








Nové úsporné duplexní oceli a jejich svařitelnost
Rubrika: Svařování a dělení
Na dnešním trhu je mnoho druhů nerezavějících ocelí. Základním rozdílem mezi nerezavějícími a nelegovanými ocelemi jsou v obou případech mechanické vlastnosti a mikrostruktury svarového kovu, které jsou závislé na chemickém složení mnohem více než na způsobu svařování samotném. Slovo „duplex“ označující duplexní oceli, původně z latiny, má dvě části. Popisuje mikrostrukturu oceli, která obsahuje přibližně 50 % feritu a 50 % austenitu. Tato rovnováha se získává řízenou teplotou ochlazování oceli. V případě svařování ocelí je situace trochu jiná, neboť je velmi těžké dosáhnout správnou rovnováhu mezi oběma fázemi ve svarovém kovu.
V současnosti se na trh dodávají různé typy duplexních ocelí, především úsporné duplexy, standardní duplexy, super duplexy a také hyper duplexy. Pro všechny duplexy je typické, že k tuhnutí dochází v rozmezí teplot 1 420–800 °C.
Tabulka č. 1 ukazuje chemické složení různých typů nerezavějících ocelí a zároveň je zde patrný hlavní rozdíl mezi austenitickými a duplexními ocelemi. Tímto rozdílem je vyšší obsah Cr a nižší obsah Ni. Duplexní ocel je také legována dusíkem. V průběhu několika let před nedávnou finanční krizí začaly prudce narůstat ceny legur, jako je např. nikl. Zamezení dalšímu nárůstu cen vedlo ke vzniku úsporných duplexních materiálů s mnohem menším obsahem niklu. V tabulce č. 1 je již patrné, že má ocel vyšší obsah dusíku a navíc zde bylo přidáno 5 % Mn. Obsah dusíku a manganu v oceli napomáhají rychlejšímu vzniku austenitu ve svarovém kovu, ale co je velmi důležité, v teplem ovlivněné oblasti to umožňuje svařovat úsporné duplexní materiály i bez přídavného materiálu.
V mnohých případech úsporné duplexní oceli nahrazují při různých aplikacích austenitické. Především v případech, kdy není potřebná vysoká odolnost proti korozi standardních duplexních nebo super duplexních ocelí. V porovnání s austenitickou ocelí typu 304 materiál typu LDX nabízí:
- Lepší odolnost proti korozím pod napětím
- Lepší odolnost proti korozím v prostředí obsahujícím chloridy
- Dvojnásobnou mez kluzu
- Využitím vyšší pevnosti je možné uspořit určitou hmotnost konstrukce a tím dosáhnout snížení spotřeby.
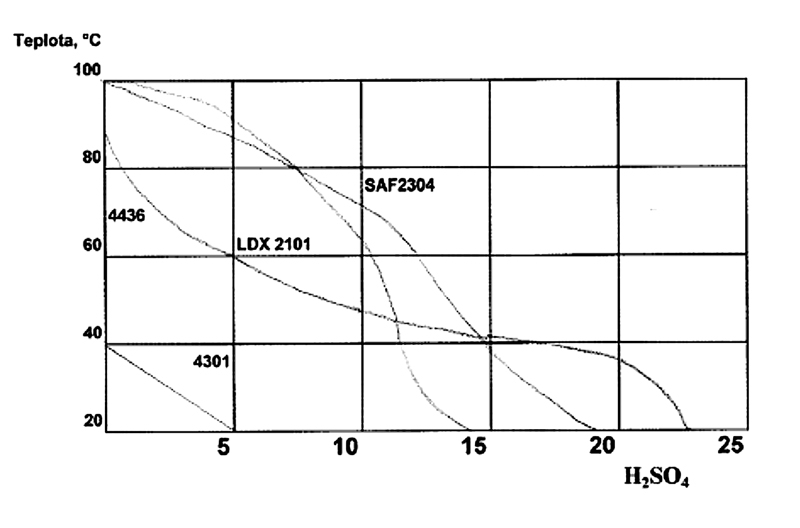
Na obrázku 1 je znázorněna odolnost proti korozi určitých nerezavějících materiálů a je patrné, že materiál LDX má lepší pevnostní vlastnosti než austenitické.
