







 Povrchová ochrana Nanášení povlaků žárového zinku na článkových řetězech kontinuálním způsobem
Povrchová ochrana Nanášení povlaků žárového zinku na článkových řetězech kontinuálním způsobemNanášení povlaků žárového zinku na článkových řetězech kontinuálním způsobem
Rubrika: Povrchová ochrana
V práci jsou předloženy výsledky výzkumu zpracování technologií kontinuálního zinkování článkových řetězů určených k práci v agresivních korizních prostředích a zvláště v těžbě uhlí, v mořské technice a zemědělství. Na základě provedených předběžných výzkumů byla určena kinetika růstu povlaků na zvolených materiálech pro řetězy a jejich struktura. Na tomto základě byly zvoleny parametry pokovování kontinuálním zinkováním. Výsledkem zkoušek provedených na polotechnickém stanovišti byly zinkové a zinko-hliníkové povlaky (se složením kolem eutektického) na řetězech, získáné kontinuálním zinkováním. Byl znázorněn vzhled povrchu získaných výrobků.

Jedním z nejúčinnějších a ekonomicky výhodných způsobů ochrany oceli v podmínkách působení agresivního korozního prostředí, jsou zinkové povlaky získané metodou ponoru. Antikorozní vlastnosti zinkových povlaků jsou velmi dobré. Tyto povlaky jsou stabilní v mořském a průmyslovém prostředí a také zajišťují katodickou ochranu hrany a necelistvosti povlaku [1–3]. V některých odvětvích průmyslu v agresivních korozních prostředích existuje problém zvýšení exploatační stálosti článkových řetězů.
Článkové řetězy jsou výrobkem všeobecně používaným v různých průmyslových odvětvích, m.j. v hornictví, mořském průmyslu, rybolovu, energetice, zemědělství a pod. K jejich výrobě se používá různé jakostí ocelí, od oceli obvyklé kvality až k vysoce kvalitní legované oceli. Tyto oceli mají dobré mechanické vlastnosti, ale jejich korozní odolnost je často nedostačující a vyžaduje dodatečnou ochranu. Podle korozní agresivity pracovního prostředí se v současnosti řetězy dodávají v přirozeně černém stavu (po tepelném zpracování a kalibraci), ošetřené antikorozním olejem (dočasná ochrana 6 až 9 měsíců v období skladování a transportu), natřené nebo pozinkované. V souladu s úrovní poznání v tomto odvětví, všechny způsoby protikorozní ochrany snižují pevnostní parametry řetězů. Dokonce i prostředky dočasné ochrany snižují průtržné zatížení od 6 do 10 % a protažení při přetržení průměrně o 20 % během laboratorních zkoušek a také v prvním období exploatace [4]. Chybějící ochrana ale nezaručuje maximální odolnost řetězů v podmínkách působení korozního prostředí. Na příklad v prostředí se silnou korozní agresivitou se nedoporučuje používání řetězů se zvýšenou pevností třídy PW9 a D-3, s ohledem na možnost vzniku důlkové koroze a koroze namáháním materiálu [5]. Účinným způsobem zvýšení životnosti řetězů je vytvoření na jejich povrchu zinkového povlaku kontinuálním žárovým zinkováním. Tato metoda nachází čím dál tím širší využití. Ve světové literatuře prakticky chybí informace týkající se vytváření kovových ochranných povlaků na řetězech. Zároveň ty existující, hlavně marketingového rázu, ukazují, že vyzvoření zinkového povlaku zajišťuje radikální nárůst životnosti výrobku. Existují však jistá technologická omezení zhotovení zinkového povlaku na výrobku takového tvaru. V Polsku se řetězy ponorem zabezpečují zásadně dvěma způsoby:
- cestou zinkování s odstředěním v vysokoteplotním procesu,
- v tradičním procesu zinkování je řetěz „rozvěšovaný” na držácích traverzy a tak zinkovaný; používájí se standardní lázně a teploty zinkování.
První způsob obsahuje podstatné vady, zvláště vzhledem k „těžkým” řetězům (s velkým průměrem článku) a tepelně opracovávaným. Koš odstředivky ma omezený objem a ne vždy je možné zinkování celého „pramene” řetězu. Současně vysoká teplota pokovování má napříznivý vliv na pevnostní vlastnosti řetězu. Je třeba ale konstatovat, že proces zinkování s odstředěním dovoluje vyhnout se většině povrchových vad povlaku řetězu.
