







 Svařování a dělení Praktické aplikace metody SATTM mimo jiné v podmínkách AMMANN Czech Republic a. s.
Svařování a dělení Praktické aplikace metody SATTM mimo jiné v podmínkách AMMANN Czech Republic a. s.Praktické aplikace metody SATTM mimo jiné v podmínkách AMMANN Czech Republic a. s.
Rubrika: Svařování a dělení
Metoda SATTM (Swift Arc Transfer) je jednou z možností, která zákazníkovi dokáže přinést mnoho pozitiv. SATTM je velmi vhodný pro robotizované a plně automatizované mechanizované svařování a zároveň je v některých aplikacích vhodný i pro ruční svařování. Je vhodný pro koutové spoje v poloze PB a PA a výplně tupých spojů v poloze PA, od slabých plechů po silné. SATTM je založen na použití nepoměděných MAG drátů OK AristoRodTM s pokročilou povrchovou úpravou.

Podávací systém se díky povrchu OK AristoRodTM nezanáší a tím je dosaženo perfektní podavatelnosti i při velkých rychlostech. Výhodou nepoměděného drátu OK AristoRodTM oproti poměděným drátům je velmi kvalitní přenos proudu mezi kontaktním průvlakem a drátem a tím, velmi stabilní oblouk. Pro proces svařování SATTM je vhodný invertorový svařovací zdroj ESAB společně s podavačem drátu Robofeed 3004, které společně s ovládací jednotkou U8 umožní rychlost podávání drátu až na 30m/min.
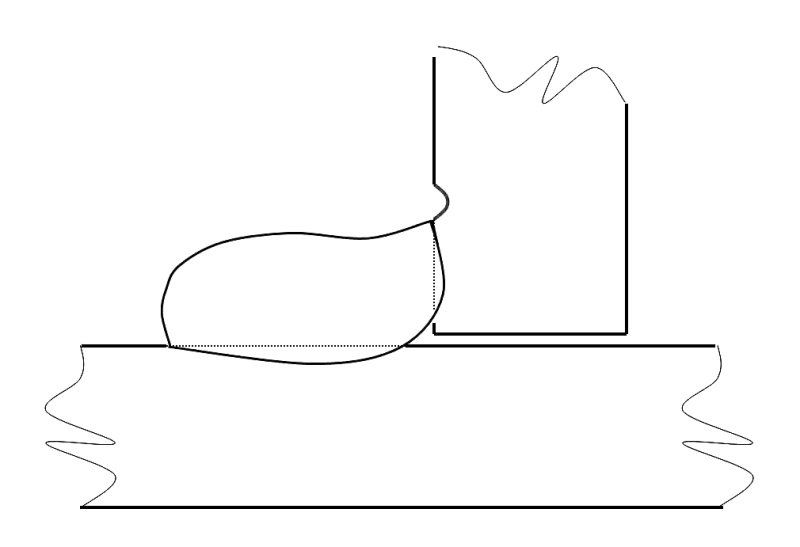
Právě pro takovéto řešení se rozhodla společnost AMMANN Czech Republic a. s. V řadě případu se zrychlení svařovacího procesu snažilo dosáhnout zvýšením průměru drátu, což má však za následek výrazné ztížení ovládání svarové lázně a s tím spojený vznik neprůvarů. Dalším rizikem je náchylnost na vznik zápalů viz obr. 1. Při aplikaci metody SATTM jdeme naopak cestou snížení průměru drátu, ale výrazným nárůstem rychlosti podávání až na hodnoty okolo 30m/min. Touto cestou zlepšíme kontrolu svarové lázně a minimalizujeme riziko vzniku defektů definovaných v EN ISO 5817.
Aplikace metody v AMMANN Czech Republic a. s.
