







 Svařování a dělení Mikrostruktura, strukturní stabilita a vlastnosti svarových spojů oceli T24
Svařování a dělení Mikrostruktura, strukturní stabilita a vlastnosti svarových spojů oceli T24Mikrostruktura, strukturní stabilita a vlastnosti svarových spojů oceli T24
Rubrika: Svařování a dělení
Účinnost tepelných elektráren je závislá na teplotě přehřáté páry a jejím tlaku. Zvýšení účinnosti z cca 35 % na 42 – 45 % vyžaduje zvýšení teploty páry nad 600 °C a tlaku nad 26 MPa. Pro tyto parametry již není výhodné, podle názorů projektantů, použít pro konstrukci membránových stěn klasické nízkolegované žárupevné oceli typu 16Mo3, 13CrMo4‑5 nebo 10CrMo9‑10. Pro jejich konstrukci byly vyvinuty modifikované nízkolegované žárupevné oceli typu T23 a T24 (7CrMoVTiB10‑10). Snížení obsahu uhlíku pod 0,1 % mělo umožnit svařování kotlových trubek s malou tloušťkou stěny bez předehřevu a tepelného zpracování po svaření (PWHT). Vysoké hodnoty RmT jsou u oceli T24 dosaženy jejím dolegováním Ti, N a B, obr. 1. Původní představa, že lze tuto ocel svařovat v malých tloušťkách bez předehřevu, byla praxí brzy vyvrácena.
Podle současné praxe se ocel T24 svařuje s předehřevem 150 – 250 °C v závislosti na tloušťce a tuhosti svarového spoje, obr. 2, aby bylo dosaženo požadované tvrdosti a požadovaných hodnot KV. Názory na nutnost PWHT jsou však stále nejednotné. Zejména membránové stěny nadkritických elektráren se vyrábějí dosud bez PWHT.
NADKRITICKÉ KOTLE S MEMBRÁNOVÝMI STĚNAMI Z OCELI T24 V EVROPĚ
Problémy s membránovými stěnami z oceli T24 se vyskytly v následujících elektrárnách.
| Walsum | 10 | Welfallen | D, E |
| RDK | 8 | Eemshaven | B |
| Maasvlakte | 3 | Rotterdam | |
| GMK | 9 | Wilhelmshaven | |
| Moorburg | A, B | Ledvice - výroba a montáž dílů | |
| Roxberg | R |
Problémy byly způsobeny velkým počtem defektů ve svarových spojích během výroby, dopravy a montáže dílů, porušením svarových spojů při tlakových zkouškách a při najíždění kotlů, korozní praskání pod napětím za asistence vodíku. Na jejich vzniku se podílí z pohledu svařování celá řada vlivů:
- Svařování bez předehřevu nebo s nízkým předehřevem.
- Nedodržování teploty interpass.
- Nekvalitní provedení svarových spojů.
- Malá strukturní stabilita nepopuštěných svarových spojů.
- Superpozice zbytkových napětí a vnějšího zatížení.
Na některých elektrárnách byly problémy s ocelí T24 vyřešeny výměnou této oceli na výparníku za materiál 13CrMo4‑5:
| Walsum | 10 | Roxberg | R |
| Moorburg | A, B | Wilhelmshaven |
Tato změna zvýšila provozní spolehlivost svarů na membránových stěnách spalovací komory kotlů, protože Cr – Mo ocel 13CrMo4‑5 je méně náchylná na sekundární vytvrzování nepopuštěných svarových spojů a dodržování technologické kázně při svařování než ocel T24. Bylo však nutné zvětšit tloušťku stěny trubek.
Na jiných elektrárnách se předpokládalo zvýšení provozní spolehlivosti svarových spojů z oceli T24 nízkoteplotním žíháním smontovaného kotle po dobu 48 – 72 hodin:
| RDK 8: | Žíhací teplota 450 – 470 °C |
| Maasvlakte 3: | Žíhací teplota 500 – 520 °C a místní žíhání jednotlivých svarů v kritických místech na teplotě 600 °C |
| Westfallen D, E: | Žíhací teplota 470 °C |
| Eemshaven A, B: | Žíhací teplota 470 °C |
Podle našeho názoru se nízkoteplotním žíháním sníží zbytková napětí po svařování, ale nezvýší se strukturní stabilita svarových spojů z oceli T24, protože zvolená žíhací teplota neumožňuje difuzi substitučních prvků a tím precipitaci karbidů, nitridů a karbonitridů legujících prvků. Při těchto teplotách je možné předpokládat pouze precipitaci fáze M3C na úkor fáze M2,3C.