Druhý způsob vykazuje obdobné vady (v tom omezení délky pramene řetězu) s výjimkou menšího vlivu na požadavky na pevnost řetězu po pokovování. Zároveň článek řetězu neudržuje stanovený tvar, protože při této metodě není možné vyhnout se nárůstům a jiným vadám povrchu. Tloušťka získaných povlaků není stejnoměrná na celém povrchu článku. Při této metodě se nejčastěji využívají lázně, jejichž chemické složení zajišťuje dobrou stékavost. Jsou to prvky, které zároveň mají vliv na praskání oceli při zinkování. Zvyšuje to riziko výskytu jevu popsaného v literatuře jako LMAC (praskání za asistence tekutého kovu).
Racionální metodou zinkování řetězů je jejich pokovování kontinuálním způsobem na speciálně připraveném pracovišti podle technologie zajišťující správné zhotovení článků řetězu tzn. s příslušnými mechanickými vlastnostmi, tvarem článků s rovnoměrným zinkovým povlakem.
Na Fakultě Materiálového Inženýrství a Metalurgie Slezského Vysokého Učení Technického byl v rámci Grantu na podporu vývoje č.15-0108-10/2010 s názvem „Zpracování metody kontinuálního žárového zinkování ochrany řetězů určených k fungování ve zvlášť agresivním korozním prostředí” finančně podpořeného Národním centrem výzkumu a vývoje zahájen výzkum nad zpracováním technologie vytváření zinkových a zinko-hliníkových povlaků na článkových řetězech kontinuálním žárovým zinkováním.
Program výzkumu předpokládal provedení přípravných prací a analýzy za účelem výběru:
