








Orbitální svařování produktovodů v Ázerbájdžánu
Rubrika: Svařování a dělení
Jako významný hráč na trhu dodavatelů celků pro zpracování kovů se již několik let pohybujeme v oblasti automatizovaného orbitálního svařování. Byli jsme osloveni stát se jako subdodavatel součástí velkého projektu výstavby nového hlavního vodovodu pro hlavní město Ázerbájdžánu – Baku. Tato exotická krajina pro nás byla opětovnou výzvou, protože s ázerbájdžánským trhem jsme v minulosti měli zkušenosti jako hlavní dodavatel robotického pracoviště FANUC pro místní cihelnu. Tento nový projekt se týká zavaření 40 km dlouhého hlavního vodovodu o průměru 1 400 mm vyrobeného ze standardní černé oceli, tloušťka stěny 18 mm. Velká část vodovodu povede pod městem. Je tedy nutné zasouvat jednotlivé sekce, šest metrů dlouhé, s pomocí speciálního navijáku do předem připraveného vyskružovaného betonového tunelu (obr. 1).

Do této doby zde byla používána standardní ruční metoda MMA. Tato metoda byla časově neefektivní a zdlouhavá, a proto se investor rozhodl plně věnovat automatizaci. Pro mechanizované zavaření tohoto typu produktovodu byla vybrána MIG/MAG metoda. Z našich zkušeností je ideální kombinace zařízení Universal BUGO Matic s výškovým sledováním s KEMPPI Fast MIG X PIPE a speciální software Wise Root + s dvěma podavači.
UNIVERSAL BUGO MATIC – DŮLEŽITÁ VOLBA KVALITNÍHO SVAŘOVACÍHO AUTOMATU
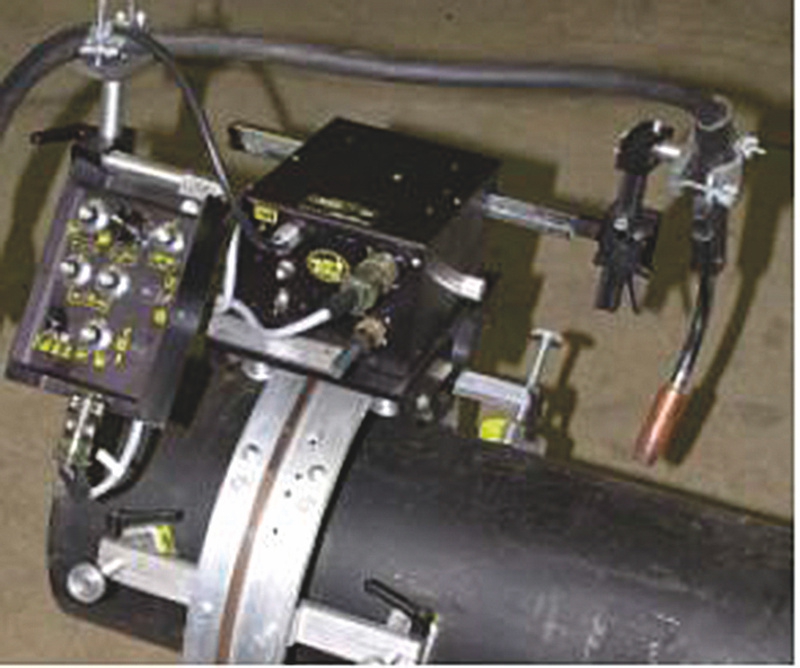
Universal BUG-O MATIC (obr. 2) je kompaktní jednotka, zahrnující silný pojezd s rychlostí 70 – 1 670 mm/min a precizní oscilátor (pendlovací jednotka) s oscilační rychlostí 100 až 2 500 mm/min v jednom. Oscilační jednotka umožňuje nastavit časovou prodlevu v krajových pozicích na svaru (nedochází k zápalům). Zařízení pracuje ve všech pozicích a lze jej použít i pro vertikální sváry a sváry nad hlavou. Jednoduchou výměnou pojezdu může jednotka pracovat na pevných kolejnicích (přímé svary), na semi-flexních kolejních (Rmin = 10 m), na hi‑flex (Rmin = 760 mm) kolejnicích nebo na prstencových kolejnicích. Připevnění kolejnic je prováděno pomocí magnetů nebo vakuových přísavek (neželezný materiál, Al, nerez). V našem případě byly použity na míru vyrobeny prstencové kolejnice se stacionárními můstky.
V případě aplikace svařování potrubí je nutné použít tzv. automatické elektronické výškové sledování. V případě ovality rour vyhodnocuje a vyrovnává délku svařovacího oblouku a přibližuje respektive oddaluje hořák od tavné lázně. Jako svařovací zdroj byl využit Fast MIG X Pipe od finské společnosti Kemppi (obr. 3).
