







 Svařování a dělení Na hranici obloukového svařování – technologické a aplikační inovace s CMT Advanced
Svařování a dělení Na hranici obloukového svařování – technologické a aplikační inovace s CMT AdvancedNa hranici obloukového svařování – technologické a aplikační inovace s CMT Advanced
Rubrika: Svařování a dělení
Nová technologie CMT Advanced značně předčí předchozí jedinečnou technologii CMT. Spolu s inovovanými revolučními technologiemi, se to týká hlavně výhod pro uživatele. Charakteristické aspekty CMT Advanced jsou: spojování ještě tenčích plechů, přemosťování velkých a variabilních mezer stejně jako vysoce kvalitní, téměř bezrozstřikové svary a to i za jinak nepříznivých podmínek. Dvě varianty procesu nabízejí uživateli rozdílné možnosti provádění svarů. Znovu dochází k posunu hranic u obloukového svařování.
ROZŠÍŘENÍ OBLASTI SVAŘOVÁNÍ
CMT Advanced rozšiřuje možnost u velmi tenkých plechů provádět svarové i pájené spoje bez nežádoucích rozstřiků. Proces je zaměřen na aplikace, které vyžadují nízký, flexibilně nastavitelný vnos tepla. Rozšíření možností se vztahuje především na proveditelnost a kvalitu spojů. Takto lze vysoce kvalitně spojovat materiály s velkou a také s proměnlivou šířkou mezery. Nová technologie umožňuje podstatně vyšší rychlosti podávání drátu a současně s tím tedy i vyšší odtavný výkon při stejné vstupní energii. Přináší výhody pro uživatele prostřednictvím rozsáhlejšího a přesnějšího nastavení řízení a kontroly tavné lázně. Další zajímavé možnosti aplikací spočívají také v malém promísení základního a přídavného materiálu. Proto také lze hospodárně svařovat i nesourodé materiály jako například ocel a hliník nebo materiály s povrchovou úpravou. Tři příklady ukazují některá využití.