- Materiálů na řetězy používané zvláště v hornictví a mořském průmyslu.
- Chemického složení zinkovacích lázní používaných pro pokovování článkových řetězů, zvláště vzhledem k možnosti předejítí výskytu jevu LMAC
- Možnosti využití při pokovování zinkovací lázně s eutektickým podílem hliníku s přihlédnutím omezení využití tohoto procesu
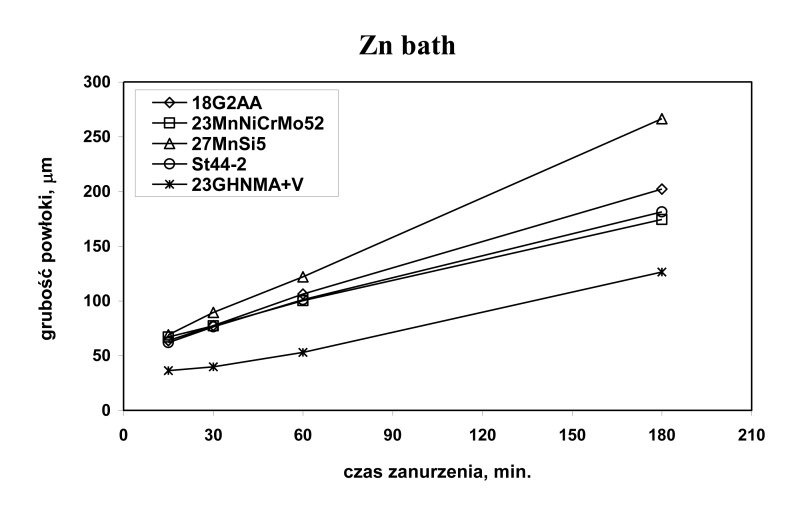
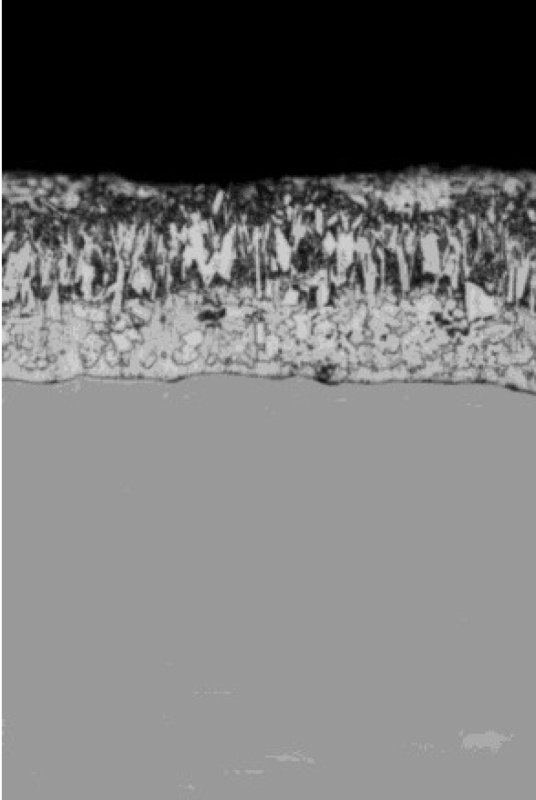
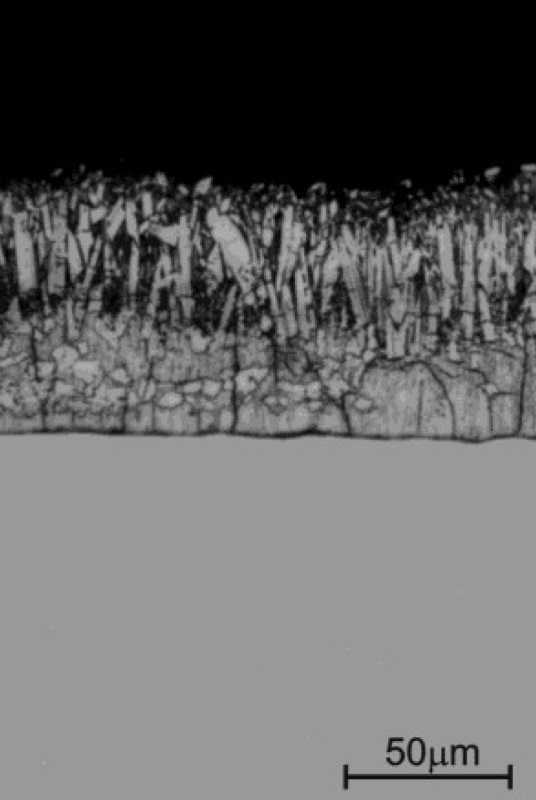
Dále za podpory firmy REMIX S.A. bylo navrženo a vyrobeno výzkumné pracoviště. Na obrázku 1 je znázorněna část polotechnického pracoviště pro zinkování řetězů. Existuje mnoho materiálů používaných pro výrobu řetězů. Pro výzkum kinetiky růstu zinkových povlaků v průběhu přípravných zkoušek byly použity následující materiály: S355JRG2, 23MnNiCrMo52, S275JR, 23HNMA +V. Pro tyto materiály byly provedeny zkoušky kinetiky růstu (obr. 2) a výzkum jejich struktury. Vybraný příklad struktury příčného řezu povlaků je znázorněn na obr. 3.
Byly také provedeny analýzy chemického složení ve vybraných mikrooblastech povlaku. Na základě provedených zkoušek bylo určeno, že povlaky získané na materiálech na řetězy mají správnou stavbu.
V průběhu přípravných zkoušek byly získány na řetězech zinko-hliníkové povlaky v lázních s 5% účastí hliníku v zinku. Na obr. 4. je znázorněna příkladová kinetika růstu povlaků Zn5%Al na řetězu 2.
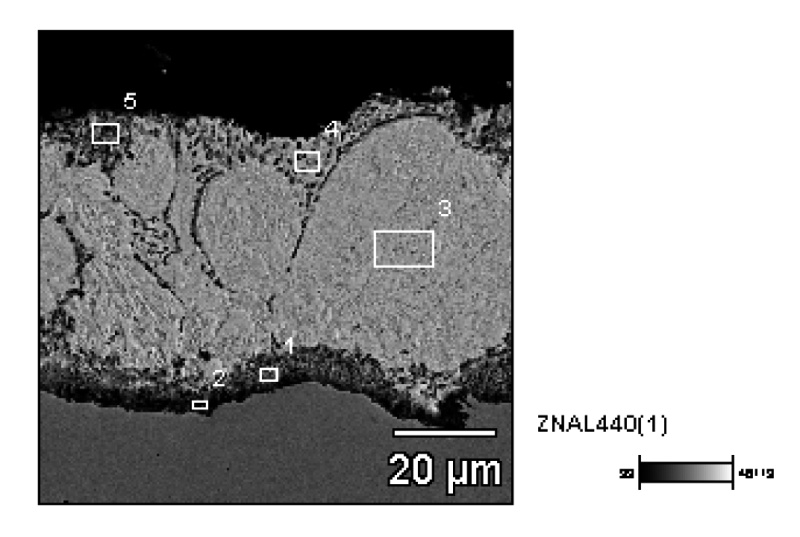
Byly také určeny struktury chemické složení vybraných povlaků Zn-Al (obr. 5).
