontro...
uvedl v rozhovoru pro časopis KONSTRUKCE Ing. Lumír Al-Dabagh, generální ředitel ZVU STROJÍRNY, a. s....
NEJdiskutovanější související články
Svařování obalenou elektrodou rozhodně nepatří mezi zastaralé metody. Použití kvalitní obalené elektrody umožňuje vytvoř...
Při návrhu svařované mostní konstrukce pro městkou komunikaci v Praze Troji byla posuzována možnost použít místo klasick...
Hliník se nesvařuje s takovou samozřejmostí jako jiné kovy. Jeho velká afinita ke kyslíku, rychlá tvorba kysličníku hlin...



ISSN 1803-8433 | © Copyright 2002 - 2026 KONSTRUKCE Media, s.r.o.
Jakékoliv užití obsahu včetně převzetí, šíření či dalšího zpřístupňování článků a fotografií je bez souhlasu nakladatelství zakázáno.
KONSTRUKCE Media, s.r.o., se sídlem Starobělská 1133/5, 700 30 Ostrava, zapsaná v obchodním rejstříku vedeným u Krajského soudu v Ostravě, oddíl C, vložka 22003, Identifikační sídlo: 25851276 | Tel.: 597 317 578 | Fax: 597 579 166


