








Pájení kovů
Rubrika: Svařování a dělení
Pájení je několik tisíciletí stará metoda spojování materiálů, od počátku 20. století využívaná průmyslově. Výhodou je možnost spojení dílů z nesvařitelných či těžce svařitelných materiálů a dílů pro svařování nevhodných. Účelem článku je připomenutí této metody a zejména využití poznatků v praxi.

DEFINICE PÁJENÍ
Pájení je tepelný proces spojení dvou materiálů nebo nanesení materiálu, přičemž není dosaženo teploty tavení základního materiálu, ale spoj vzniká difúzí tekuté pájky.
VYSVĚTLENÍ ZÁKLADNÍCH POJMŮ
Smáčivost
Pájky se při pájení taví, a proto se fyzikálně chovají jako tekutiny. Smáčivost je nevratné rozložení roztavené pájky na povrchu pájených materiálů. Dobrá smáčivost pájky je předpokladem pro vzlínání do pájené mezery a její vyplnění.
Difúze
Vlivem smáčivosti tvoří pájka se základním materiálem slitinu. Vznik slitiny, kdy jeden z materiálů zůstane v pevném stavu, se nazývá difúzí. Přesouváním atomů pájky vzniká difúzní zóna, jejíž velikost ovlivňuje pevnost pájeného spoje.
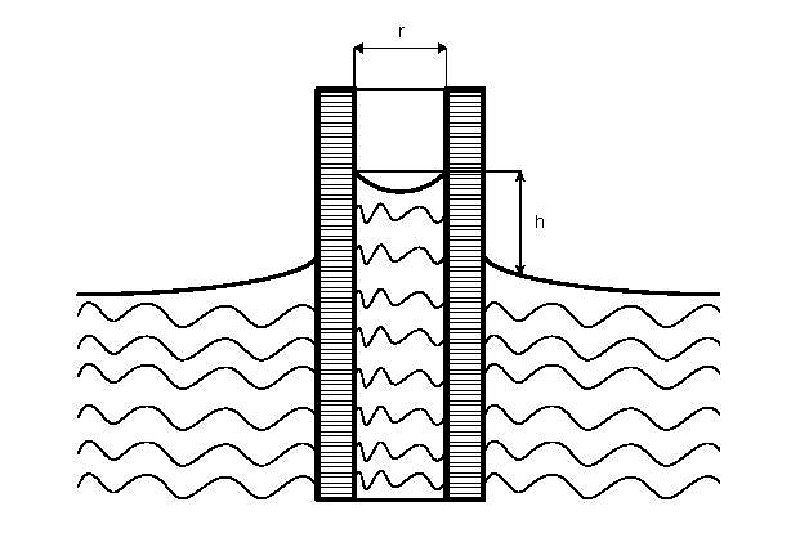
Vzlínavost
Hladina tekutiny v mezeře je výše než okolní hladina. Tento jev se nazývá kapilární tlak. Jeho účinkem roztavená pájka vzlíná do mezery a to i proti gravitaci. Rozdíl -h- bude tím větší, čím menší je -r-.
Velikost kapilárního tlaku závisí na mezeře, optimální mezera pro různé pájky je znázorněna v tab. 1.
Pracovní teplota
Nejnižší teplota povrchu materiálu v místě pájení, při které se pájka smáčí, rozšiřuje se a může se spojit s materiálem. K tomu nemusí být pájka vždy plně roztavena, často tato pracovní teplota leží mezi teplotou solidu a liqidu, tedy v rozsahu teploty tavení pájky. Vždy je ovšem vyšší než teplota solidu pájky.
Teplota tavení – solidus, liqidus, eutektikum
Solidus – pod teplotou solidu tuhá fáze, nad ní směs tuhé fáze a taveniny. Liqidus – nad teplotou liqidu kov plně tekutý. Tyto dvě teploty ohraničují rozsah tavení. Při velkém rozsahu tavení tvoří pájka hustější lázeň a lépe tak překrývá mezeru. Při úzkém rozsahu, případně u pájky eutektické, se tvoří velmi řídká lázeň a pájka má výbornou vzlínavost. Eutektikum – solidus i liqidus je stejný, pájka přechází do tekutého stavu náhle.