STRUKTURNÍ STABILITA SVAROVÝCH SPOJŮ OCELI T24
Vyhovující strukturní stability a požadovaných mechanických vlastností svarových spojů oceli T24 se dosáhne pouze popuštěním svarových spojů při teplotě 740 ± 10 °C, obr. 2. Toto tepelné zpracování však nebylo při výrobě a montáži membránových stěn pro stávající elektrárny dosud aplikováno. Proto je tato přednáška zaměřena na posouzení vlivu následujících faktorů na strukturní stabilitu svarových spojů oceli T24:
- vliv teploty interpass,
- vliv nízkoteplotního žíhání,
- vliv žíhání při provozní teplotě kotle,
- vliv kombinace nízkoteplotního žíhání a následné expozice při provozní teplotě kotle.
Při teplotních cyklech při svařování se vzhledem k dosahovaným teplotám rozpustí vytvrzující fáze vzniklé při tepelném zpracování polotovarů na jakost především v hrubozrnném pásmu TOO a ve svarovém kovu, obr. 3. Proto je studium vlivu různých režimů tepelného zpracování svarových spojů oceli T24 zaměřeno na tyto oblasti svarového spoje.
Přehled zkoušených vzorků a režimů tepelného zpracování je uveden v tabulce I. Vzorky byly odebrány z reálných svarových spojů trubek ∅ 42,8 × 7,1 mm svařených metodou TIG drátem typu 2,5 Cr – 1,0 Mo – 0,25 V – Nb o ∅ 2,4 mm proudem 115 A a napětím 13 V při teplotě předehřevu 180 °C.
Teplota interpass
Vliv dodržování teploty interpass na strukturní stabilitu svarových spojů oceli T24 je zřejmý z obr. 4. Při dodržování teploty interpass do ~ 500 °C nedochází v průběhu svařování k precipitaci vytvrzujících fází. Při teplotě interpass > 500 °C se už v průběhu svařování vylučuje velký počet, velmi malých částic s malou mezičásticovou vzdáleností. Důsledkem je zvýšení Re, Rm, HV a snížení plastických vlastností, zejména KV. Literatura [2] uvádí ve svarovém kovu hodnotu KV 9 J při Ti > 500 °C. Dochází k vytvrzení svarového spoje. Vliv teploty interpass při Ti > 500 °C je shodný s vytvrzením nepopuštěných svarových spojů při pracovních teplotách kotle. Na elektrárně Ledvice je maximální předpokládaná provozní teplota na vertikální stěně Přehříváku 1 494 °C a výpočtová teplota 544 °C.
| Tab. I – Přehled vzorků a režimů tepelného zpracování [5] | |
| Vzorek | TZ |
| 1 | stav po svaření |
| 2 | 460 °C/48 hod. |
| 3 | 740 °C/1 hod. |
| 4 | 530 °C/10 hod. |
| 5 | 530 °C/60 hod. |
| 6 | 530 °C/130 hod. |
| 7 | 530 °C/500 hod. |
| 8 | 530 °C/1 000 hod. |
| 9 | 530 °C/1 500 hod. |
| 10 | 460 °C/ 48 hod. +.530 °C/1 hod. |
| 11 | 460 °C/ 48 hod. +.530 °C/10 hod. |
| 12 | 460 °C/ 48 hod. +.530 °C/60 hod. |
| 13 | 460 °C/ 48 hod. +.530 °C/130 hod. |
| 14 | 460 °C/ 48 hod. +.530 °C/500 hod. |
| 15 | 460 °C/ 48 hod. +.530 °C/1 000 hod. |
| 16 | 460 °C/ 48 hod. +.530 °C/1 500 hod. |
Nízkoteplotní žíhání
Nízkoteplotní žíhání reálných svarových spojů bylo provedeno režimem 460 °C/48 hod. Mikrostruktura pásma přehřátí a svarového kovu reálného svarového spoje trubky ∅ 42,8 × 7,1 mm ve stavu po svaření a po nízkoteplotním žíhání 460 °C/48 hod. je zobrazena na obrázku č. 5. Obrázek dokumentuje, že při této žíhací teplotě nedošlo k výrazné precipitaci vytvrzujících částic. Naměřené hodnoty tvrdosti HV1 jsou uvedeny v tabulkách II a III. Studium mikrostruktury na elektronovém mikroskopu prokázalo, že při nízkoteplotním žíhání nedošlo k precipitaci karbidů, nitridů, nebo karbonitridů legujících prvků. Bylo pozorováno pouze dodatečné vyloučení cementitu M3C obohaceného chromem a manganem. To způsobilo pouze mírné zvýšení tvrdosti v hrubozrnném pásmu TOO (17 HV1) a ve svarovém kovu (27 HV1) v porovnání se stavem po svaření. Z hlediska vývoje mikrostruktury při provozní teplotě kotle je možné očekávat rozpouštění metastabilní fáze M3C a dodatečnou precipitaci částic MX a chromem bohatých karbidů doprovázenou výrazným vytvrzením struktury a poklesem jejich plastických vlastností [5]. Nízkoteplotní žíhání na teplotách pod 500 °C proto nemůže zlepšit strukturní stabilitu svarových spojů oceli T24. Toto žíhání pouze sníží zbytkové napětí po svaření.
