








Korozivzdorné oceli ve výrobě kyseliny fosforečné
Rubrika: Povrchová ochrana
Podnik Fosfa a. s. v Břeclavi – Poštorné vyrábí kyselinu fosforečnou termickou (dále jen „KFT“) spalováním bílého fosforu importovaného po železnici z Kazachstánu. Ztekucený fosfor (taje při 44 °C, manipulace probíhá 60 – 80 °C) je přiváděn do trysky kde samovolně hoří se vzduchem přiváděným z kompresorů. Vznikající oxid fosforečný je hydratován a současně jímán do mírně zředěné kyseliny fosforečné. Reakce je silně exotermická. Oxid, který nestihne hydratovat již ve spalovací věži je hydratován na dvou vrstvách Raschigových kroužků v sousední hydratační věži. Vyrobená kyselina je jímána v předloze, odkud je dvěma vertikálními čerpadly (celkem 580 m3/hod) vháněna do horkého kolektoru a z něj do deskových výměníků. Zde je kyselina ochlazena z 78 °C na 44 °C. Ze studeného kolektoru je malá část (10 m3/hod) odváděna na dearsenizace a po ní do čisté bečky (kontrola kvality finálního produktu) a expedičních zásobníků. Zbytek kyseliny se vrací na spalovací věž, je mírně zředěn studniční vodou a následně absorbuje další oxid ve spalovací věži.

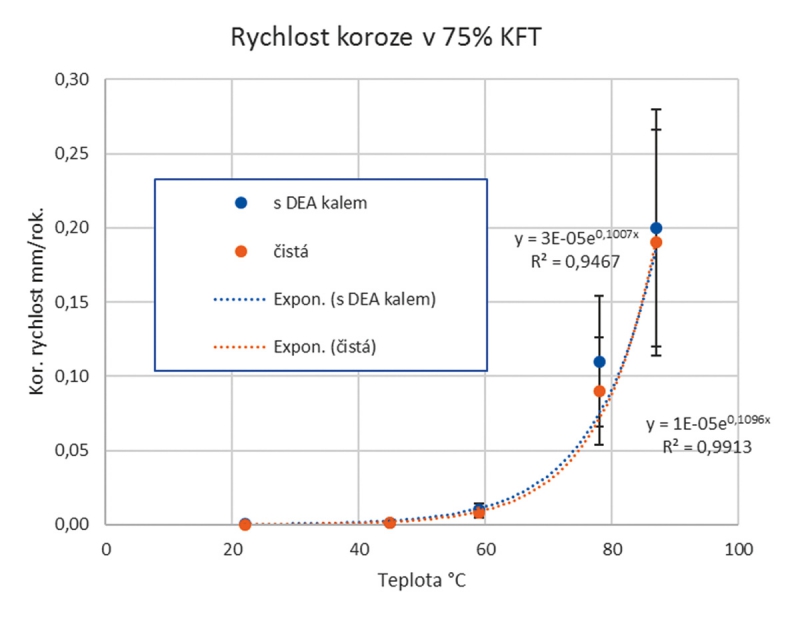
Z hlediska materiálu se na celé výrobně velmi dobře osvědčuje austenitická chrom-nikl-molybdenová ocel typu AISI 316, v naprosté většině stabilizovaná titanem (316Ti) nebo sníženým obsahem uhlíku (316L). Je třeba zdůraznit, že uvedená teplota 78 °C je pro řízení procesu zásadní a její překročení je blokační. Příčinou je empirický stanovené pravidlo, že nad touto teplotou začíná rapidní koroze celého systému (obr. 1). To, kolik je možno spálit fosforu (a tedy vyrobit kyseliny) je tedy dáno schopností chladicího systému udržet tuto teplotu. To je problematické zejména v horkých letních měsících a při zanášení výměníků. V případě korozního kolapsu je problém obvykle nalezen ve svárech.
Z pohledu korozního inženýrství je možno poukázat na několik specifických míst v této technologii.
Nejprve zmiňme proces dearsenizace. Arsen je obsažen v surovině (fosforu) a v surové kyselině dosahuje jeho obsah (v podobě kyseliny arseničné) 170 ppm. Vysrážením pomocí roztoku sulfidu sodného, flotací vzniklého sulfidu arsenitého (sráží se i sulfidy dalších kovů) jeho dekantací a filtrací získáme finální produkt o obsahu cca 0,1 ppm a koncentraci kyseliny 75 % nebo 85 % (dle výrobní kampaně). V tomto prostředí je materiál napadán nejen koncentrovanou kyselinou o teplotě 50 – 70 °C, ale také sulfanem a sulfidy, které podobně jako chloridy dokáží narušovat pasivační vrstvu a dochází k pittingu. Pro představu, vodič elektrody ve flotátoru, což je plech o tloušťce 3 mm z AISI 316, je obvykle měněn po dvou letech, s výraznou bodovou korozí avšak fakticky vždy ještě kompaktní. Při náhodné záměně, kdy byla údržbou užita ocel AISI 304, byl tento plech po týdnu provozu ztenčen na tloušťku papíru, na většin míst rozpuštěn zcela.
Dalším význačným bodem je předloha k jímání surové kyseliny. Zde je kyselina nejen horká, koncentrovaná, ale také znečištěná nespálenými zbytky a nečistotami ze suroviny a také se sem vrací rework – kyselina odloučená při filtraci na dearsenizaci. Ta obsahuje jak rozpuštěné sulfidy a sulfan (na rozdíl od produkt – ten je odvětráván v kolonách), tak drobné tuhé částice dearsenizačního kalu (v podstatě sulfid arsenitý). V předloze surové kyseliny je tedy v prostoru mezi hladinou a víkem teplota cca 78 °C, aerosol koncentrované kyselin, vzduch a sulfan vzniklý hydrolýzou sulfidu přivedených reworkem. Jedná se o jedno z korozně nejnáročnějších prostředí v podniku vůbec. Ocel 316 (obr. 2) je napadána (sice rovnoměrně, ale poměrně rychle), odolnost oceli 904L je sice cca dvojnásobná, avšak rovněž nedostačující. V podstatě se na části čerpadla mezi hladinou a víkem osvědčuje jen ocel, použitá sovětským výrobcem při první instalaci v roce 1974 (stěny jsou z kyselinovzdorné vyzdívky). Ocel byla odlita patrně ad hoc, neodpovídá současným normám. Poněkud se jí blíží niklová slitina typu Inconel 825, z níž bylo vyrobeno v roce 2018 nové oběžné kolo. Z obr. 1 vyplývá zajímavý, ovšem očekávatelný fakt, že bez provzdušnění (tedy v ponoru) se přítomnost sulfidů prakticky neprojevuje.
Další specifickou záležitostí jsou desky výměníků. Ty jsou standardně vyžadovány ze superaustenitu 254 SMO. I u této oceli je však po cca 20 letech provozu pozorováno místy prokorodování bodovou korozí (jde o surovou horkou kyselinu!), což se rychle projeví průsakem KFT do chladicí vody.
Poslední náročný bod je přepad zředěné kyseliny ve spalovací věži. U tohoto přepadu je třeba ochranného límce, který brání přímému kontaktu přepadající kyseliny a plamene – ochlazením dojde k nedokonalému spalování, které se projeví růstem podílu kyseliny fosforité v produktu (nežádoucí). Tento límec je tedy z jedné strany vystaven kyselině (a je jí chlazen), druhou stranou potom k plamenu. V jeho pozici při nedostatečném chlazení (např. slabý proud kyseliny) dosahuje teplota 800 °C. Vzhledem k obsahu sulfidu v atmosféře dochází ke známé reakci síry s niklem a katastrofické korozi límce. Byly vyzkoušeny různé povlaky a materiály (odolal jen tantal, ale ten je velmi drahý), jako perspektivní se ukazuje ocel AISI 444, která má 20 % Cr a 2 % Mo, což ji hodně přibližuje odolností oceli AISI 316, neobsahuje však nikl, který by reagoval se sulfidy.
Z běžné praxe je však přeci jen nejčastější porušení oceli AISI 316 podél svarových spojů. Z tohoto důvodu je třeba nejen naprosté technologické kázně svářečů, náležitého čištění a repasivace svarů, ale též důsledná kontrola kvality materiálu. V praxi to znamená dodržení obsahu uhlíku do 0,030 % v oceli AISI 316L, tedy 1.4407. Z tohoto důvodu je pro nás nepřijatelné značení 1.4401/1.4407, neboť limit uhlíku v oceli 1.4401 činí 0,08 %, což je hodnota, při níž je již rychlost vylučování karbidů chromu podél hranic zrn (= ztráta korozní odolnosti) při svařovacích teplotách v řádu sekund a ž desítek sekund (viz Rolassonův diagram, obr. 3). Bohužel není výjimkou, kdy je u takové oceli nalezen obsah např. 0,06 %, což je z hlediska vylučování karbidů hraniční, z hlediska dodržení normy naprosto nepřípustné. Uvedené značení sice vyhovuje strojařům a konstruktérům, neboť je informuje, že po stránce mechanických vlastností materiál vyhovuje oběma specifikacím, z hlediska koroze však tuto nejednoznačnost nelze tolerovat.