Všeobecně je svařitelnost LDX materiálů velmi dobrá a pro svařování je možné použít všechny svařovací metody. Základní doporučení pro výběr přídavného materiálu je použití tejného stupně legování, kdy by se měl rovnat základnímu materiálu nebo ho převyšovat. Po svařování není potřeba aplikovat tepelné zpracování. Tvorba austenitu ve svarovém kovu a v teplem ovlivněné oblasti je velmi rychlá, proto je v pořádku i fázová rovnováha.
Svařitelnost se trochu liší od ostatních typů nerezavějících ocelí. Hlavním rozdílem je vyšší viskozita roztaveného svarového kovu, takže svarová koupel není tak tekutá. To znamená, že svářeč musí během svařování více pracovat s obloukem, aby zlepšil podmínky pro zmáčení.
Při vytváření oboustranného spoje musí být věnována zvýšená pozornost oblasti kořene. Pokud nedojde ke správnému vydrážkování kořene, mohou poměrně snadno vzniknout defekty typu strukových vměstků.
| Tab. 1 – Chemické složení různých typů nerezavějících ocelí | ||||||||
| Jméno oceli | Mezinárodní označení oceli | Chemické složení v % | ||||||
| EN | ASTM | C | N | Cr | Ni | Mo | ostatní | |
| 4301 | 1.4301 | 304 | 0,04 | 0,04 | 18,1 | 8,3 | - | - |
| 4404 | 1.4404 | 316L | 0,02 | 0,04 | 17,2 | 10,2 | 2,1 | - |
| 4436 | 1.4436 | 316 | 0,04 | 0,05 | 16,9 | 10,7 | 2,6 | - |
| 904L | 1.4539 | N08904 | 0,01 | - | 20 | 25 | 4,3 | 1,5 Cu |
| SAF 2304® | 1.4362 | S32304 | 0,02 | 0,1 | 23 | 4,8 | 0,3 | - |
| 2205 | 1.4462 | S32205* | 0,02 | 0,17 | 22 | 5,7 | 3,1 | - |
| LDX 2101® | 1.4162 | S32101 | 0,03 | 0,22 | 21,5 | 1,5 | 0,3 | 5 Mn |
ZÁVĚR
Použití materiálu LDX se rozšiřuje a začíná nahrazovat austenitické oceli používané pro různé aplikace. Možnost svařovat tuto ocel bez přídavných materiálů je při některých aplikacích velkou výhodou. Při svařování lze použít všechny svařovací metody a jsou doporučovány přídavné materiály se stejným nebo vyšším stupněm legování. Zvláštní péči je nutné věnovat kontrole smáčení a dát pozor na vznik defektů vzniklých při vyšší viskozitě roztaveného svarového kovu. Pokud se vše zvládne, pak svařování není problém. V tabulce 2 je k nejpoužívanějším duplexním ocelím přiřazen vhodný svařovací materiál.
| Tab. 2 – Možnosti řešení svařování duplexních ocelí | |||||||
| Chemické složení | Označení | UNS/EN | MMA | MAG AUTROD | TIG TIGROD | FCAW TUBROD | SAW FLUX/AUTROD |
| 23Cr 4Ni 0,1 N | SAF 2304 UR 35N |
S32304/ 1.4362 |
OK 67.50 OK 67.51 OK 67.53 OK 67.55 |
OK 2209 | OK 2209 | OK 14.27 OK 14.37 OK 15.37 |
OK 10.93/OK 2209 |
| 22Cr 5,5Ni 3Mo 0,18N | SAF 2205 UR 45N |
S31803/ 1.4462 S32205 |
OK 67.50 OK 67.51 OK 67.53 OK 67.55 |
OK 2209 OK 2307 |
OK 2209 OK 2307 |
OK 14.27 OK 14.37 OK 15.37 |
OK 10.93/OK 2209 |
| 21,5Cr 5Mn 1,5Ni 0,3Mo | LDX 2101 | S32101/ 1.4162 |
OK 67.50 OK 67.51 OK 67.53 OK 67.55 |
OK 2209 OK 2307 |
OK 2209 OK 2307 |
OK 14.27 OK 14.37 OK 15.37 |
OK 10.93/OK 2209 |
| 25Cr 6,5Ni 2Mo 0,18N | UR 47N | S31200 | OK 68.53 OK 68.55 |
OK 2509 | OK 2509 | OK 14.28 | OK 10.94/OK 2509 |
| 25Cr 5Ni 1,5Mo | AISI329 | S32900/ 1.4460 |
OK 68.53 OK 68.55 |
OK 2509 | OK 2509 | OK 14.28 | OK 10.94/OK 2509 |
