







 Svařování a dělení Ověření vlastností svarového spoje ocelí P91 a 15128 po dlouhodobé teplotní expozici
Svařování a dělení Ověření vlastností svarového spoje ocelí P91 a 15128 po dlouhodobé teplotní expoziciOvěření vlastností svarového spoje ocelí P91 a 15128 po dlouhodobé teplotní expozici
Rubrika: Svařování a dělení
Nejslabším místem každého energetického zařízení namáhaného v oblasti creepu jsou svarové spoje, kde dochází k degradaci mechanických vlastností a žáropevnosti. Ke snížení žáropevnosti dochází jak ve svarovém kovu, tak i v jednotlivých pásmech tepelně ovlivněné zóny svarového spoje. V energetických zařízeních se kromě homogenních svarových spojů vyskytují také svarové spoje spojující ocel P91 s dalšími nízkolegovanými žáropevnými ocelemi. Těmto spojům je věnována velká pozornost, zejména např. z hlediska řešení svařitelnosti, technologie svařování, mechanizace svařování a ověření jejich žáropevných vlastností. Podmínkou úspěšného nasazení heterogenních svarových spojů je, aby jejich žáropevnost dosahovala žáropevnosti homogenních svarových spojů nízkolegovaných ocelí. Cílem příspěvku je ověřit vlastnosti kombinovaného (heterogenního) spoje trubky z ocelí P91 (X10CrMoVNb9-1) a 15128 (14MoV6-3) po dlouhodobé vysokoteplotní expozici.
Na mikrostrukturní stabilitu kombinovaných svarových spojů má negativní vliv chemická heterogenita spojů. V průběhu creepové expozice dochází k difúzi intersticiálních atomů z méně legované oceli do vícelegované přes hranici ztavení. Tento jev zapříčiní vznik nauhličeného pásma na straně více legovaného materiálu a naopak oduhličené zóny v méně legovaném materiálu. Tyto procesy ovlivňují nejenom mechanické a žáropevné vlastnosti heterogenních svarových spojů, ale mohou mít také negativní účinek na korozní odolnost těchto spojů.
Žáropevné vlastnosti nízkolegovaných a modifikovaných 9–12 % Cr ocelí jsou určovány hlavně jejich chemickým složením a mikrostrukturou těchto ocelí. Vlastní chemické složení těchto ocelí má vliv na výslednou mikrostrukturu, která závisí na tepelném zpracování a dále se vyvíjí v podmínkách vysokoteplotní expozice. Nezbytnými předpoklady pro další úspěšný vývoj progresivních žáropevných ocelí jsou proto nutné základní znalosti o mikrostrukturním vývoji a degradačních mechanizmech působících během vysokoteplotní expozice.
MECHANIZMY ZPEVNĚNÍ
Nejdůležitějšími mechanizmy zpevnění působící během vysokoteplotní expozice v případě žáropevných nízkolegovaných a modifikovaných ocelí, jsou precipitační zpevnění a zpevnění tuhého roztoku.
Precipitační zpevnění
Precipitační zpevnění nízkolegovaných CrMoV ocelí (např. ocel 0,5 % Cr - 0,5 % Mo - 0,3 % V) je hlavně způsobeno nanočásticemi V4C3 nebo VCN. Podobně, v případě modifikovaných 9–12 % Cr ocelí s nízkým obsahem dusíku (např. 9 % Cr - 1 % Mo nebo 12 % Cr - 1 % Mo - 0,3 % V) je precipitační zpevnění hlavně způsobeno částicemi typu M23C6. Obě tyto oceli jsou precipitačně zpevněny pouze jednou fází. Disperze částic se charakterizuje střední vzájemnou vzdáleností mezi částicemi, kterou je možné vypočítat podle rovnice (1):

V rovnici (1), je NV počet částic v jednotce objemu, dmean je střední průměr částic a λ je střední vzájemná vzdálenost částic. Dusík dolegovaný do 9–12 % chromových žáropevných ocelí umožňuje formování velmi malých částic nitridu nebo karbonitridu vanadu, které významně spolu s částicemi M23C6 přispívají ke zvyšování precipitačního zpevnění. V tomto případě je možné precipitační zpevnění charakterizovat efektivní střední vzájemnou vzdáleností mezi částicemi λeff, která může být vypočítána pomocí rovnice (2):

V rovnici (2) je λl střední vzájemná vzdálenost větších částic (M23C6) a λs je střední vzájemná vzdálenost malých částic (MX). Pro výpočet hodnot λl a λs je možné použít rovnici (1).