| Tab. 1 – Optimální mezera pro různé typy pájek | ||
| Typ pájky | Příklad typů Fontargen | Mezera v mm |
| Měď | A200L, AP21AL | 0,05 |
| Mosaz | A210, A210K, A211 | 0,2 |
| Alpaka /niklová mosaz/ | A101, A102 | 0,2 |
| Měď-fosfor-(stříbro) | A2004V, A3005V, A3015V | 0,2 |
| Stříbrné pájky | A303, A320, A314 | 0,05 - 0,1 |
| Hliníkové pájky | A407L | 0,2 - 0,4 |
| Niklové pájky | HTL2, HTL7 | 0,2 |
| Cínové pájky | A611, A644, A630 | 0,1 |
ROZDĚLENÍ PÁJEK DLE PÁJECÍ TEPLOTY
Měkké pájení
- teplota liqidu pájky <450 °C, pájky na bázi Sn a Pb
Tvrdé pájení
- teplota liqidu pájky >450 °C, pájky Al, Ag, Cu-P, CuZn
Vysokoteplotní pájení
- teplota liqidu pájky >900 °C, pájení ve vakuu nebo ochranné atmosféře, pájky Cu a Ni
TAVIDLA PRO PÁJENÍ
Tavidla pro obvyklé druhy pájek
Nekovové látky (silikáty, boridy, chloridy, fluoridy atd.) s následujícími funkcemi:
- zabraňují vzniku oxidů na povrchu při ohřevu,
- odstraňují oxidy v průběhu pájení a zabraňují jejich novému vzniku,
- zmenšují povrchové napětí tekuté pájky a tím usnadňují její smáčivost.
Tavidlo se v aktivním rozsahu teplot taví, roztéká po materiálu a dochází k redukci oxidů. V této době musí dojít k zatečení pájky, neboť po 3 – 4 minutách je již oxidy nasyceno a dále nepůsobí. U odolných oxidů, např. při pájení CrNi ocelí, tato doba může být i kratší a je proto třeba dbát na použití vhodného tavidla a druhu ohřevu. Např. málo výkonný zdroj tepla neúměrně prodlužuje dobu ohřevu, naopak agresivní oxidační plamen značně zvyšuje množství oxidů.
Funkce fosforu jako tavidla
Pájky pro tvrdé pájení mědi s obsahem fosforu (CuP) umožňují pájení bez použití tavidla. V pájce obsažený fosfor reaguje s atmosférickým kyslíkem na oxid fosforečný, ten s oxidy mědi na povrchu na metafosforečnan mědi. Metafosforečnan mědi je korozně nezávadný, proto se pájená místa nemusí následně opracovávat.
Vysokoteplotní pájení
U vysokoteplotního pájení je problém oxidů řešen pecní atmosférou nebo vakuem. Exo-plyny (zemní plyn, propan, atd.) nebo směsi H2/N2, štěpený amoniak, vodík apod., reagují za vysokých teplot s oxidy za vzniku čistého kovu, vodních par a dusíku. Ve vakuu pak dochází k rozrušení oxidační vrstvy spolupůsobením podtlaku a teploty.
STYČNÁ PLOCHA
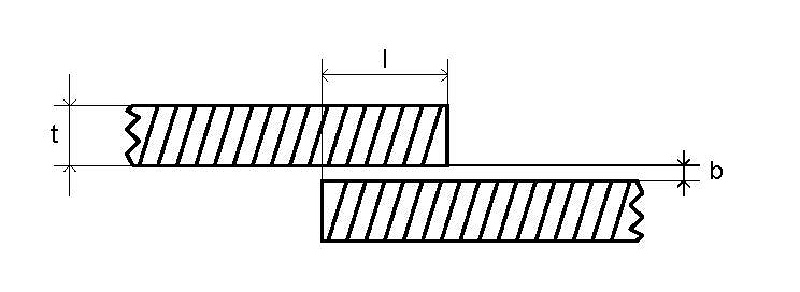
Přeplátovaný spoj
- nejčastější typ spoje,
- pro přeplátování se obvykle používá vzorec l = (3 – 6) x t.