Žíhání při provozní teplotě kotle
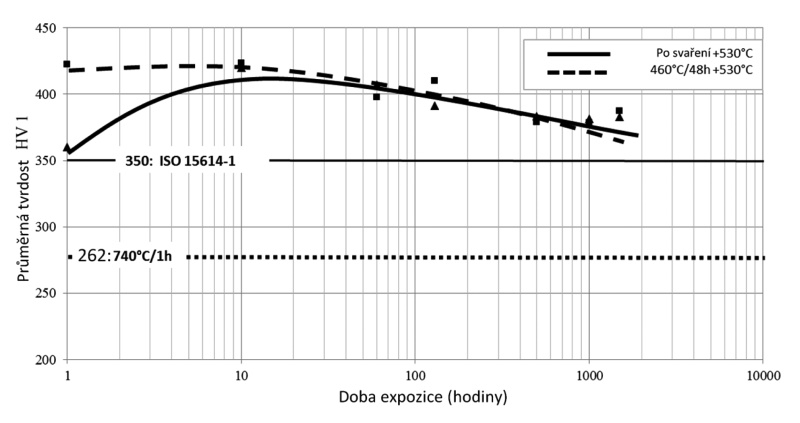
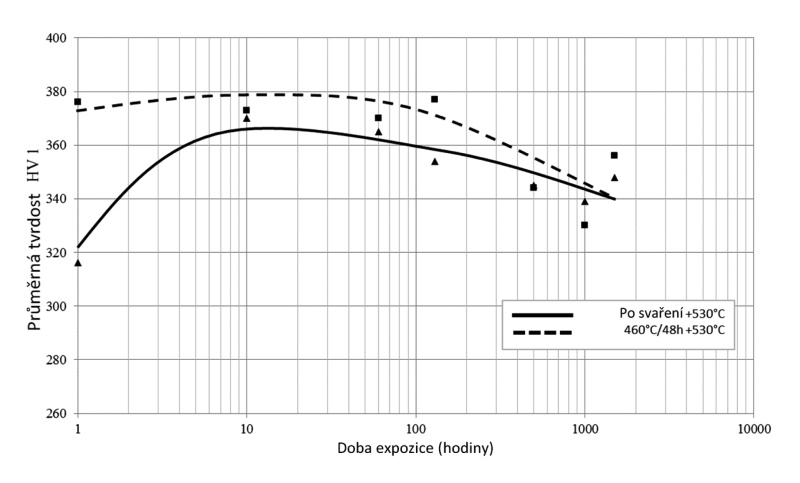
Pro hodnocení strukturní stability nepopuštěných svarových spojů při provozní teplotě kotle byla s ohledem na provozní a výpočtovou teplotu Přehříváku 1 na elektrárně Ledvice zvolena teplota 530 °C. Rozsah zkoušených výdrží na této teplotě je uveden v tabulce I. Mikrostruktura pásma přehřátí a svarového kovu reálného svarového spoje trubky ∅ 42,8 × 7,1 mm po žíhání na provozní teplotě kotle Ledvice 530 °C je dokumentována na obrázku č. 6. Obrázek dokumentuje výraznou precipitaci vytvrzujících částic při této žíhací teplotě, zejména na hranicích zrn. Naměřené hodnoty tvrdostí HV1 v hrubozrnném pásmu TOO a ve svarovém kovu jsou uvedeny v tabulkách II a III. Graficky je naměřené vytvrzení vyhodnocené pomocí hodnot tvrdosti zobrazeno na obr. 7 a 8.