Mnohokrát bylo potvrzeno, že pokud se střední vzdálenost mezi částicemi snižuje, tak mez kluzu při teplotě okolí a hodnota meze pevnosti při tečení se zvyšují, zatímco rychlost tečení klesá.
Zpevnění tuhého roztoku
Často se předpokládá, že na zpevnění tuhého roztoku ocelí má hlavní vliv zvyšování obsahu molybdenu a/nebo wolframu v tuhém roztoku. Nicméně bylo prokázáno, že není důvod zvyšovat ekvivalentní obsah molybdenu Moeq (Moeq = % Mo + 0,5 % W) v oceli nad mez rozpustnosti. Vyšší obsah Mo a W v oceli vede k precipitaci sekundárních fází bohatých na Mo nebo W, jako například M6X a (Fe, Cr)2 (Mo, W) a tím ke snížení zpevnění tuhého roztoku. Precipitace těchto fází dále způsobuje ve všech feritických ocelích rozpouštění malých vytvrzujících částic MX (V4C3, VCN, VN, NbX) a rovněž malých částic Mo2C. Jejich precipitace proto významně snižuje precipitační zpevnění. Z tohoto důvodu je zvyšování obsahu Mo a W v oceli nad mez rozpustnosti nevýhodné.
S ohledem na provedené experimentální práce je možné konstatovat, že ekvivalentní obsah molybdenu v nízkolegovaných ocelích by měl být pouze do 0,5 % a v případě modifikovaných CrMoV ocelí s obsahem 9–12 % Cr pouze do 1 %. Ekvivalentní obsah molybdenu ve všech feritických žáropevných ocelích by měl být na stejné úrovni, jako bylo stanoveno pro obsah molybdenu v žáropevných ocelích bez W. Tyto experimentální závěry byly rovněž potvrzeny termodynamickými výpočty.
DEGRADAČNÍ MECHANIZMY
Degradace žáropevných vlastností ocelí je způsobena vysokoteplotní expozicí, při které dochází k mikrostrukturním změnám vlivem snižování účinků precipitačního zpevnění a/nebo zpevnění tuhého roztoku. Zhrubnutí sekundární fáze způsobuje zvětšení středního průměru částic, jejich počet v jednotce objemu se snižuje, zatímco jejich podíl v jednotce objemu zůstává konstantní. Střední vzájemná vzdálenost částic se z tohoto důvodu zvyšuje a úroveň meze pevnosti při tečení se snižuje.
Na precipitační zpevnění v případě Cr-Mo-V nízkolegovaných ocelí mají kladný vliv hlavně malé částice V4C3 nebo VCN, zatímco v případě nízkolegovaných Cr-Mo ocelí jsou přínosem malé částice Mo2C a Cr7C3. Rozměrová stabilita karbidů precipitujících v Cr-Mo ocelích je nižší než rozměrová stabilita karbonitridu vanadu v Cr-Mo-V ocelích.
U všech nízkolegovaných ocelí je precipitace velkých částic M6C nevýhodná. Precipitace této sekundární fáze způsobuje ochuzení matrice o Mo a/nebo W a je příčinou snížení zpevnění tuhého roztoku. Kromě toho precipitace hrubých částic M6C způsobuje rozpouštění malých částic karbidů a karbonitridů (VC, VCN, Mo2C) a tím dochází ke snížení příspěvku precipitačního zpevnění.