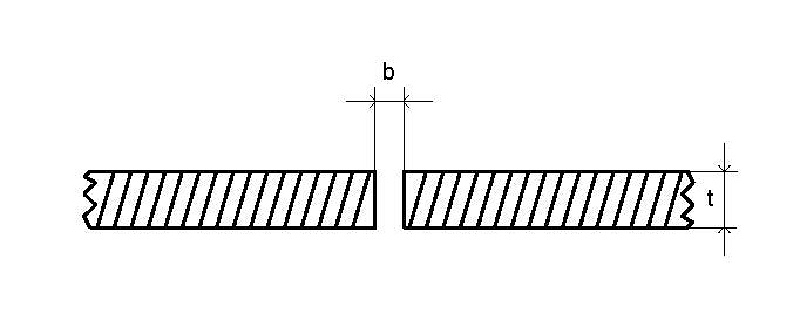
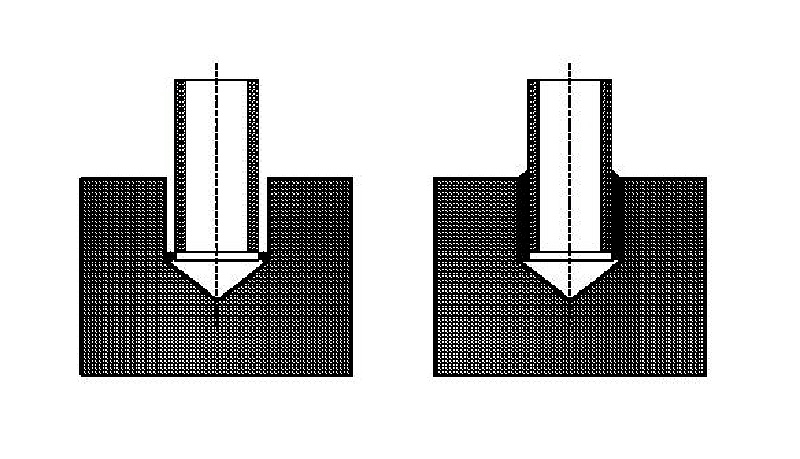
Tupý spoj
- málo používaný typ,
- vhodné použít pájky vyšší pevnosti, mosazné Fontargen A 101, A 102, stříbrné A 311.
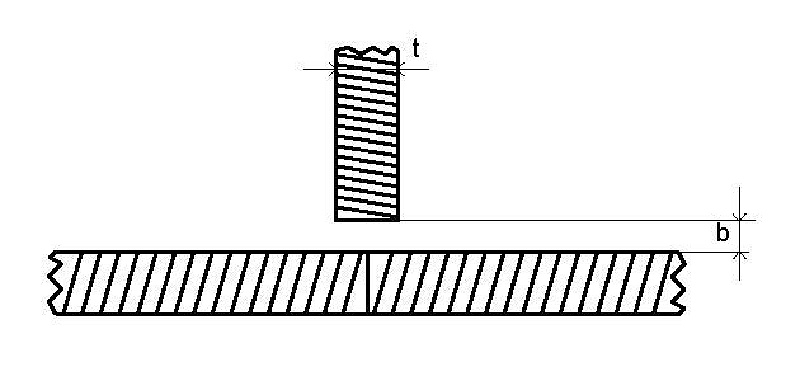
T-spoj
- používaný např. u tenkých plechů při MIG pájení
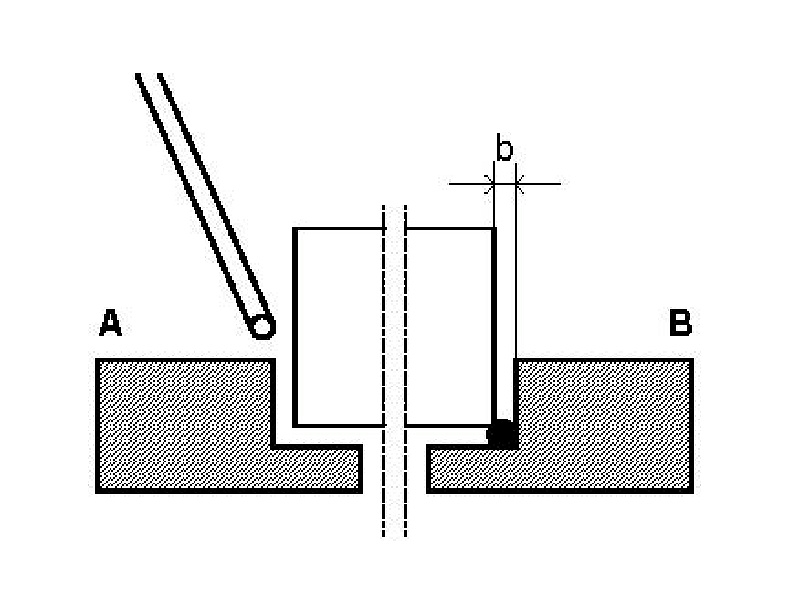
Zásuvný spoj
- varianta přeplátovaného spoje,
- u typu A se po dosažení pájecí teploty přidává pájka,
- u typu B je pájka předem vložena.