| Tab. II – Tvrdost HVl hrubozrnné oblasti TOO ve studovaných vzorcích v oblasti krycí housenky[5] | ||||
| Vzorek | HV1-1 | HVI-2 | HVI-3 | Ø |
| 1 | 343 | 366 | 354 | 354 |
| 2 | 360 | 378 | 374 | 371 |
| 3 | 264 | 268 | 270 | 262 |
| 4 | 414 | 417 | 429 | 420 |
| 5 | 408 | 403 | 408 | 406 |
| 6 | 393 | 392 | 380 | 388 |
| 7 | 381 | 388 | 375 | 381 |
| 8 | 389 | 378 | 383 | 383 |
| 9 | 390 | 390 | 384 | 388 |
| 10 | 416 | 434 | 420 | 423 |
| 11 | 426 | 436 | 428 | 430 |
| 12 | 390 | 390 | 412 | 397 |
| 13 | 422 | 415 | 416 | 418 |
| 14 | 384 | 379 | 378 | 380 |
| 15 | 372 | 393 | 392 | 386 |
| 16 | 401 | 395 | 389 | 395 |
Studium mikrostruktury na elektronovém mikroskopu prokázalo, že při žíhání na teplotě 530 °C došlo k precipitaci fází M3C a M2X bohatých na molybden a chrom, které se v mikrostruktuře oceli T24 zpracované na jakost nevyskytují. Dále se vyloučila fáze MX na bázi Ti (TOO) a Ti, Nb (Svarový kov) a malé množství karbidů M23C6 a M7C3. Hrubnutí těchto karbidů a nitridů je vzhledem k malé rychlosti difuze legujících prvků při teplotě 530 °C velmi pomalé. Z hlediska dlouhodobého provozu kotle lze předpokládat rozpouštění metastabilních fází M3C a M2X doprovázené precipitací fází MX a chromem bohatých karbidů. Po žíhání na teplotě 530 °C není tedy svarový spoj strukturně stabilní. Z hlediska creepu je fáze M2X z důvodu nižší termodynamické a rozměrové stability méně výhodná než fáze MX [5].
| Tab. III – Střední hodnoty tvrdosti HV1 ve svarovém kovu [5] | ||
| Vzorek | TZ | HV1 ± STD* |
| 1 | stav po svaření | 302 ± 15 |
| 2 | 460 °C/48 hod. | 329 ± 8 |
| 3 | 740 °C/1 hod. | 241 ± 23 |
| 4 | 530 °C/10 hod. | 370 ± 15 |
| 5 | 530 °C/60 hod. | 365 ± 10 |
| 6 | 530 °C/130 hod. | 354 ± 9 |
| 7 | 530 °C/500 hod. | 345 ± 10 |
| 8 | 530 °C/1 000 hod. | 339 ± 7 |
| 9 | 530 °C/1 500 hod. | 348 ± 10 |
| 10 | vz. 2 +.530 °C/1 hod. | 376 ± 16 |
| 11 | vz. 2 +.530 °C/10 hod. | 373 ± 12 |
| 12 | vz. 2 +.530 °C/60 hod. | 370 ± 8 |
| 13 | vz. 2 +.530 °C/130 hod. | 377 ± 13 |
| 14 | vz. 2 +.530 °C/500 hod. | 344 ± 9 |
| 15 | vz. 2 +.530 °C/1 000 hod. | 337 ± 11 |
| 16 | vz. 2 +.530 °C/1 500 hod. | 356 ± 9 |
|
* Uvedené hodnoty představují aritmetický průměr z 9 naměřených hodnot tvrdosti po výšce svarového kovu, rozptyl výsledků může být částečně ovlivněn skutečností, že některá měření tvrdosti odpovídají oblastem přežíhaným při kladení následujících housenek. |
||
Při této žíhací teplotě došlo k maximálnímu vytvrzení v hrubozrnném pásmu TOO a ve svarovém kovu za 10 hodin, obr. 7 a 8. Nepopuštěné svarové spoje oceli T24 při provozní teplotě kotle výrazně vytvrzují. Vysoké hodnoty tvrdosti se udržují až do 1 500 hodin expozice. Vytvrzení je doprovázeno poklesem plastických vlastností. Literatura [2] uvádí při expozici > 500 °C ve svarovém kovu hodnotu KV 9 J. Na reálném svarovém spoji trubky ∅ 42,8 × 7,1 mm nebylo možné odzkoušet hodnoty KV v hrubozrnném pásmu TOO. Proto byla použita modelovací technika popsaná v pracech [3,4]. Po namodelování teplotního cyklu odpovídajícímu hrubozrnnému pásmu TOO byly s uvážením vyšší teploty expozice 575 °C naměřeny odpovídající hodnoty tvrdosti HV10 při maximálním vytvrzení po 10 hodinách expozice, obr. 9. Expoziční teplota 575 °C byla zvolena s ohledem na maximální předpokládanou teplotu použití oceli T 24. Rovněž naměřené hodnoty tvrdosti HV10 ve svarovém kovu (obr. 10) odpovídají, s uvážením vyšší vytvrzovací teploty, hodnotám naměřeným ve svarovém kovu při exposiční teplotě 530 °C. Naměřené hodnoty KV odpovídající hodnoceným stavům jsou uvedeny na obr. 11. V hrubozrnném pásmu TOO byla v nepopuštěném stavu naměřena hodnota KV 18 J a při maximu vytvrzení po 10 hodinách expozice pouze 4 J. Vyhovujících hodnot KV bylo dosaženo po popuštění režimem 740 °C/1 hod., obr. 11. Nízké hodnoty KV způsobené vytvrzením jsou jednou z příčin porušení svarových spojů oceli T24 při výstavbě a v počáteční fázi provozu kotlů.