Ve všech feritických ocelích byla pozorována precipitace sekundární fáze M6X a v modifikovaných 9–12 % Cr ocelích rovněž Lavesova fáze Fe2Mo(W). Precipitace částic M6C nebo M6X
ve všech feritických ocelích snižuje podíl malých částic V4C3, VCN, VN a NbX. V modifikovaných 9–12 % Cr ocelích rovněž může docházet k precipitaci sekundární Z-fáze [Cr (V, Nb) N] na úkor malých částic typu MX. Precipitace zmiňovaných sekundárních fází (M6C, Lavesova fáze, Z-fáze) umožňuje rozpouštění malých částic a tím výrazně klesá mez pevnosti při tečení. Klesá rovněž podíl Mo a nebo W v tuhém roztoku a tím se snižuje úroveň zpevnění tuhého roztoku.
EXPERIMENTÁLNÍ MATERIÁL
Nejčastějším kombinovaným svarovým spojem, uplatňovaným při opravách a rekonstrukcích českých energetických zařízeních je svarový spoj ocelí P91-15128. V tabulce 1 je uvedeno normalizované chemické složení ocelí P91 a 15128 a v tabulce 2 jsou uvedeny mechanické vlastnosti těchto ocelí.
Kombinovaný svarový spoj trubky Ø 38 × 4 mm z oceli P91 a Ø 38 × 6,3 mm z oceli 15128 byl s ohledem na rozměry a žáropevnost svarového kovu svařen celý technologií 141 (GTAW) přídavným materiálem Böhler- FOX IN 9-IG (3Cr0,5Mo0,3V). Svarové spoje byly následně tepelně zpracovány režimem 740–750 °C/1h/vzduch. Maximální rychlost ohřevu a ochlazování byla 100 °C/h.
Kombinované svarové spoje trubek Ø 38 × 4 (6,3) byly v roce 1994 umístěny do tlakové části kotle K11 teplárny Vítkovice, kde během provozu byla pracovní teplota 580 °C a přetlak cca 10,3 MPa. Svarové spoje byly přibližně po 10 letech provozu (95 000 hodin) během odstávky zařízení vyjmuty a v současné době jsou ověřovány jejich vlastnosti a bude provedena detailní mikrostrukturní analýza.
DOSAŽENÉ VÝSLEDKY A JEJICH DISKUSE
Základní mechanické vlastnosti kombinovaného svarového spoje P91-15128 byly stanoveny pomocí tahových zkoušek při teplotě +20 °C. Tabulka 3 uvádí zjištěné hodnoty Re, Rm, A5 a Z pro základní materiál oceli P91 a hodnotu meze pevnosti pro svarový spoj P91-15128.
Zkouška tahem pro svarový spoj byla ovlivněna rozdílnou tloušťkou trubek P91 a 15128 a zjištěná hodnota Rm odpovídá materiálu P91, kde byla menší tloušťka zkušební tyče. Zjištěné základní mechanické vlastnosti základního materiálu P91 splňují požadavky na minimální normované hodnoty – viz tabulka 1.
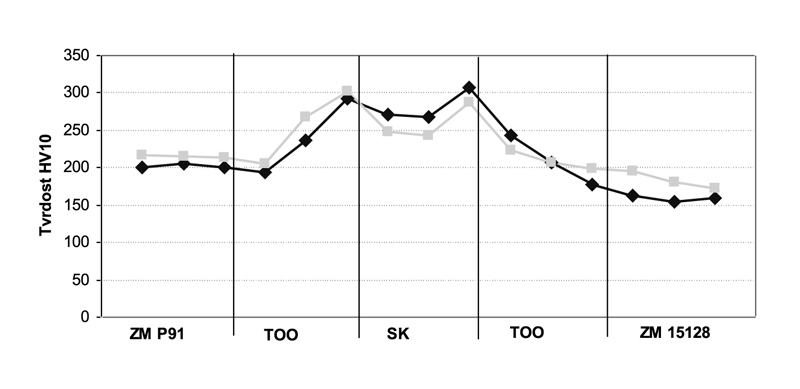
Tvrdosti kombinovaného svarového spoje byly měřeny dle Vickerse při zatížení 100 g a jsou dokumentovány na obrázku 1.