Vložení pájky
Pájka může být přidávána z venku nebo vložena předem (např. kroužek, pasta). Roztavená pájka proniká do mezery a vytlačuje z ní tavidlo. Mělo by být zajištěno vytečení tavidla. Obrázek znázorňuje pájení vloženou pájkou. Výhodou pájení z vnitřku ven je možnost vizuální kontroly důkladného protečení pájky.
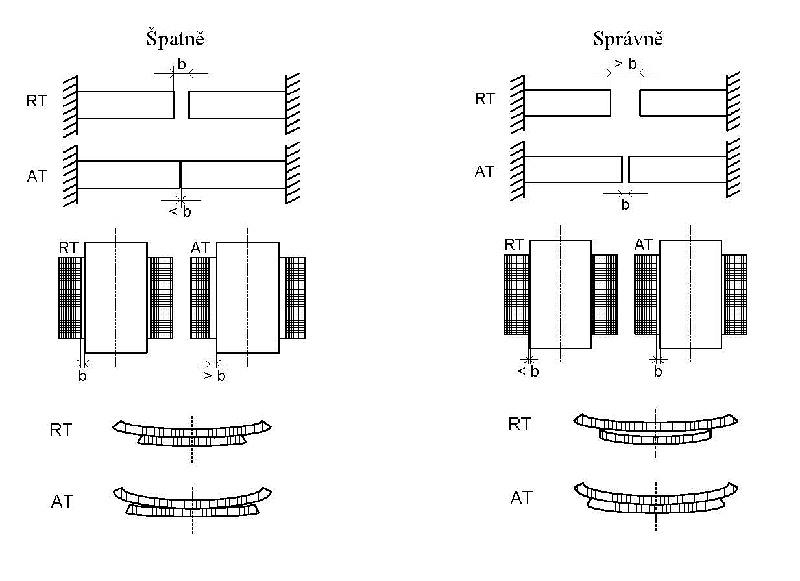
Pájecí mezera
Optimální mezera pro různé typy pájek viz Tab. 1. Vždy se jedná o mezeru při pájecí teplotě, nikoliv při pokojové teplotě!
Podle typu spoje se mezera může zvětšit, nebo zmenšit.
RT – pokojová teplota
AT – pájecí teplota
PÁJENÍ MOSAZNÝMI PÁJKAMI
Informace
Mosazné pájky jsou vhodné tehdy, pájí-li se ocel, litina, měď a nehrozí poškození pájeného materiálu vyšší teplotou. Dále když rozměry a dostatečně výhřevný plamen umožňují rychlé a bezproblémové dosažení pájecí teploty. Výhodou je nízká cena a vysoká pevnost spoje.
Tavidla pro mosazné a alpakové pájky
FH 21 (F-SH2) – reakční teplota 750 – 1 100 °C
Fontargen F 100 (pasta), F120 (prášek), Rapidflux (tekutina pro přívod hořákem).
Tavidla jsou na bázi sloučenin bóru, jsou nekorozívní, nemusí být odstraňovány zbytky.
Důležité typy pájek dle EN 1044 (DIN 8513)
CU 306 (L-CuZn39Sn) – Fontargen A 210 K
Řídce tekoucí pájka pro oceli, litiny, měď a slitiny mědi s teplotou solidu nad 900 °C, pozinkované trubky.
CU 305 – modifikovaná (L-CuNi10Zn42+Ag) – Fontargen A 102
Pájka s vysokou pevností (přes 700 N/mm²) pro oceli, litiny, nikl a slitiny niklu, zejména pak pro spoje s menší styčnou plochou, např. tupé spoje.
PÁJENÍ STŘÍBRNÝMI PÁJKAMI
Informace
Stříbrné pájky jsou vhodné tehdy, pájí-li se materiály citlivé na vysokou teplotu, obtížně pájitelné materiály, při požadavku vysoké kapilarity, nárocích na houževnatost spoje a při použití plamene s nižší výhřevností. Pro ocel, měď a litinu se uplatní pájka s již 20 % stříbra, pro nerezavějící ocel a dále pro tvrdokovy pak pájka s min. 40 – 45 %.
Tavidla pro stříbrné pájky
FH 10 (F-SH1) obsahuje sloučeniny bóru a fluoridy. Redukuje oxidy při teplotě 550 – 800 °C, kde se pohybují pájecí teploty všech stříbrných pájek a CuP pájek.
Fontargen F 300 (prášek), F 300 H Ultra (pasta).
FH 11 (F-SH1) obsahuje vedle sloučenin bóru a fluoridů také chloridy. Používá se pro pájení slitin mědi s obsahem hliníku – hliníkových bronzů a hliníkem legované mosazi.
Fontargen F 300 AB (pasta).