Nízkoteplotní žíhání a následná expozice při provozní teplotě kotle
Strukturní stabilita svarových spojů po nízkoteplotním žíhání a následné expozici při provozní teplotě kotle 530 °C byla hodnocena v rozsahu 1 až 1 500 hodin expozice. Mikrostruktura pásma přehřátí a svarového kovu reálného svarového spoje trubky ∅ 42,8 × 7,1 mm po 60 hod. žíhání je zobrazena na obr. 12. V porovnání s obrázkem č. 6 nepozorujeme výrazné změny v precipitaci vytvrzujících částic. Naměřené hodnoty HV1 jsou uvedeny v tabulkách II a III. Graficky jsou dokumentovány na obr. 7 a 8.
Po expozici režimem 460 °C/48 hod./530 °C/1 – 1 500 hod. došlo ke stejným změnám v mikrostruktuře jako při žíhání nepopuštěných svarových spojů při teplotě 530 °C.
Při posuzované expozici došlo v hrubozrnném pásmu TOO k výraznému vytvrzení již po jedné hodině expozice. Důvodem je částečné vytvrzení mikrostruktury již při nízkoteplotním žíhání. I při této expozici je možné předpokládat velmi nízké hodnoty KV při maximu vytvrzení v hrubozrnném pásmu TOO a ve svarovém kovu. Tedy i při této expozici budou nízké hodnoty KV způsobené vytvrzením jednou z příčin porušování svarových spojů oceli T24 při výstavbě a v počáteční fázi provozu kotle. Ani tento režim žíhání nenahrazuje popuštění svarových spojů na teplotu 740 ± 10 °C.