| Tab. 1 – Normalizované chemické složení (hm%) ocelí P91 a 15128 | |||||||
| C | Si | Mn | P | S | Al | Cr | |
| P91 | 0,08-0,12 | 0,20-0,50 | 0,30-0,60 | ≤ 0,020 | ≤ 0,010 | ≤0,040 | 8,00-9,50 |
| 15128 | 0,10-0,18 | 0,15-0,40 | 0,45-0,70 | ≤ 0,040 | ≤ 0,040 | - | 0,50-0,75 |
| Cu | Mo | N | Nb | Ni | V | |
| P91 | ≤ 0,030 | 0,85-1,05 | 0,03-0,07 | 0,06-0,10 | ≤ 0,40 | 0,18-0,25 |
| 15128 | - | 0,40-0,60 | - | - | - | 0,22-0,35 |
| Tab. 2 – Normalizované mechanické vlastnosti při +20 °C ocelí P91 a 15128 | ||||||
| Ocel | Re (MPa) | Rm (MPa) | A5 (%) | KV (J) | ||
| podél | napříč | podél | napříč | |||
| P91 | ≥ 450 | 630-830 | ≥ 19 | ≥ 17 | ≥ 40 | ≥ 27 |
| 15128 | ≥ 320 | 460-610 | ≥ 20 | ≥ 18 | ≥ 40 | ≥ 27 |
| Tab. 3 – Základní mechanické vlastnosti základního materiálu oceli P91 a svarového spoje ocelí P91 a 15128 | ||||
| Ocel | Rp0,2 (MPa) | Rm (MPa) | A5 (%) | Z (%) |
| Svarový spoj | - | 673 | - | - |
| Základní materiál P91 | 484 | 657 | 20,8 | 52,5 |
Nejvyšší hodnoty tvrdosti byly naměřeny ve svarovém kovu (307HV) a v tepelně ovlivněné oblasti – pravděpodobně pásmo přehřátí oceli P91 (303 HV). Hodnoty tvrdostí naměřené ve všech oblastech kombinovaného svarového spoje splňují požadavek normy ČSN EN ISO 15614-1 pro kvalifikaci postupů svařování, která uvádí maximální přípustnou hodnotu tvrdosti 350 HV pro diskutované oceli.
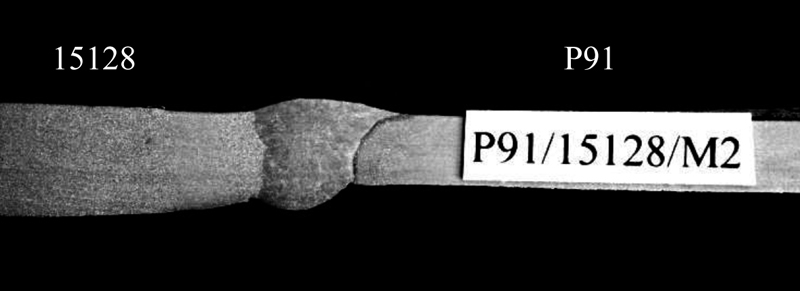
Na makrostruktuře kombinovaného spoje P91-15128 po dlouhodobé teplotní expozici po naleptání roztokem dle Adler-Mattinga a 15 % HNO3, dokumentované na obr. 2, nebyly zjištěny žádné nepřípustné vady, šířka TOO je 6 mm.