Společnost AMMANN je vedoucí stavební dodavatel pro stroje, systémy a služby s klíčovými kompetencemi v oblasti asfaltu a pro celosvětové silniční stavitelství Společnost AMMANN se na počátku krize jako řada dalších firem dostala do problémů s odbytem svých výrobků nicméně i díky schopnému managementu tuto krizi překonala a následně začala pociťovat v některých částech výroby nedostatečnou kapacitu výrobních linek. Konkrétně se jednalo o vibrační běhoun zemního stroje obr. 2. Díky dlouhodobé spolupráci začali technici obou společnosti hledat řešení, které by tento problém odstranilo. Konečným řešením se ukázala aplikace metody SATTM na dvou konkrétních robotizovaných pracovištích. Před samotnou implementací dané technologie se samozřejmě musela uskutečnit řada ověřovacích zkoušek, kde jsme se konkrétně zaměřili na hloubku průvaru, minimalizaci deformací a samozřejmě v neposlední řadě i zvýšením rychlosti svařování což byl cíl naší cesty.
Dosažené výsledky včetně nastavení svařovacích parametrů
- Poloha svařování: PA
- Vedení hořáku: s rozkyvem
- Průměr sv. drátu: 1,0 mm
- Rychlost podávání drátu: 25,0 m/min.
- Svařovací proud: cca 375 A
- Svařovací napětí: cca 35,0 V
Tento jeden parametr pro různé velikosti FW = pouze se mění svařovací rychlost, snižuje nebo zvyšuje = regulace vneseného tepla + úspora el. energie a ochranného plynu.
VŠEOBECNÉ INFORMACE O SVAŘOVÁNÍ VYSOKOPEVNÝCH PLECHŮ I S POUŽITÍM METODY SATTM
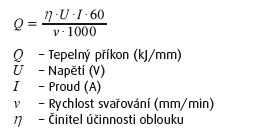
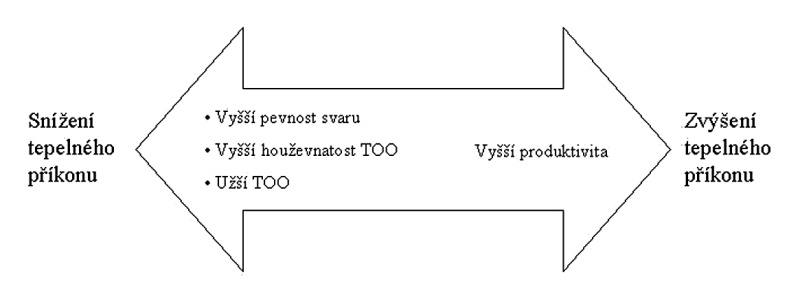
Při svařování jak běžných konstrukčních materiálu, tak zejména u vysokopevnostních ocelí musíme kontrolovat vnesené teplo Q. Vždy je nutné volit kompromis mezi maximální hodnotou vneseného tepla a produktivitou.
Jednou z cest jak dosáhnout zvýšení produktivity a zároveň snížit hodnotu vneseného tepla a tím i minimalizovat deformace po svařeníje zvýšit rychlost svařování. Zvýšení podávacích rychlostí drátu nám může přinést:
- Zvýšení tlaku oblouku = větší průvar
- Použitím menšího průměru drátu dochází ke snížení hodnoty svařovacího proudu = svarová lázeň je menší než u drátu větších průměru = lepší ovladatelnost.
- Malá náchylnost na stečení svarového kovu – minimalizace vzniku zápalů na stojně.
- Zvýšení rychlosti svařování (ruka až 80 cm/min, mechanizace běžně 100 cm/min i více) dle velikosti svaru.