FH 12 (F-SH1) je tmavá korozívní pasta pro obtížně pájitelné materiály, jako nerezavějící oceli a tvrdokovy, teplota až 850 °C. Fontargen F 300 HF Ultra (pasta).
Odstranění mechanicky, kartáčem v horké vodě, rychlým ochlazením bezprostředně po pájení (umožňuje-li to pájený materiál, pozor na možné změny struktura), mořením v lázni 40 °C. Mořící lázeň bývá na bázi kyseliny fosforečné nebo kyseliny vinné.
Stříbrné pájky s obsahem kadmia
Pájky s obsahem kadmia nelze již dle Regulation (EU) No. 494/2011 of May 20, 2011 používat. Jejich výhodou byla vysoká pevnost při vysoké tažnosti, výborná smáčivost a kapilarita, o 50 - 70 °C nižší pracovní teplota při nižším obsahu stříbra (nižší ceně). Obsah Cd lze kompenzovat vyšším obsahem stříbra, legováním Sn a Si. Ag zvyšuje cenu, Sn snižuje tažnost z 25 % až na 12 %, Si snižuje pevnost při pájení oceli. Bez Sn a Si má pájka vysokou pevnost při vysoké houževnatosti, avšak vyšší pájecí teplotu. Náhrada se proto řeší individuálně.
Stříbrné pájky bez kadmia
Neobsahují žádné lehce se odpařující látky, jsou šetrné k životnímu prostředí, neohrožují zdraví, nejsou citlivé na přehřátí a tvorbu pórů. Použití pro ocel včetně nerezavějící, měď a slitiny, mosazi, bronzy, nikl, temperované litiny a tvrdokovy. Vhodné pro chlazení až do –200 °C.
Důležité typy pájek dle EN 1044 (DIN 8513)
AG 206 (L-Ag 20) – Fontargen A 303
Základní stříbrná pájka, max. shoda barvy při pájení mosazi.
AG 203 (L-Ag 44) – Fontargen A 311
Vysoká pevnost, vysoká tažnost, velmi dobré vyplnění mezery.
AG 103 (L-Ag 55 Sn) – Fontargen A 314
Nízká pájecí teplota, max. shoda barvy při pájení nerezavějících ocelí.
AG 104 (L-Ag 45 Sn) – Fontargen A 320
Levnější alternativa k 55% pájce, není-li požadavek na vysokou tažnost a shodu barvy.
AG 502 (L-Ag49) – Fontargen A 324
Ni a Mn legovaná pájka s výbornou smáčivostí na tvrdokovech.
AG 401 (L-Ag72) – Fontargen A 308 V
Eutektická pájka pro pájení ve vakuu a pro vakuově těsné spoje.
PÁJENÍ CUP PÁJKAMI
Informace
Pro pájení čisté mědi se používají bez tavidla, pro legovanou měď a slitiny se používají tavidla stejná jako pro stříbrné pájky. Pro měď a slitiny mědi ekonomická alternativa k stříbrným pájkám, při obsahu stříbra do 18 % odpovídají pájecí teploty a kapilarita stříbrné pájce s cca 40 % stříbra. Ohřev je zde navíc možný i WIG hořákem. Na nenáročné aplikace, topení atd. lze použít bez stříbra. Pro chlazení min. s 2 %, pro plynové instalace s min. 5 %. S 15 % se používají pro náročné spoje zatížené tepelnými změnami, vibracemi a v elektrotechnice. Pájka s 18 % je eutektická, velmi řídce tekoucí a velmi kapilární. Dle obsahu stříbra jsou tyto pájky vhodné pro chlazení až do –70 °C. CuP pájky nesmí být použity k pájení železných a niklových materiálů a dále spojů, které jsou ve styku s médii obsahujícími síru.
Důležité typy CuP pájek dle EN 1044 (DIN 8513)
CP 203 (L-CuP6) – Fontargen A 2004
Standardní pájka pro méně náročné spoje.
CP 104 (L-Ag5P) – Fontargen A 3005
Pájka s vyšší houževnatostí a nižší pájecí teplotou. Vhodná i pro rozvody plynu a pro chlazení.
CP 102 (L-Ag15P) – Fontargen A 3015
Pájka s vysokou houževnatostí a nižší pájecí teplotou. Pro náročné spoje s vibracemi, tepelnými změnami, chlazení až do –70 °C.
CP 101 (L-Ag18P) – Fontargen A 3018
Pájka s vysokou houževnatostí a nízkou pájecí teplotou. Eutektická slitina. Velmi řídce tekoucí s vysokou kapilaritou. Pro náročné spoje s vibracemi, tepelnými změnami, chlazení až do –70 °C.