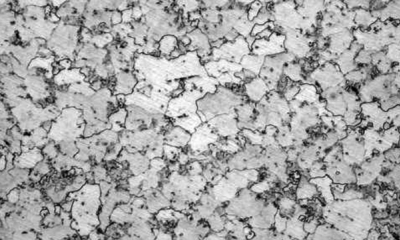
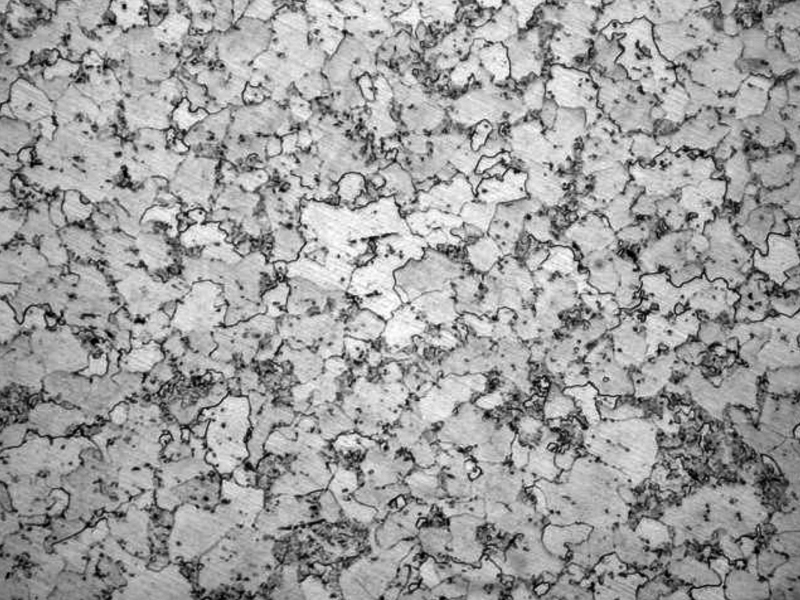
Obrázek 3 dokumentuje licí mikrostrukturu svarového kovu, tvořenou popuštěným martenzitem. Na obrázku 4 vlevo je dokumentována mikrostruktura tepelně ovlivněné oblasti oceli P91, která je popuštěná martenzitická. Obrázek 4 vpravo charakterizuje bainitickou mikrostrukturu tepelně ovlivněné oblasti oceli 15128. Mikrostruktura základního materiálu oceli P91 je popuštěná martenzitická, viz obrázek 5. Obrázek 6 dokumentuje mikrostrukturu základního materiálu oceli 15128, která je tvořena feritem a popuštěným bainitem. Naměřené hodnoty tvrdostí odpovídají zjištěným mikrostrukturám kombinovaného svarového spoje ocelí P91 a 15128 po dlouhodobé vysokoteplotní expozici.
Pro hodnocení mikrostruktury modelových pásem TOO pomocí elektronové mikroskopie bude v další etapě řešení úkolu provedena strukturně fázová analýza a identifikace jednotlivých typů minoritních fází, stanovena disperze částic precipitátu a hustota dislokací v jednotlivých oblastech svarového spoje. Studium mikrostruktury kombinovaného svarového spoje ocelí P91 a 15128 bude provedeno na tenkých fóliích i extrakčních uhlíkových replikách. Extrakční uhlíkové repliky budou použity pro studium precipitačních reakcí. Tenké kovové fólie umožní studium dislokační substruktury jednotlivých částí svarového spoje.
ZÁVĚR
Příspěvek se zabývá studiem vlastností kombinovaného spoje ocelí P91 a 15128 po dlouhodobé teplotní expozici. V první etapě úkolu byly ověřeny základní mechanické vlastnosti kombinovaného spoje a provedena charakteristika mikrostruktury jednotlivých oblastí svarového spoje.
V další etapě výzkumu bude provedeno studium mikrostruktury na elektronovém mikroskopu. Pro přesnější získání informací o disperzi precipitátů a hlavně jejich střední vzájemné vzdálenosti λeff budou jednotlivé částice identifikovány a rozděleny na částice typu M23C6 a MX. Na základě získaných výsledků z mikrostrukturního šetření kombinovaného svarového spoje po dlouhodobé teplotní expozici pomocí transmisní elektronové mikroskopie můžeme provést srovnání s výchozím stavem a tak odhadovat jeho výslednou žáropevnost. Tento značný soubor výsledků bude přínosem pro využití výsledků práce v praktických aplikacích při optimalizaci svařování kombinovaných spojů oceli P91 a 15128 a také získání poznatků o mikrostrukturním vývoji obou základních materiálů.
V souladu s teoretickými předpoklady a znalostmi a použitím všech výsledků prováděného výzkumu bude umožněn vývoj nových technologických procesů pro levnější progresivní žáropevnou nízkolegovanou ocel pro práci v podmínkách dlouhodobé teplotní expozice.