Naměřené hodnoty tvrdosti HV1 ve svarovém kovu prokázaly, že i svarový kov při obou posuzovaných teplotních expozicích vytvrzuje. Naměřené hodnoty jsou však nižší než v hrubozrnném pásmu TOO. To potvrzují i výsledky uvedené v práci [4], obr. 8. Je to dáno tím, že při svařování vícevrstvého svaru se části svarových housenek popustí na vyšší teplotu než 530 °C již v průběhu svařování. Při expozici pouze při teplotě 530 °C došlo k maximálnímu vytvrzení po deseti hodinách expozice a při expozici 460 °C/48 hod./530 °C již po jedné hodině expozice. Příčina je stejná jako v případě hrubozrnného pásma TOO. Vysoké hodnoty tvrdosti se ve svarovém kovu udržují až do 1 500 hodin expozice. Vytvrzení svarového kovu je způsobeno stejnými změnami mikrostruktury jako v hrubozrnném pásmu TOO.
MECHANICKÉ VLASTNOSTI MODELOVANÝCH PÁSEM TOO OCELI T24
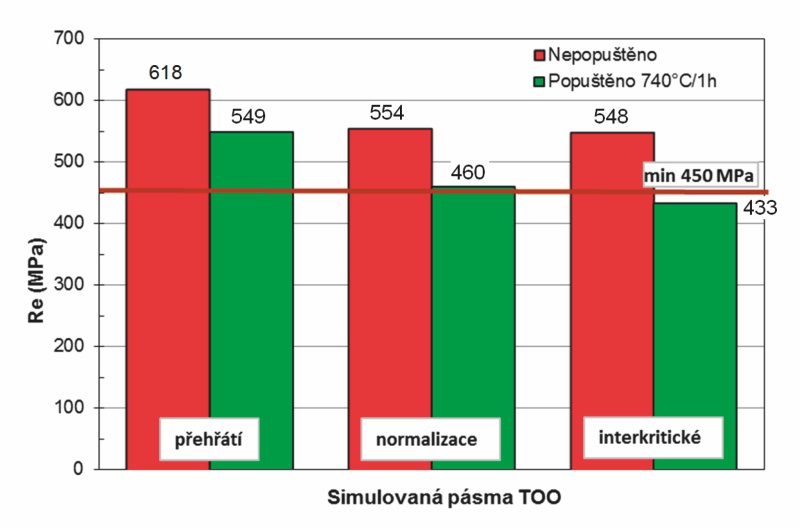
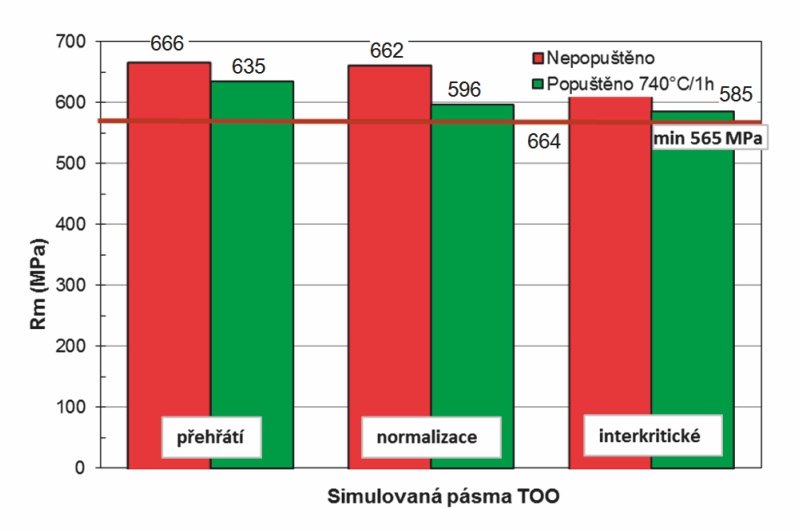
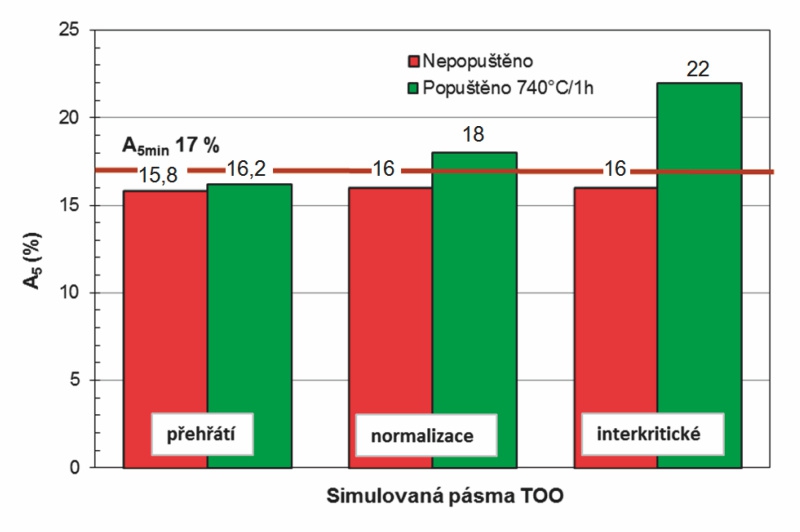
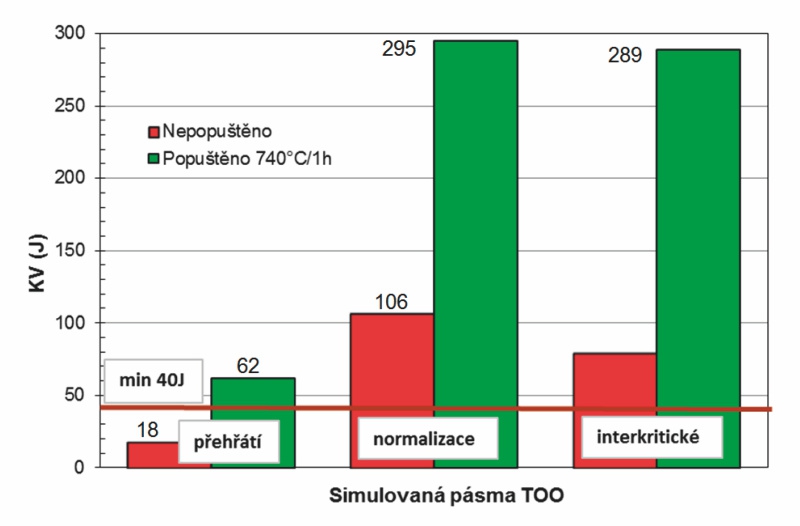
Pro studium vlastností modelovaných pásem TOO svarových spojů trubky ∅ 42,8 × 7,1 mm z oceli T24 byla použita modelovací technika popsaná v pracech [3,4]. Naměřené hodnoty Re, Rm, A5 a KV jsou uvedeny na obr. 13 – 16.
Z obrázků je zřejmé, že v nepopuštěném stavu nejsou kritické hodnoty Re a Rm, ale KV v pásmu přehřátí TOO a A5 ve všech pásmech TOO.
Po popuštění 740 °C/hod. jsou ve všech pásmech TOO vyhovující hodnoty Rm, KV a Re v pásmech přehřátí a normalizace. V interkritickém pásmu je hodnota Re nižší než minimálně požadovaná. Hodnoty A5 jsou vyhovující v pásmech normalizace a částečné překrystalizace. V pásmu přehřátí je hodnota A5 o cca 1 % nižší než minimální hodnota požadovaná pro základní materiál [6].