KEMPPI FAST MIG X PIPE
Zdroj FastMig X 450 a podavač MXP 37 Pipe pro svařování trubek pro svařování v offshore a onshore aplikacích, přípravných pracích a instalacích. Systém je založený na multifunkčním zdroji FastMig X 450, který se používá pro svařování kořenů, výplní a mezer. Můžete připojit 2 podavače. Tato možnost velice urychlila proces svařování, v jednom podavači byl použit plný drát o průměru 1,2 mm na kořen a v druhém trubičkový drát od společnosti NST na výplně. Nebylo třeba při každém svaru vyměňovat drát, kladky a ostatní potřebné příslušenství. V tomto zařízení je už od výrobce nainstalován v základním provedení software Wise Fusion a Wise Root+.
ZAVAŘENÍ KOŘENE – POUŽITÍ SPECIÁLNÍHO SOFTWARU WISEROOT+
Do této doby, při použití klasické konzervativní metody zavaření kořene elektrodou, bylo nutné kořen svarového spoje potrubí podvařit zevnitř. Jednalo se tak o velkou časovou ztrátu a nepříliš komfortní podmínky pro svářeče. Díky speciálnímu softwaru od společnosti Kemppi je kořenová mezera vyplněna zvenku, bez použití keramických podložek. Tento proces je zpravidla prováděn ručně, ale při dodržení přesné přípravy pro svařování lze i kořen zavařit automatem. WiseRoot+™ (MIG metoda) digitálně řídí proud a napětí. Proces monitoruje zkrat a kontroluje správné načasování přenosu kapky kovu z přídavného drátu do svarové lázně. Způsob fungování procesu WiseRoot+™ je v tom, že se tvoří dva navzájem odlišné průběhy proudu. Tyto tvary mohou být uvedeny jako stav zkratu a stav nárůstu proudu. WiseRoot+™ je upravený krátkoobloukový proces a nemůže být zaměněn s pulzním svařováním. V první fázi nárůstu proudu, je kapička kovu přenesena do svarové lázně, zatímco výkon oblouku náhle vzroste během druhé fáze a zůstává na potřebné hladině. Před první fází svařovací proud krátce vzroste a díky tomu dojde ke kontaktu drátu se svarovou lázní. Rychlý nárůst proudu na potřebnou úroveň během první fáze vykoná takzvaný pinch efekt, což umožní kapce kovu oddělit se od špičky drátu. Oddělení kapky je doprovázeno mírným poklesem proudu. Když dojde k oddělení kapky kovu, fáze nárůstu proudu začíná a iniciuje fázi oblouku. Ovládání zařízení monitoruje moment oddělení kapky kovu přes oblouk. Správné načasování poklesu a nárůstu proudu zaručí bezrozstřikový přechod od zkratu k otevřenému oblouku. Takzvaná druhá fáze formuje svarovou lázeň a zajištuje potřebný průvar v kořenové vrstvě. Tyto dvě fáze následují jedna druhou, pokaždé proud klesne na základní úroveň. Hladina jmenovitého základního proudu zaručuje, že další kapka kovu bude přenesena během dalšího zkratu. Rychlé a správně načasované řízení zdroje proudu v kombinaci se správným tvarem vlny proudu umožňuje bezrozstřikové oddělení kapky kovu a její přenos do svarové lázně. To udržuje oblouk stabilní a svařovací proces snadno kontrolovatelný. Rychlost softwaru Wise Root+ je až třikrát vyšší než klasický 1-MIG. Lze využít rychlostí atakující hranici 30 cm/min.
SPRÁVNĚ PROVEDENÝ ÚKOS – ZÁKLAD ÚSPĚCHU
Pro správné fungování softwaru WiseRoot+ a pro zaručení efektivního využití mechanizovaného svařování je nutná kvalitní příprava povrchu před svařováním. Při provádění úkosu je nutné mít na paměti několik zásadních a základních aspektů – úkos proveden do ostra, pravidelný, rozevření 50 – 60 °. Jsou dvě možnosti jak tohoto kýženého výsledku docílit – tepelně, například plasmovým zdrojem nebo mechanicky úkosovacím zařízením. Obě tyto metody musí být prováděny mechanicky, jinak není výsledek uspokojivý (obr. 4).
Tento úkos byl proveden ručně kyslíkovým řezáním. Je vidět velké otupení, nepravidelný úkos a i po následném obroušení viditelné trhliny. Všechny tyto faktory jsou nepřekonatelnou překážkou pro následné použití WiseRootu a jakéhokoliv automatizovaného svařování. Po zavaření takového to typu svarového spoje byly sledovány defekty a nesprávné vyhodnocování automatického výškového sledování, což mělo za následek nepravidelnou a kvalitativně nedostatečnou svarovou housenku. Takto provedené svary bylo nutné následně vybrousit a proces opakovat. V tak velkém projektu, může mít takovéto zdržení až fatální následky. Po nastolení opatření byly úkosy již prováděny podle požadované kvality (obr. 5).