| 25Cr 7Ni 3Mo 0,5Cu 0,3W 0,14N | DP3 | S31260 | OK 68.53 OK 68.55 |
OK 2509 | OK 2509 | OK 14.28 | OK 10.94/OK 2509 |
| 25Cr 6Ni 3Mo 2Cu 0,20N | UR 25N Ferralium 255 |
S 32550/ 1.4507 |
OK 68.53 OK 68.55 |
OK 2509 | OK 2509 | OK 14.28 | OK 10.94/OK 2509 |
| 25Cr 7Ni 4Mo 2Cu 0,25N | UR 52N+ | S32520/ 1.4507 |
OK 68.53 OK 68.55 |
OK 2509 | OK 2509 | OK 14.28 | OK 10.94/OK 2509 |
| 25Cr 6Ni 3Mo 0,7Cu 0,7W 0,25N | Zeron 100 UR 76N |
S32760/ 1.4501 |
OK 68.53 OK 68.55 |
OK 2509 | OK 2509 | OK 14.28 | OK 10.94/OK 2509 |
| 25Cr 7Ni 4Mo 0,27N | SAF 2507 UR 47N+ |
S32750/ 1.4410 |
OK 68.53 OK 68.55 |
OK 2509 | OK 2509 | OK 14.28 | OK 10.94/OK 2509 |
| 25Cr 7Ni 3Mo 0,5Cu 2W | DP3W | S39274 | OK 68.53 OK 68.55 |
OK 2509 | OK 2509 | OK 14.28 | OK 10.94/OK 2509 |
New Economical Duplex Steels and their Welding
On today´s market, there are many types of stainless steels. The main difference between the stainless steels and nonalloy steels are in both cases mechanical features and microstructures of the welded metal which are dependent on the chemical composition much more than the way of welding itself. The word „duplex“ means duplex steels, originally from alloy, which has two parts. It describes microstructure of steel which contains around 50 % of ferrite and 50 % of austenite. This balance is obtained by guided temperature of steel cooling. In case of steel welding the situation is slightly different, since it is very difficult to obtain the right balance between two stages in the welded metal.
NEJčtenější souvisejicí články (v posledních 30-ti dnech)
Pro stavební svařované staticky, dynamicky a únavově namáhané konstrukce, pracující za teplot v podcreepové oblasti jsou...
Pájení je několik tisíciletí stará metoda spojování materiálů, od počátku 20. století využívaná průmyslově. Výhodou je m...
Nejprve to hlavní – co si představit pod pojmem slabý plech. Je to tenký plech válcovaný za studena plech tloušťky 0,6 –...
NEJlépe hodnocené související články
První jeřábový hák na světě vyrobený technikou 3D tisku úspěšně prošel zátěžovými testy na 80 tun a souvisejícími kontro...
uvedl v rozhovoru pro časopis KONSTRUKCE Ing. Lumír Al-Dabagh, generální ředitel ZVU STROJÍRNY, a. s....
NEJdiskutovanější související články
Svařování obalenou elektrodou rozhodně nepatří mezi zastaralé metody. Použití kvalitní obalené elektrody umožňuje vytvoř...
Při návrhu svařované mostní konstrukce pro městkou komunikaci v Praze Troji byla posuzována možnost použít místo klasick...
Hliník se nesvařuje s takovou samozřejmostí jako jiné kovy. Jeho velká afinita ke kyslíku, rychlá tvorba kysličníku hlin...



ISSN 1803-8433 | © Copyright 2002 - 2026 KONSTRUKCE Media, s.r.o.
Jakékoliv užití obsahu včetně převzetí, šíření či dalšího zpřístupňování článků a fotografií je bez souhlasu nakladatelství zakázáno.
KONSTRUKCE Media, s.r.o., se sídlem Starobělská 1133/5, 700 30 Ostrava, zapsaná v obchodním rejstříku vedeným u Krajského soudu v Ostravě, oddíl C, vložka 22003, Identifikační sídlo: 25851276 | Tel.: 597 317 578 | Fax: 597 579 166