ZÁVĚR
V nepopuštěném stavu limitují vlastnosti svarových spojů oceli T24 nízké hodnoty KV a A5. Po popuštění 740 °C/1 hod. limitují vlastností svarových spojů hodnoty A5 v pásmu přehřátí TOO a hodnoty Re v interkritickém pásmu. Nepopuštěné svarové spoje oceli T24, svarové spoje po nízkoteplotním žíhání na teplotách 450 – 470 °C/48 – 72 hod. a svarové spoje po expozici 460 °C/ 48 hod./530 °C nejsou strukturně stabilní. Při nízkoteplotním žíhání dochází v hrubozrnné oblasti TOO a ve svarovém kovu k precipitaci fáze M3C obohacené o chrom a mangan doprovázené zvýšením tvrdosti. Při pracovní teplotě kotle 530 °C precipitují v těchto oblastech z tuhého roztoku fáze M3C, M2X bohaté na molybden a chrom, které se v oceli T24 zpracované na jakost nevyskytují, fáze MX na bázi Ti (TOO) a Ti + Nb (svarový kov) a malá množství karbidů M23C6 a M7C3. Vzhledem k omezené mobilitě atomů legujících prvků při teplotě 530 °C je jejich hrubnutí velmi pomalé. Při prodlužovaní doby výdrže na teplotě 530 °C lze předpokládat postupné rozpouštění metastabilních částic M3C a M2X a dodatečnou precipitaci fáze MX a chromem bohatých karbidů. Požadované strukturní stability mohou svarové spoje oceli T24 dosáhnout pouze po doporučeném tepelném zpracování po svaření na teplotu 740 ± 10 °C.
Při pracovní teplotě kotle 530 °C nepopuštěné svarové spoje vytvrzují. V hrubozrnné oblasti TOO dojde k maximálnímu vytvrzení po 10 hodinách expozice. Vysoké hodnoty tvrdosti se udržují až do 1 500 hodin expozice. K maximálnímu vytvrzení hrubozrnného pásma TOO po expozici 460 °C/48 hod./530 °C dochází již po jedné hodině expozice. I v tomto případě se vysoké hodnoty tvrdosti udržují až do 1 500 hodin expozice. Ke stejným změnám, ale s nižšími hodnotami tvrdosti po vytvrzení dochází i ve svarovém kovu.
Vytvrzení je doprovázeno výrazným snížením hodnot KV. Hodnoty KV v hrubozrnném pásmu TOO při maximálním vytvrzení po 10 hodinách expozice a ve svarovém kovu dosahují hodnot pod 10 J. Požadovaných hodnot KV nad 40 J [6] je možné dosáhnout pouze popuštěním svarových spojů na doporučenou teplotu 740 ± 10 °C.
Vytvrzení nepopuštěných svarových spojů při pracovní teplotě kotle je spolu dalšími faktory:
- Svařování bez předehřevu, nebo s nízkou teplotou předehřevu.
- Nedodržování teploty interpass.
- Nekvalitním provedením svarových spojů.
- Superpozicí zbytkových napětí ve svarových spojích s vnějším zatížením.
Jednou z příčin masivního porušování svarových spojů v první fázi provozu kotlů.
Vysoké hodnoty tvrdosti nepopuštěných svarových spojů oceli T24 nad 350 HV rovněž zvyšují nebezpečí uplatnění dalšího mechanizmu poškozování svarových spojů oceli T24 a to korozního praskání pod napětím, které může být umocněno přítomností vodíku [7].
LITERATURA:
[1] Purmenský J., Foldyna V., Matocha K. Perspektivní žárupevné oceli, jejich vlastnosti a praktické využití. In Metal 2006 Hradec nad Moravicí, Květen 2006, s. 14.
[2] Firemní materiál firmy Böhler Welding Group, 7CrMoVTiB10‑10 (T/P 24)
[3] Sztefek R., Svařitelnost a vlastnosti svarových spojů oceli T24 (7CrMoVTiB10‑10, 1.7378), Dizertační práce VŠB‑TU Ostrava, 2014, s. 99, 115
[4] Sondel M., Koukal J., Schwarz D., Mictrostructure and Secondary Hardening in the P24 Steel Weld Joint, IIW International Conference, 2014 Seoul, Korea
[5] Vodárek V., Brychtová N., Holešinský J., Metalografické studium homogenního svarového spoje T24, Technická zpráva, VŠB‑TU Ostrava, FMMI, Katedra materialového inženýrství
[6] ČSN EN 10216‑2 + A2
[7] Bystrianský J., Účinek prostředí při poškození oceli 7CrMoVTiB10‑10, Kotle a energetická zařízení 2015, 16. 3. – 18. 3. 2015, Brno
Microstructure, Structural Stability and Characteristics of T24 Steel Welded Joints
Efficiency of thermal power plants depends on the temperature of overheated vapour and its pressure. The growth of efficiency from about 35 % to 42 – 45 % requires increase of vapour temperature to over 600°C and pressure to over 26 MPa. Regarding these parameters, in project designers’ opinion, it is not favourable to use the typical low‑alloyed heat resistant steel of the types 16Mo3, 13CrMo4‑5 or 10CrMo9‑10 to construct membrane walls. The modified low‑alloyed heat resistant steel of the T23 and T24 type (7CrMoVTiB10‑10) has been developed for these structures. The reduction of carbon under 0.1 % was supposed to allow welding of boiler tubes having small wall thickness without pre‑heating and post weld heat treatment (PWHT). The high values of RmT with T24 steel are achieved by its alloying with Ti, N and B, Fig. 1. The original idea that it is possible to weld steel with low thickness without pre‑heating was quickly refuted by practice.