PÁJENÍ MĚKÝMI PÁJKAMI
Informace
Pájky na bázi Sn jsou vhodné, dle příslušného tavidla, pro naprostou většinu kovů. Výhodou je minimální ovlivnění pájeného materiálu a dobrá smáčivost. Omezujícím faktorem je zejména pevnost pájeného spoje.
Tavidla pro měkké pájky
Dříve byla uvedena v DIN 8511 a seřazena dle agresivity. Skupina 11 je nejagresivnější tavidlo, které se používá pro pájení nerezavějících ocelí a pozinkovaných ocelí. Se stoupajícím číslem agresivita klesá. Odstranění zbytků vodou, příp. horkou vodou. Od skupiny 26 mají tavidla pryskyřičný základ, použití se zejména v elektrotechnice, zbytky nejsou korozivní a nemusí se odstraňovat. Nyní platí norma DIN EN 29454.
Nejpoužívanější typy dle DIN EN 29454 (DIN 8511)
3.1.1.A (F-SW12) – Fontargen F 600
Kapalina pro pájení mědi a slitin a legovaných i nelegovaných ocelí.
3.2.2.A (F-SW11) – Fontargen F 600 S 15
Kapalina speciálně pro pozinkované oceli a nerezavějící oceli.
3.1.1.C (F-SW21) – Fontargen F 600 CW
Vysoce jakostní tavidlo – nekorozívní pasta pro měděné trubkové instalace dle DVGW.
1.1.2.C (F-SW26) – Fontargen F 600 CC
Aktivní nekorozívní pasta na pryskyřičné bázi pro pájení v elektrotechnice.
Důležité typy pájek pro měkké pájení dle EN ISO 9453
Nr. 111 (S-Pb50Sn50) – Fontargen A 630
Klempířské práce, okapy, svody.
Nr. 402 (S-Sn97Cu3) – Fontargen A 644
Cu rozvody pitné vody, topenářské instalace, potravinářský průmysl, elektrotechnika.
Nr. 703 (S-Sn97Ag3) – Fontargen A 611
Nerezavějící oceli, rozvody pro pitnou vodu, potravinářský průmysl, elektrotechnika.
Nr. 161 (S-Sn60Pb38Cu2) – Fontargen AF 618 (plněná tavidlem)
Měděné materiály pájené zejména tyčovou páječkou – snižuje nalegovávání hrotu.
PÁJENÍ HLINÍKU
Informace
Tvrdé pájení je možné u čistého hliníku a některých slitin hliníku. Pájkou je modifikace slitiny AlSi12 (drát AlSi12 určený pro svařování má horší smáčivost), v některých případech AlSi5 (horší kapilarita a smáčivost, lepší překlenutí mezery). Dobře lze pájet čistý hliník a slitiny s teplotou solidu cca > 640 °C. Obtížněji se pájí slitiny do 2 % legujících prvků. Nad 2,8 % Mg již materiál prakticky takto pájet nelze.
Nedoporučuje se pájet G-AlMg, G-AlCuTi, G-AlCuTiMg a slitiny, které mají být následně eloxovány. Pájka AlSi12 (Fontargen A 407 L) má solidus 575 °C a např. AlMg2,5 solidus 593 °C. Rozdíl teplot je minimální, situaci dále komplikuje fakt, že hliník netvoří náběhové barvy a jediným indikátorem je změna vzhledu tavidla. Typ Fontargen F 400 M / MD přechází do kapalného, lesklého stavu při 500 °C, Fontargen F 400 NH při 570 °C.
Pro měkké pájení se používá stříbrem legovaná cínová pájka. Zvláštním typem je pak ZnAl pájka s pájecí teplotou 430 – 450 °C, vhodná i pro kombinace hliník-měď. Zde jsou typickou aplikací výparníky chladniček a klimatizací.
Důležité typy pájek pro pájení hliníku
EN ISO 17672: Al 112 (EN ISO 3677: B-Al88Si-575/585) (DIN 8513: L-AlSi12)
Fontargen A 407 L pro tvrdé pájení
Nr. 703 (S-Sn97Ag3)
Fontargen A 611 pro měkké pájení
EN ISO 3677: S-Zn97Al3
Fontargen A 633 pro speciální pájení
Důležitá tavidla pro pájení hliníku
DIN EN 1045 (DIN 8511) FL 10 (F-LH1) – Fontargen F 400 M
Prášek (event. pasta F 400 MD) pro tvrdé pájení čistého hliníku a pájitelných slitin AlSi pájkou. Korozívní, zbytky nutno odstranit např. teplou vodou.