SVAŘOVÁNÍ VÝPLNÍ – SPRÁVNĚ ZVOLENÝ PŘÍDAVNÝ MATERIÁL
Stejné požadavky na kvalitu přípravy, jako pro svařování kořene, klade i automatizovaný proces výplní. Zde se při ručním opracování povrchu jevil jako největší zádrhel nepravidelný úkos. Svarová housenka se flexibilně nemohla přizpůsobit šířce rozevření. Je sice možné použit laserové navádění či manuálně rozšiřovat lineární oscilaci, ale to se v takovýchto podmínkách finálně nevyplácí. Po správně provedeném úkosu byl výsledek více než uspokojivý (obr. 6).
Svařování probíhalo ve dvou fázích, od 6 hodiny do 12 a poté zrcadlově na druhé straně (napojení je nutné do ostra nabrousit). V budoucnu je plánované nasazení dvou automatů BUGO, které budou svařovat proti sobě na jednom svarovém spoji. Jako přídavný materiál byla zvolena rutilová trubička od norského dodavatele NST s kterým jsme v loňském roce navázali spolupráci. Tento typ trubičky není pouze skružen ale je podélně laserově svařován a odolává tak lépe povětrnostním vlivům a nevlhne. V podmínkách montáže v Baku se tato výhoda jevila jako klíčová. Navlhlý drát by póroval a vnášel tak do spojů nechtěné defekty. Zdánlivá maličkost v podobě správného výběru přídavného materiálu může hrát klíčovou roli úspěšnosti celého projektu. Je důležité mít tento fakt vždy na paměti a spolupracovat pouze s renomovanými společnostmi a kvalitním materiálem.
ÚSPĚŠNĚ NASTARTOVANÝ PROJEKT
Při dodržování všech předepsaných procesů jsme schopni zkrátit dobu potřebnou na svařování na polovinu. Není potřeba podvařovat kořen zevnitř, odpadá několikero nabrušovaní napojení po dohoření elektrody, automat se neunaví – pojezd se pohybuje konstantní rychlostí s důrazem na kvalitu. Při nasazení dvou automatů na jeden spoj je úspora času až 75%. Nevýhodou tohoto procesu jsou požadavky kladené na přípravu pro svařování, které jsou ale ve výsledku rozmělněny.
Materiál byl prezentován na semináři Nové technologie a materiály pro svařování Sepetná 2014.
Orbital Welding of Product Pipelines in Azerbaijan
We have been operating in the field of automated orbital welding as a major player in the market of suppliers of the units for metal processing. Now we were asked to become a subcontractor for the huge project of the construction of a new main water supply in the capital city of Azerbaijan – Baku. Again, this exotic country was a challenge for us, as we had had experience with Azerbaijani market before, having been the main supplier for FANUC robotic workstation for local brickworks. The new project concerns welding the main 40-km-long water pipe with a diameter of 1,400 mm, made of a standard black steel, having 18-mm-thick walls. Large part of the water pipes will be led under the city. Therefore, it is necessary to retract individual six meter long sections, using special winch, into a prepared concrete precast tunnel.
Autor






NEJčtenější souvisejicí články (v posledních 30-ti dnech)
Pro stavební svařované staticky, dynamicky a únavově namáhané konstrukce, pracující za teplot v podcreepové oblasti jsou...
Nejprve to hlavní – co si představit pod pojmem slabý plech. Je to tenký plech válcovaný za studena plech tloušťky 0,6 –...
Pájení je několik tisíciletí stará metoda spojování materiálů, od počátku 20. století využívaná průmyslově. Výhodou je m...
NEJlépe hodnocené související články
První jeřábový hák na světě vyrobený technikou 3D tisku úspěšně prošel zátěžovými testy na 80 tun a souvisejícími kontro...
uvedl v rozhovoru pro časopis KONSTRUKCE Ing. Lumír Al-Dabagh, generální ředitel ZVU STROJÍRNY, a. s....
NEJdiskutovanější související články
Svařování obalenou elektrodou rozhodně nepatří mezi zastaralé metody. Použití kvalitní obalené elektrody umožňuje vytvoř...
Při návrhu svařované mostní konstrukce pro městkou komunikaci v Praze Troji byla posuzována možnost použít místo klasick...
Hliník se nesvařuje s takovou samozřejmostí jako jiné kovy. Jeho velká afinita ke kyslíku, rychlá tvorba kysličníku hlin...



ISSN 1803-8433 | © Copyright 2002 - 2026 KONSTRUKCE Media, s.r.o.
Jakékoliv užití obsahu včetně převzetí, šíření či dalšího zpřístupňování článků a fotografií je bez souhlasu nakladatelství zakázáno.
KONSTRUKCE Media, s.r.o., se sídlem Starobělská 1133/5, 700 30 Ostrava, zapsaná v obchodním rejstříku vedeným u Krajského soudu v Ostravě, oddíl C, vložka 22003, Identifikační sídlo: 25851276 | Tel.: 597 317 578 | Fax: 597 579 166