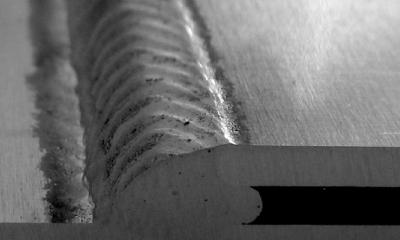
Za prvé, extrémní překlenutí mezery (obr. 1). Při svařování základního materiálu AlMg3 s přídavným materiálem AlSi5 , průměr drátu 1,2 mm, bylo dosaženo rychlosti 60 cm/min. Bez rozkmitu byla pomocí metody CMT Advanced Puls překlenuta mezera 2 mm na pleších o tl. 2 mm a vytvořen opticky vzhledný svarový spoj.
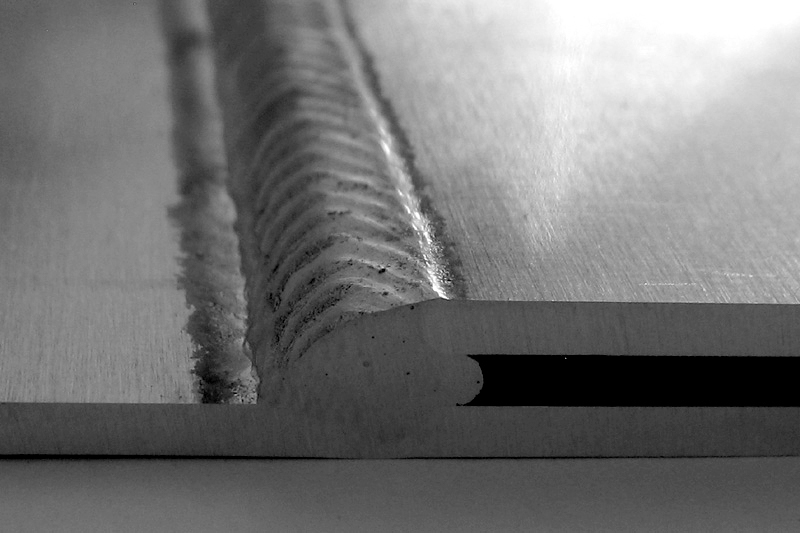
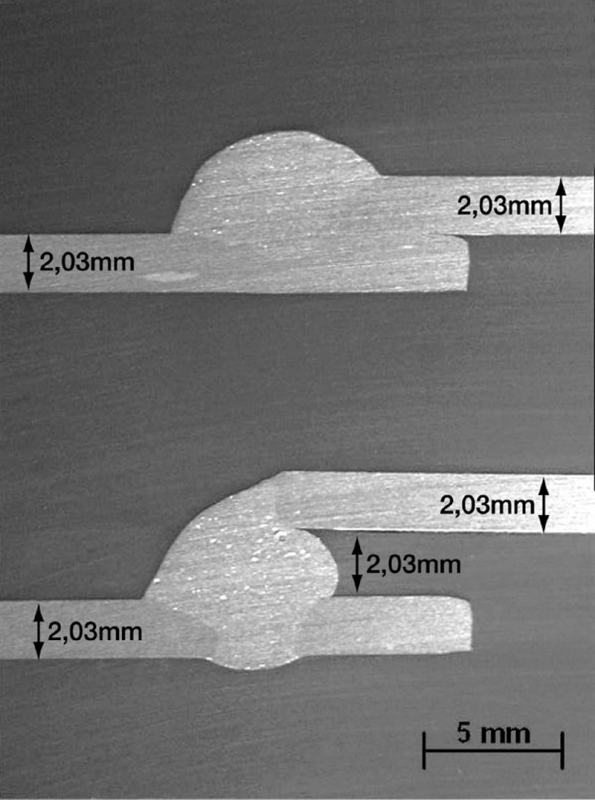
Druhý příklad ukazuje přeplátovaný spoj (obr. 2) na pleších tl. 2 mm se stejnými parametry jako v 1. příkladě, ale s proměnnou šířkou mezery 0,0 až 2,5 mm. Celý proces probíhá i přes různou šířku mezery beze změny parametrů, aniž by byla ovlivněna stabilita procesu.
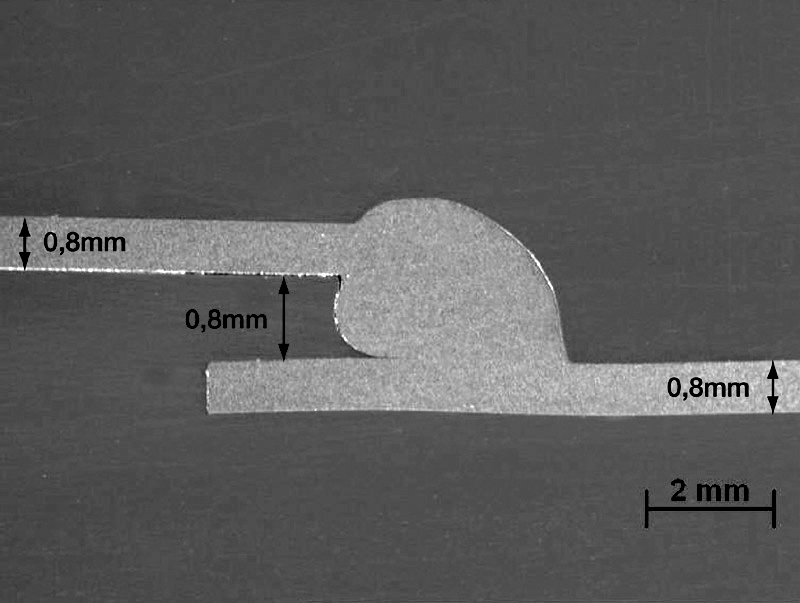
Ve třetím příkladu (obr. 3) při zachování stejných parametrů, byla použita tloušťka materiálu 0,8 mm a velikost mezery 1,3 mm. Také v tomto případě bylo dosaženo velice atraktivního vzhledu svaru.
TECHNOLOGIE CMT ADVANCED A DVA PROCESY
Technologie CMT Advanced spojuje poprvé polaritu svařovacího proudu, v kombinaci s reverzním pohybem drátu, jako řízený proces. Významnou novinkou je, že změna polarity probíhá během fáze zkratu. Vzhledem k tomu, že během zkratu nehoří oblouk, nevstupují do procesu jinak negativní účinky. Toto úplně zamezuje například odtržení oblouku jako jedné z příčin nestability procesu. Navíc se dá provádět měření a regulace délky oblouku "mechanicky" prostřednictvím pohybu drátu nezávisle na napětí na oblouku. Vnější vlivy jako například povrchové nečistoty materiálu tedy nehrají žádnou roli.