DIN EN 1045 (DIN 8511) FL 20 (F-LH2) – Fontargen F 400 NH
Prášek pro tvrdé pájení čistého hliníku a slitin do 0,5 % legujících prvků AlSi pájkou. Tavidlo je u méně zatěžovaných spojů vhodné i pro kombinace s mědí nebo ocelí.
Nekorozívní, zbytky není nutno odstraňovat, pokud ano, 10 % kyselinou dusičnou s následným oplachem vodou nebo mechanicky.
DIN EN 29454 (DIN 8511) 2.1.2.A (F-LW3) – Fontargen F 600 Al
Pájecí olej, nekorozívní, pro pájení čistého hliníku a kombinace s mědí a slitinami měkkou SnAg pájkou.
Nenormované tavidlo Fontargen F 600 ZA
Pájení hliníku a slitin hliníku a kombinací s mědí ZnAl pájkou při teplotě 420 – 450 °C.
Zejména při výrobě klimatizací a výměníků chladniček.
OHŘEV PŘI PÁJENÍ PLAMENEM
Nejběžnější druh ohřevu. Typ plynů a nastavení plamene záleží na potřebné pájecí teplotě, typu pájky, typu pájeného materiálu a tloušťce stěny. Málo výkonný zdroj tepla neúměrně prodlužuje dobu ohřevu, vznikají další a další oxidy a přesycené tavidlo ztratí účinnost. Oxidaci působí i plamen s přebytkem kyslíku a zatěžuje navíc páječe hlukem. Pro tvrdé pájení je obvyklý ohřev kyslíko-acetylenovým plamenem, zejména pak u pájek s vyšší pracovní teplotou (mosaz, pájky s nízkým obsahem stříbra) a při velké tloušťce. Plamen neutrální, nebo s mírným přebytkem acetylenu. Výjimkou je výplňové pájení pozinkovaných rozvodů, kdy se nastavuje plamen s mírným přebytkem kyslíku. Pro tvrdé hliníkové pájky je též používán plamen s mírným přebytkem acetylenu, vhodnější je pak ale pájení směsí propan-kyslík nebo propan-butan. Stejné směsi jsou pak vhodné i pro měkké pájení.
Typ plamene
Neutrální plamen
Oxidační (ostrý) plamen – přebytek kyslíku

Redukční (měkký) plamen – přebytek acetylenu

Teplota plamene
Kyslík – Acetylen cca 3 200 °C
Kyslík – Propan cca 2 500 °C
Kyslík – Vodík cca 2 370 °C
Kyslík – Svítiplyn cca 2 200 °C
Vzduch – Svítiplyn cca 1 870 °C
Vzduch – Acetylen cca 2 460 °C
Vzduch – Propan cca 1 750 °C
DALŠÍ DRUHY OHŘEVU
Informace
Celý tento článek se věnoval principu pájení, pájkám a tavidlům, se zaměřením na nejrozšířenější metodu, tj. pájení plamenem. Další metody jsou popsány jen stručně.
Ohřev na vzduchu
Pro pájení za přístupu okolní atmosféry, tj. kromě ohřevu plamenem dále při ohřevu indukčním, odporovém, v běžné peci, letlampou, tyčovou a pistolovou páječkou, platí stejná pravidla, používají se stejné druhy pájek a je třeba použít tavidlo. Při pájení stříbrnou pájkou je pro ohřev odporem nebo indukcí vhodné tavidlo odolné přehřátí, s vysokou tepelnou stabilitou, Fontargen F 300 HF Ultra. Při pájení pájecí pastou musí směs pájky obsahovat příslušné tavidlo, nikoliv jen pojivo.
Ohřev bez přístupu okolní atmosféry
Jedná se o vysokoteplotní pájení v peci s ochrannou atmosférou nebo ve vakuu. Princip dezoxidace popisuje kapitola „Vysokoteplotní pájení“. Typ ochranné atmosféry a typ vakua závisí na pájeném materiálu a ovlivňuje i volbu příslušné pájky. Pájkou jsou slitiny s vysokým obsahem mědi, nebo vysokým obsahem niklu. Nejčastěji ve formě dávkovatelné pasty, tvořené směsí práškové pájky a tavidla, dále ve formě kroužků a fólií.
Některé typy vysokoteplotních pájek na měděné bázi
CU 104 (L-SF Cu) – Fontargen A 200 L
Pájka >99,9 % Cu pro nelegované i legované oceli. Příklad použití: pájení deskových výměníků ve vakuu.