ZDROJE INFORMACÍ:
- PURMENSKÝ J., FOLDYNA V., PRNKA T. Einfluß der Wärmebehandlung auf das Mikrogefüge und die mechanischen Eigenschaften des Stahles 14 MoV63. Stahl und Eisen 94 (1974) Nr. 23., pp. 1155–1160
- FOLDYNA V., PURMENSKÝ J., PRNKA T., KADULOVÁ M. Einfluß des Molybdängehaltes auf die Zeitstandfestigkeit von Chrom-Molybdän-Vanadin-Stählen mit niedrigem Kohlenstoffgehalt. Archiv für das Eisenhüttenwesen. Helf 12, Dezember 1971, pp. 1–6
- SOBOTKA J., PRNKA T. Einfluß des Gefügezustandes und der Gefügebeständigkeit auf die Zeitstandfestigkeit niedriglegierten vanadincarbidhaltigen Schweißgutes. Arch. Eisenhüttenwes. 45 (1974), Nr. 9 September, pp. 629–634
- FOLDYNA V., PRNKA T. The creep properties of low-alloy Cr-Mo-V steels with low carbon content. Reprinted from Publication 97 „High-temperature properties of steel“, The Iron and Steel Institute, 1967, pp. 115–130
- PURMENSKÝ J., FOLDYNA V., KUBOŇ Z. Structural stability and high temperature properties of low alloy heat resisting steel. Materials for Advanced Power Engineering, Part I, 1994, pp. 183–190
- PURMENSKÝ J., FOLDYNA V., KUBOŇ Z. Creep resistance and microstructural stability of ferritic steels. Report of the 123rd Committee on Heat-Resisting Materials and Alloys. Japan Society for the Promotion of Science. Vol. 44 (2003) No.3 Tokyo, Japan. pp. 315–329
- KOUKAL J., SCHWARZ D., SONDEL M. Creep resistant properties of HAZ modelled regions and real welded joints on the steel P91. Zváranie-Svařování 1/2004, 53, pp. 3–13, ISSN 0044-5525
- FOLDYNA V., KOUKAL J., SCHWARZ D. Trends in development of advanced creep resistant ferritic steels. Proceedings of the 7th International Conference „New materials, technology and equipment for welding“, Ostravice 20. 9.–22. 9. 2004, pp. 13–20, ISBN 80-248-0632-0
- FOLDYNA V., KOUKAL J., PURMENSKÝ J., SCHWARZ D. Development of advanced creep resistnat ferritic steels and their weldability. International Conference „Advanced Metallic Materials and their Joining“. Bratislava 25. 10.–27. 10. 2004, pp. 8
- KOUKAL J., SCHWARZ D. Conventional and new developed materials for power equipment. Proceedings of the 9th International Conference „New materials, technology and equipment for welding“, Ostravice 25. 9.–27. 9. 2006, pp. 127–139, ISBN 80-248-1154-5
- SCHWARZ D. Modelling technique utilization at investigation of the HAZ properties on P91 welded joints. Thesis, 2003, VŠB – TU Ostrava
- PURMENSKÝ J., FOLDYNA V., SONDEL M., KOUKAL J., SCHWARZ D. Creep Rupture Strength of Welded Joints on The Steel P91. Mathematical Modelling of Weld Phenomena 8. 2006
- PURMENSKÝ J., FOLDYNA V., SONDEL M., SCHWARZ D., KOUKAL J. Microstructure and Creep Rupture Strength of Welded Joints in The Steel P91. ASME 2007 Pressure Vessels and Piping Conference and 8th International Conference on Creep and Fatigue at Elevated Temperatrure. San Antonio, Texas. USA. July 22–26, 2007, PVP2007-26308
- SONDEL M. Study of the properties of HAZ modelled regions on the P91 steel weld joints. Ph.D. Thesis. VŠB – TU Ostrava, 2005
- Prnka T., Foldyna V., Sobotka J. Einfluβ der Carbidverteilung auf die Zeitstandfestigkeit niedriglegierter Chrom-Molybdän-Vanadin- Stähle. Arch. Eisenhüttenwes. 44 (1973) Nr. 4 April, pp. 321–328
- Purmenský J., Foldyna V., Kuboň Z. Creep Resistance and Structural Stability of low-alloy steels. Acta metalurgica Slovaca Stara lesna, Slovak Republic, pp. 120–128
- Jakobová A., Foldyna V., Vodárek V., Kuboň Z. Creep resistant ferritic steels containing 0.5 to 12 %Cr. Creep Resistant Metalic Materials 10th joint International Conference on Creep and fracture of engineering materials and structures. Czech Republic, Prague, pp. 117–126
- Foldyna, V. Creep of Low Alloy and Modified Chromium Steels. DSc. thesis, IPM-Czechoslovak Academy of Sciences, Brno, January 1988.