Tabulka 1 – Chemické složení ve vybraných mikrooblastech povlaku Zn+5%Al získaného na oceli 23GHNMA+V (body analýzy podle obr. 5)
| Bod měření | Obsah prvků | |||||
| Fe-K | Zn-K | Al-K | ||||
| % váh. | % at. | % váh. | % at. | |||
| 1 | 11,9 | 10,1 | 62,6 | 45,3 | 25,4 | 45,3 |
| 2 | 29,9 | 22,5 | 34,3 | 22,0 | 35,8 | 22,0 |
| 3 | 97,6 | 94,5 | 2,4 | 94,5 | ||
| 4 | 85,9 | 71,6 | 14,1 | 71,6 | ||
| 5 | 7,6 | 6,2 | 63,4 | 44,5 | 29,0 | 44,5 |
Získané povlaky jsou charakteristické správnou strukturou a chemickým složením. Na základě přípravných zkoušek bylo určeno, že:
- Existuje možnost získávání na řetězech povlaků Zn5%Al se správnou stavbou a fázovým složením
- kinetika růstu dovolila určit parametry procesu získávání povlaků v kontinuálním procesu.
Výzkum procesu kontinuálního pokovování článkových řetězů dovolil určit, že existuje možnost získání na jejich povrchu zinkových a zinko-hliníkových povlaků. Proces zinkování byl proveden zároveň suchou jak i mokrou metodou (obr. 6).
Na obr. 7 je znázorněn vzhled povrchu řetězu 2 po zinkování a po zinko-hliníkování kontinuálním zinkováním. Řetěz se zinko-hliníkovým povlakem je charakteristický značně světlejším povrchem než po pozinkování.
Na obrázku 8. je znázorněn vzhled pramene řetězu (asi 40 m) po zinkování a zinko-hliníkování kontinuálním zinkováním.
Obr. 9 znázorňuje vzhled povrchu řetězu po zinko-hliníkování kontinuálním zinkováním.
Předložené výsledky výzkumu dovolují konstatovat, že byl dosažen předpokládaný technologický cíl práce, kterým bylo prokázání možnosti kontinuálního zinkování článkových řetězů zároveň v lázních obsahujících zinek, jak i zinek s přísadou asi 5 % hliníku.
Práce vznikla za podpory Národního centra výzkumu a vývoje Polské republiky. Projekt číslo N R15 0108 10.
LITERATURA:
[1] Liberski P., Podolski P., Kania H., Gierek A., Fiałek M., Hanuszkiewicz K., Pawlukiewicz B.: Wytwarzanie powłok cynkowych na stalach przeznaczonych na łańcuchy stosowane w technice morskiej. Inżynieria Materiałowa Nr 3(151) 2006, s. 478–481.
[2] Liberski P., Podolski P., Kania H., Gierek A.: Odporność korozyjna powłok cynkowo-aluminiowych otrzymywanych metoda metalizacji zanurzeniowej. Ochrona przed korozją nr 10, 2004, s. 264–269.
[3] Liberski P., Kania H., Podolski P.: The structure and corrosion resistance of Zn-Al coatings obtained In batch double dip process. Physico Chemical Mechanics of Materials No 5, 2006, 673–679.
[4] G. Philipp K. Forch Ocena mechanicznej podatności łańcuchów na pęknięcia w wyniku korozji Wiadomości Górnicze 10/2006 pp549-560 na podstawie Gluckauf 141(2005) Nr 9 s. 391–400
[5] Materiały informacyjne Fasing S.A










NEJčtenější souvisejicí články (v posledních 30-ti dnech)
NEJlépe hodnocené související články
Objednatele žárového pozinkování mnohdy znepokojuje různorodý vzhled povlaku. U zakázek provedených z rozmanitého materi...
K tomuto článku bola zvolená téma osvetľujúca skúsenosti a prax investorov z radov energetiky, využívajúcich služieb sie...
Korozivzdorné oceli patří mezi konstrukční materiály s vysokou korozní odolností v závislosti na způsobu jejich legování...
NEJdiskutovanější související články
Na základě poptávky našich zákazníků na maskování částí ocelových konstrukcí před žárovým pozinkováním jsme se začali za...
Přelom června a července letošního roku bude ve znamení Mistrovství světa ve fotbale 2010. Tuto sportovní událost poprvé...



ISSN 1803-8433 | © Copyright 2002 - 2026 KONSTRUKCE Media, s.r.o.
Jakékoliv užití obsahu včetně převzetí, šíření či dalšího zpřístupňování článků a fotografií je bez souhlasu nakladatelství zakázáno.
KONSTRUKCE Media, s.r.o., se sídlem Starobělská 1133/5, 700 30 Ostrava, zapsaná v obchodním rejstříku vedeným u Krajského soudu v Ostravě, oddíl C, vložka 22003, Identifikační sídlo: 25851276 | Tel.: 597 317 578 | Fax: 597 579 166