NEJčtenější souvisejicí články (v posledních 30-ti dnech)
Na základě poptávky našich zákazníků na maskování částí ocelových konstrukcí před žárovým pozinkováním jsme se začali za...
Ocel je moderní stavební materiál, který má široké možnosti uplatnění ve všech typech staveb. Z hlediska požární odolnos...
NEJlépe hodnocené související články
Objednatele žárového pozinkování mnohdy znepokojuje různorodý vzhled povlaku. U zakázek provedených z rozmanitého materi...
K tomuto článku bola zvolená téma osvetľujúca skúsenosti a prax investorov z radov energetiky, využívajúcich služieb sie...
Korozivzdorné oceli patří mezi konstrukční materiály s vysokou korozní odolností v závislosti na způsobu jejich legování...
NEJdiskutovanější související články
Na základě poptávky našich zákazníků na maskování částí ocelových konstrukcí před žárovým pozinkováním jsme se začali za...
Přelom června a července letošního roku bude ve znamení Mistrovství světa ve fotbale 2010. Tuto sportovní událost poprvé...



ISSN 1803-8433 | © Copyright 2002 - 2026 KONSTRUKCE Media, s.r.o.
Jakékoliv užití obsahu včetně převzetí, šíření či dalšího zpřístupňování článků a fotografií je bez souhlasu nakladatelství zakázáno.
KONSTRUKCE Media, s.r.o., se sídlem Starobělská 1133/5, 700 30 Ostrava, zapsaná v obchodním rejstříku vedeným u Krajského soudu v Ostravě, oddíl C, vložka 22003, Identifikační sídlo: 25851276 | Tel.: 597 317 578 | Fax: 597 579 166