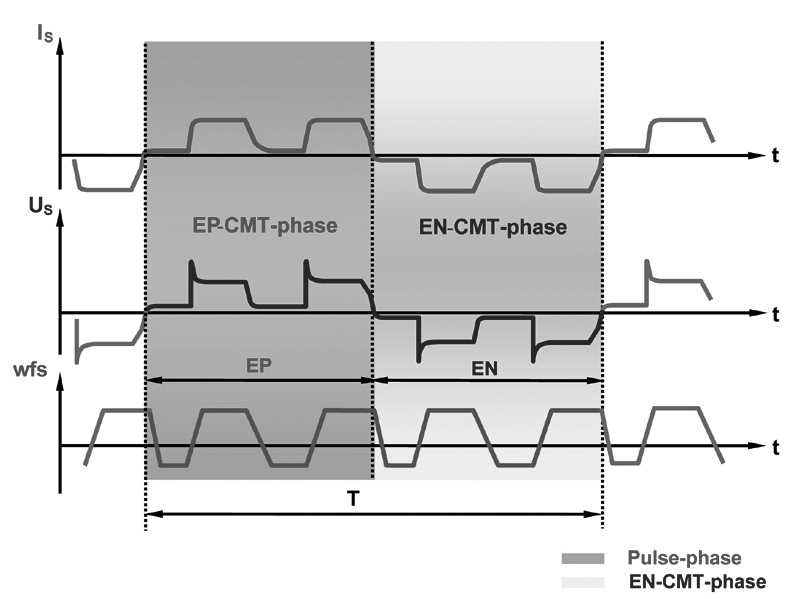
Jedna ze dvou variant je CMT Advanced proces
Uživatel si může libovolně nastavit počet po sobě jdoucích kladných nebo záporných proudových pulzů a fází (obr. 4). Obrázek 5 ukazuje průběh se dvěma kladnými a dvěma zápornými CMT cykly. Kladné fáze určují především závar a čisticí účinek. Oproti tomu záporné fáze při stejném vstupním výkonu zvyšují výrazně odtavný výkon. Proto dochází ke znatelně většímu odtavení při stejné střední hodnotě svařovacího výkonu u drátové elektrody se zápornou polaritou než s kladnou polaritou. Ke změně polarity dochází na začátku zkratu mezi oběma fázemi procesu. V tomto okamžiku nehoří oblouk z důvodu kontaktu přídavného materiálu s tavnou lázní. Výsledek: V okamžiku změny polarity je zajištěna vysoká stabilita procesu.
Druhá varianta je CMT Advanced Pulse proces
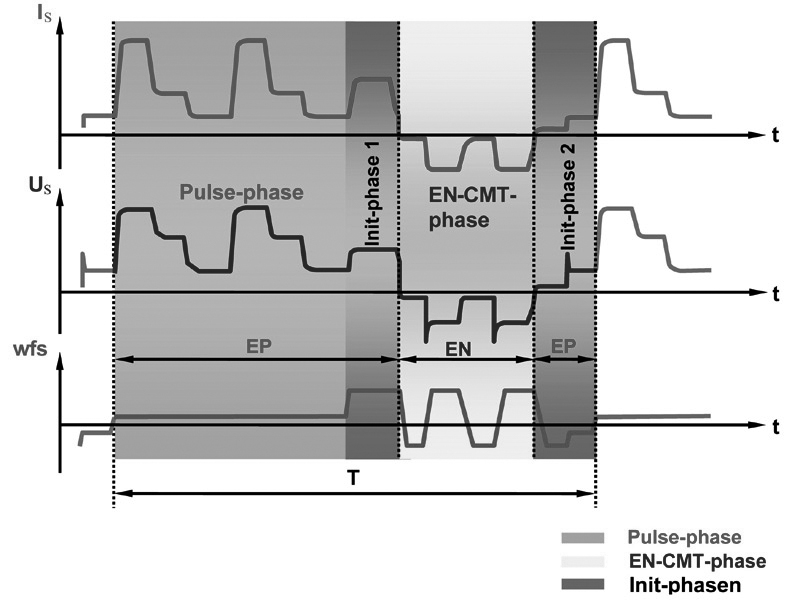
Jedná se o kombinaci záporné CMT-fáze a kladné impulsní fáze. Ve srovnání s konvenčními AC (AlteratingCurrent ) procesy odděluje CMT Advanced Pulse proces impulsní oblouk jasně od záporné proudové fáze. Tato varianta procesu sestává z jedné záporné CMT fáze s reverzním pohybem drátu a jedné fáze impulsního oblouku s kontinuálním pohybem drátu (obr. 6).