- Purmenský J., Foldyna V., KuboŇ Z. Creep Resistance and Structural Stability of Low Alloy CrMo and CrMoV Steels. Creep and fracture of Engineering materials and Structures, T Sakuma and K. Yagi. Tsukuba City, Japan, Nov. 1999, pp. 419–426
- Purmenský J., Foldyna V. Creep and Structural Damage of low Alloy Steam pipes after Creep Exposure in Service. pp 789/798. Creep and Fracture of engineering materials and Structures, James C. Earthman, Farghalli A. Mohamed, Proc. Of the Seventh International Conference held at the University of California, Irvine, August 10–15, 1997
Verification of the Characteristics of Welded Joint of Steels P91 and 15128 after long-term thermal explosion
The weakest point of each energy equipment under stress in the creep is the welds where the mechanical features and heat resistance are degraded. The heat resistance is decreased in the welded metal and also in individual strips of the thermally infl uenced zone of welded joint. The energy facilities, apart from homogenous welded joints contain also welded joints connecting steel P91 with other low-alloy heat resistant steels. These welded joints are paid much attention to, especially from the point of view of solving weldability, welding technology, welding mechanism and verification of the heat- resistance characteristics. The condition of successful implementation of heterogeneous welded joints is that their heat resistance shall contain heat resistance of homogenous welded joint of low-alloy steels. The purpose of the article is to verify the features of combined (heterogeneous) connection of pipe made of steel P91 (X10CrMoVNb9-1) and 15128 (14MoV6-3) after long-term high-temperature explosion.




NEJčtenější souvisejicí články (v posledních 30-ti dnech)
Nejprve to hlavní – co si představit pod pojmem slabý plech. Je to tenký plech válcovaný za studena plech tloušťky 0,6 –...
Pro stavební svařované staticky, dynamicky a únavově namáhané konstrukce, pracující za teplot v podcreepové oblasti jsou...
Pájení je několik tisíciletí stará metoda spojování materiálů, od počátku 20. století využívaná průmyslově. Výhodou je m...
NEJlépe hodnocené související články
První jeřábový hák na světě vyrobený technikou 3D tisku úspěšně prošel zátěžovými testy na 80 tun a souvisejícími kontro...
uvedl v rozhovoru pro časopis KONSTRUKCE Ing. Lumír Al-Dabagh, generální ředitel ZVU STROJÍRNY, a. s....
NEJdiskutovanější související články
Svařování obalenou elektrodou rozhodně nepatří mezi zastaralé metody. Použití kvalitní obalené elektrody umožňuje vytvoř...
Při návrhu svařované mostní konstrukce pro městkou komunikaci v Praze Troji byla posuzována možnost použít místo klasick...
Hliník se nesvařuje s takovou samozřejmostí jako jiné kovy. Jeho velká afinita ke kyslíku, rychlá tvorba kysličníku hlin...



ISSN 1803-8433 | © Copyright 2002 - 2026 KONSTRUKCE Media, s.r.o.
Jakékoliv užití obsahu včetně převzetí, šíření či dalšího zpřístupňování článků a fotografií je bez souhlasu nakladatelství zakázáno.
KONSTRUKCE Media, s.r.o., se sídlem Starobělská 1133/5, 700 30 Ostrava, zapsaná v obchodním rejstříku vedeným u Krajského soudu v Ostravě, oddíl C, vložka 22003, Identifikační sídlo: 25851276 | Tel.: 597 317 578 | Fax: 597 579 166