![Obr. 1 – Teplotní závislost mezí kluzu a mezí pevností při tečení pro vybranéžárupevné oceli [1]](/PublicFiles/UserFiles/image/K/2015/k515/800x800_csu01.jpg)
![Obr. 2 – Teplotní cyklus v průběhu svařování a TZ materiálu T/P24 [2]](/PublicFiles/UserFiles/image/K/2015/k515/800x800_csu02.jpg)
![Obr. 3 – Uhlíková replika oblastí TOO po svaření a po tepelném zpracování [4]](/PublicFiles/UserFiles/image/K/2015/k515/800x800_csu03.jpg)
![Obr. 4 – Vliv teploty interpass na precipitaci vytvrzujících částic [2]](/PublicFiles/UserFiles/image/K/2015/k515/800x800_csu04.jpg)
![Obr. 5 – Mikrostruktura pásma přehřátí a svarového kovu ve výchozím stavu a po žíhání 460 °C/48 hod. [5]](/PublicFiles/UserFiles/image/K/2015/k515/800x800_csu05.jpg)
![Obr. 6 – Mikrostruktura pásma přehřátí a svarového kovu ve výchozím stavu a po žíhání 530 °C/10 hod. [5]](/PublicFiles/UserFiles/image/K/2015/k515/800x800_csu06.jpg)
![Obr. 9 – Průběh změn tvrdosti HV 10 u (ne)popuštěného pásma přehřátí svarového spoje oceli T24 během teplotní expozice na teplotě 575 °C [3]](/PublicFiles/UserFiles/image/K/2015/k515/800x800_csu09.jpg)
![Obr. 10 – Průběh změn tvrdosti HV 10 u (ne)popuštěného svarového kovu svarového spoje oceli T24 během teplotní expozice na teplotě 575 °C [4]](/PublicFiles/UserFiles/image/K/2015/k515/800x800_csu10.jpg)
![Obr. 11 – Grafické porovnání hodnot nárazové práce pro různé stavy tepelného zpracování namodelovaného pásma přehřátí TOO svarového spoje oceli T24 [3]](/PublicFiles/UserFiles/image/K/2015/k515/800x800_csu11.jpg)
![Obr. 12 – Mikrostruktura pásma přehřátí a svarového kovu ve výchozím stavu a po žíhání 460 °C/48 hod./530 °C/60 hod. [5]](/PublicFiles/UserFiles/image/K/2015/k515/800x800_csu12.jpg)
NEJčtenější souvisejicí články (v posledních 30-ti dnech)
Pro stavební svařované staticky, dynamicky a únavově namáhané konstrukce, pracující za teplot v podcreepové oblasti jsou...
Nejprve to hlavní – co si představit pod pojmem slabý plech. Je to tenký plech válcovaný za studena plech tloušťky 0,6 –...
Pájení je několik tisíciletí stará metoda spojování materiálů, od počátku 20. století využívaná průmyslově. Výhodou je m...
NEJlépe hodnocené související články
První jeřábový hák na světě vyrobený technikou 3D tisku úspěšně prošel zátěžovými testy na 80 tun a souvisejícími kontro...
uvedl v rozhovoru pro časopis KONSTRUKCE Ing. Lumír Al-Dabagh, generální ředitel ZVU STROJÍRNY, a. s....
NEJdiskutovanější související články
Svařování obalenou elektrodou rozhodně nepatří mezi zastaralé metody. Použití kvalitní obalené elektrody umožňuje vytvoř...
Při návrhu svařované mostní konstrukce pro městkou komunikaci v Praze Troji byla posuzována možnost použít místo klasick...
Hliník se nesvařuje s takovou samozřejmostí jako jiné kovy. Jeho velká afinita ke kyslíku, rychlá tvorba kysličníku hlin...



ISSN 1803-8433 | © Copyright 2002 - 2026 KONSTRUKCE Media, s.r.o.
Jakékoliv užití obsahu včetně převzetí, šíření či dalšího zpřístupňování článků a fotografií je bez souhlasu nakladatelství zakázáno.
KONSTRUKCE Media, s.r.o., se sídlem Starobělská 1133/5, 700 30 Ostrava, zapsaná v obchodním rejstříku vedeným u Krajského soudu v Ostravě, oddíl C, vložka 22003, Identifikační sídlo: 25851276 | Tel.: 597 317 578 | Fax: 597 579 166