POUŽITÍ NOVÉ GENERACE SVAŘOVACÍCH DRÁTŮ MIG/MAG
ESAB uvedl na trh vysokopevné materiály typu OK AristoRod, což jsou nepoměděné dráty nové generace. Tyto svařovací dráty svojí metalurgickou čistotou, svařovacími vlastnosti a v dnešní době i podstatným ekologickým hlediskem, splňují přísné požadavky například pro svařování vysokopevných materiálů typu Weldox, nebo otěruvzdorných plechů typu Hardox. Jako nejznámější představitele drátů typu OK AristoRod můžeme uvést například OK AristoRod 12.50, OK AristoRod 12.63, OK AristoRod 59 (OK AristoRod 13.13), OK AristoRod 69 (OK AristoRod 13.29), OK AristoRod 79 (OK Aristo- Rod 13.31) či novinka pro rok 2010 OK AristoRod 89 což je materiál s garantovanou mezí kluzu 890 MPa, jehož použití je možné pro ocele jakosti Weldox 960. V případě zmínky o materiálech typu Hardox a Weldox si dovolíme upozornit na jedno z rizik při jejich svařování. Jedná se možný vznik tzv. studených trhlin, které jsou nejčastěji způsobeny následujícími faktory:
- Přítomnost martenzitu v základním materiálu, respektive svarovém spoji.
- Vlhkost (zdroj – základní materiál a přídavný svařovací materiál).
- Působením tahového pnutí ve svarovém spoji.
Vezme-li svařovací technolog v úvahu výše uvedené tři faktory a vhodně zvolí přídavný materiál a svářeč provede samotný svar dle schválené WPS, můžeme očekávat svar vysoké jakosti.
ZDROJE INFORMACÍ:
- Katalogy a marketingové materiály firmy ESAB
- J. Pluhař, A. Puškár, J. Koutský, K. Macek, V. Beneš: Fyzikální metalurgie a mezní stavy materiálu, SNTL Praha 1987
- Katalogy a marketingové materiály firmy SSAB.
- T. Nilson: MAG welding of high-strenth, cold rolled, dual-phase steels, Svetsaren No. 3, 1998
Practical Application of SATTM Method Among Others Under Conditions of AMMANN Czech Republic, a. s.
SATTM method (Swift Arc Transfer) is one of the options that can bring a lot of benefits to the customer. SATTM is very suitable for robotized and fully automated mechanized welding and in some applications it is also suitable for manual welding. It is suitable for fillet joints in PA and PB position and abutting joint filling in PA position, from thin sheets to thick sheets. SATTM is based on the use of non-copper-coated MAG wires OK AristoRodTM with advanced surface finish.

NEJčtenější souvisejicí články (v posledních 30-ti dnech)
Nejprve to hlavní – co si představit pod pojmem slabý plech. Je to tenký plech válcovaný za studena plech tloušťky 0,6 –...
Pro stavební svařované staticky, dynamicky a únavově namáhané konstrukce, pracující za teplot v podcreepové oblasti jsou...
NEJlépe hodnocené související články
První jeřábový hák na světě vyrobený technikou 3D tisku úspěšně prošel zátěžovými testy na 80 tun a souvisejícími kontro...
uvedl v rozhovoru pro časopis KONSTRUKCE Ing. Lumír Al-Dabagh, generální ředitel ZVU STROJÍRNY, a. s....
NEJdiskutovanější související články
Svařování obalenou elektrodou rozhodně nepatří mezi zastaralé metody. Použití kvalitní obalené elektrody umožňuje vytvoř...
Při návrhu svařované mostní konstrukce pro městkou komunikaci v Praze Troji byla posuzována možnost použít místo klasick...
Hliník se nesvařuje s takovou samozřejmostí jako jiné kovy. Jeho velká afinita ke kyslíku, rychlá tvorba kysličníku hlin...



ISSN 1803-8433 | © Copyright 2002 - 2026 KONSTRUKCE Media, s.r.o.
Jakékoliv užití obsahu včetně převzetí, šíření či dalšího zpřístupňování článků a fotografií je bez souhlasu nakladatelství zakázáno.
KONSTRUKCE Media, s.r.o., se sídlem Starobělská 1133/5, 700 30 Ostrava, zapsaná v obchodním rejstříku vedeným u Krajského soudu v Ostravě, oddíl C, vložka 22003, Identifikační sídlo: 25851276 | Tel.: 597 317 578 | Fax: 597 579 166