CU 101 (L-Cu) – Fontargen AP 20 AL DB, AP 21 AL
Pájka >99,9 % Cu ve formě pasty pro nelegované i legované oceli. AP20 AL DB má velmi vysokou viskozitu, AP 21 AL je řidší.
Příklad použití: magnetické ventily, trubkové radiátory, automobilové díly.
CU 105 – Fontargen AP 21 DL
Cu pasta s malým obsahem Ni pro pájení ocelí, tvrdokovů, např. výroba vrtáků pro značné mechanické zatížení.
Některé typy vysokoteplotních pájek na niklové bázi
Ni 102 (L-Ni2) – Fontargen HTL 2, HTL 2 AP
Ni 105 (L-Ni5) – Fontargen HTL 5, HTL 5 AP
Ni pájka s obsahem chrómu. AP jsou dávkovatelné pasty. Příklad použití: katalyzátory, lopatky turbín, měřící sondy, regulační součásti, topné spirály, výměníky, díly pro jaderné reaktory.
PROVEDENÍ PÁJEK FONTA GREN
Katalog pájek viz http://www.bohler-uddeholm.cz/czech/files/Pajeni_Fontargen.pdf
Pájky jsou vyráběny jako tyčky, dráty na cívce, fólie, formované díly (např. kroužky), prášky a granule, pájecí pasty s možností dávkování.
Tyčky jsou holé nebo obalené tavidlem. Vrstva tavidla může být různá, obal může být standardní nebo flexibilní. Pro pájení pozinkovaných trubek pro rozvod vody je tavidlo zalisováno v rýhách tyčky.
Měkké pájky s obsahem tavidla se nevyrábí obalené, ale plněné. Náplní je ve většině případů nekorozívní tavidlo 1.1.2.C (F-SW26).
Pájecí pasty pro pájení na vzduchu jsou směsí pájky a tavidla, typ tavidla může být různý dle pájeného materiálu.
Pájecí pasty pro vysokoteplotní pájení v pecích s ochrannou atmosférou nebo ve vakuových pecích jsou směsí pájky s pojivem. Typy Fontargen se vyznačují vysokým podílem kovu a značnou variabilitu pojiva s ohledem na požadovanou viskozitu.
Materiál byl prezentován na semináři Nové technologie a zařízení pro svařování 2012.
POUŽITÉ PODKLADY:
- Interní podklady společnosti Fontargen GmbH, Eisenberg, Deutschland.
Metal Brazing
Brazing is a several thousand-year-old method of connection of metals used in industry since the beginning of the 20th century. Its advantage is a possibility of connection of parts from unweldable materials or materials which are difficult to weld and parts which are unsuitable for welding. The objective of article is to refresh these methods and mainly use the knowledge in practice.
Autor





NEJčtenější souvisejicí články (v posledních 30-ti dnech)
Pro stavební svařované staticky, dynamicky a únavově namáhané konstrukce, pracující za teplot v podcreepové oblasti jsou...
Nejprve to hlavní – co si představit pod pojmem slabý plech. Je to tenký plech válcovaný za studena plech tloušťky 0,6 –...
NEJlépe hodnocené související články
První jeřábový hák na světě vyrobený technikou 3D tisku úspěšně prošel zátěžovými testy na 80 tun a souvisejícími kontro...
uvedl v rozhovoru pro časopis KONSTRUKCE Ing. Lumír Al-Dabagh, generální ředitel ZVU STROJÍRNY, a. s....
NEJdiskutovanější související články
Svařování obalenou elektrodou rozhodně nepatří mezi zastaralé metody. Použití kvalitní obalené elektrody umožňuje vytvoř...
Při návrhu svařované mostní konstrukce pro městkou komunikaci v Praze Troji byla posuzována možnost použít místo klasick...
Hliník se nesvařuje s takovou samozřejmostí jako jiné kovy. Jeho velká afinita ke kyslíku, rychlá tvorba kysličníku hlin...



ISSN 1803-8433 | © Copyright 2002 - 2026 KONSTRUKCE Media, s.r.o.
Jakékoliv užití obsahu včetně převzetí, šíření či dalšího zpřístupňování článků a fotografií je bez souhlasu nakladatelství zakázáno.
KONSTRUKCE Media, s.r.o., se sídlem Starobělská 1133/5, 700 30 Ostrava, zapsaná v obchodním rejstříku vedeným u Krajského soudu v Ostravě, oddíl C, vložka 22003, Identifikační sídlo: 25851276 | Tel.: 597 317 578 | Fax: 597 579 166