Vlivy na odtrhávání kapek ve fázi impulsního oblouku (kladný pól na elektrodě) v důsledku proměnlivé záporné základní proudové fáze při konvenčním AC procesu odpadají.
To proto, že kapka kovu vzniklá v záporné CMT-fázi se čistě přenese při následném zkratu. Ve fázi impulsního oblouku je přenos kovu bezezkratový. Z toho důvodu jsou potřebné inicializační fáze, aby bylo možné realizovat přechod mezi oběma fázemi procesu.
ZÁVĚR
CMT Advanced otevírá uživateli cílenými změnami polarity svařovacího proudu nové možnosti spojovat kov ještě „chladněji“. Lze docílit vysokých odtavných výkonů při sníženém vnášení tepla. Extrémní stabilita oblouku výrazně snižuje nežádoucí vedlejší efekty a zvyšuje tak bezpečnost procesu.
CMT – POJMY
- CMT: Cold Metal Transfer – v roce 2004 firmou Fronius zavedená technologie pro „studenější“ spojování kovů svařováním nebo pájením.
- CMT Advanced: nová inovativní technologie pro ještě chladnější spojování kovů, poprvé prezentovaná na veletrhu Schweissen und Schneiden v září 2009 ve dvou variantách:
– CMT Advanced: Jakákoli kombinace pozitivních a negativních polarit svařovacího proudu.
– CMT Advanced Pulse: Kombinace záporných CMT fází a fází impulsního oblouku s kontinuálním pohybem drátu.
At the Border of Arc Welding – Technology and Application Innovations with CMT Advanced
New technology CMT Advanced overtakes the previous unique technology CMT. Together with innovative revolutionary technologies, it concerns mainly the advantages for users. Typical aspects of CMT Advanced are: connecting of even thinner sheets, bridging of big and variable gaps as well as high-quality, almost no-splash welds also under otherwise unfavourable conditions. Two alternatives of the process offer to the user different options of performing welds. Again there is the shift of the arc welding border.
Autor

NEJčtenější souvisejicí články (v posledních 30-ti dnech)
Nejprve to hlavní – co si představit pod pojmem slabý plech. Je to tenký plech válcovaný za studena plech tloušťky 0,6 –...
Pro stavební svařované staticky, dynamicky a únavově namáhané konstrukce, pracující za teplot v podcreepové oblasti jsou...
Pájení je několik tisíciletí stará metoda spojování materiálů, od počátku 20. století využívaná průmyslově. Výhodou je m...
NEJlépe hodnocené související články
První jeřábový hák na světě vyrobený technikou 3D tisku úspěšně prošel zátěžovými testy na 80 tun a souvisejícími kontro...
uvedl v rozhovoru pro časopis KONSTRUKCE Ing. Lumír Al-Dabagh, generální ředitel ZVU STROJÍRNY, a. s....
NEJdiskutovanější související články
Svařování obalenou elektrodou rozhodně nepatří mezi zastaralé metody. Použití kvalitní obalené elektrody umožňuje vytvoř...
Při návrhu svařované mostní konstrukce pro městkou komunikaci v Praze Troji byla posuzována možnost použít místo klasick...
Hliník se nesvařuje s takovou samozřejmostí jako jiné kovy. Jeho velká afinita ke kyslíku, rychlá tvorba kysličníku hlin...



ISSN 1803-8433 | © Copyright 2002 - 2026 KONSTRUKCE Media, s.r.o.
Jakékoliv užití obsahu včetně převzetí, šíření či dalšího zpřístupňování článků a fotografií je bez souhlasu nakladatelství zakázáno.
KONSTRUKCE Media, s.r.o., se sídlem Starobělská 1133/5, 700 30 Ostrava, zapsaná v obchodním rejstříku vedeným u Krajského soudu v Ostravě, oddíl C, vložka 22003, Identifikační sídlo: 25851276 | Tel.: 597 317 578 | Fax: 597 579 166


