







 Svařování a dělení Hodnotenie opotrebenia renovačných vrstiev na báze tvrdonávarov
Svařování a dělení Hodnotenie opotrebenia renovačných vrstiev na báze tvrdonávarovHodnotenie opotrebenia renovačných vrstiev na báze tvrdonávarov
Rubrika: Svařování a dělení
Ekonomické dôvody maximálneho využívania materiálov v oblasti strojárskej výroby sú neustále aktuálnymi témami vedeckého výskumu. Z dôvodu nedostatku surovín na svetových trhoch a ich stále ťažšieho a nákladnejšieho získavania je snaha zvyšovať životnosť strojárskych výrobkov a tým dosiahnuť úsporu materiálov, surovín a energie. Rozvoj strojárstva je spájaný predovšetkým s rozvojom materiálno-technickej základne, s jej technologickou a technickou modernizačnou adaptáciou a s reálnym rastom produktivity práce.
Najčastejšími príčinami porúch strojných súčastí a konštrukcií sú tribologické procesy, ktoré prebiehajú na funkčných povrchoch. Pre správnu funkciu strojných súčastí a konštrukčných uzlov majú preto veľký význam tribologické charakteristiky použitých materiálov. Vzájomné pôsobenie funkčných povrchov pri ich relatívnom pohybe má za následok nežiadúce zmeny povrchových vrstiev vedúce k ich opotrebeniu. V oblasti prevencie materiálových strát je najdôležitejšia úloha pripisovaná technológiám aktívnej povrchovej ochrany materiálu v trecích uzloch. Renovácia je spôsobom finančne výhodnej údržby strojového parku a prevádzkových zariadení. V oblasti renovácie sa využíva celý rad rôznych technológií, ktoré umožňujú obnovu strojových častí, prípadne predĺžia ich životnosti.
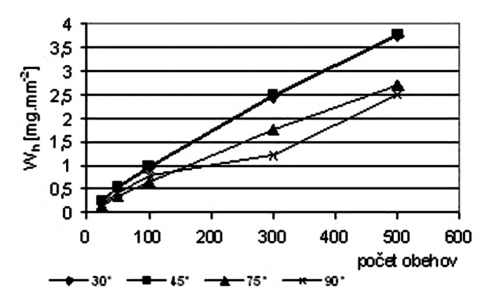
Obr. 1 – Priebeh opotrebenia referenčného materiálu
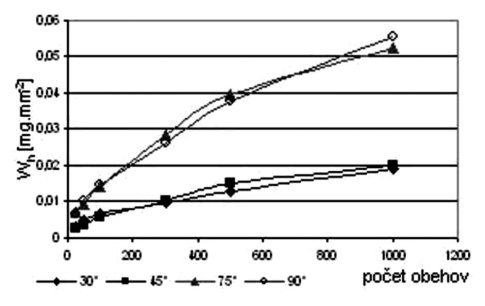
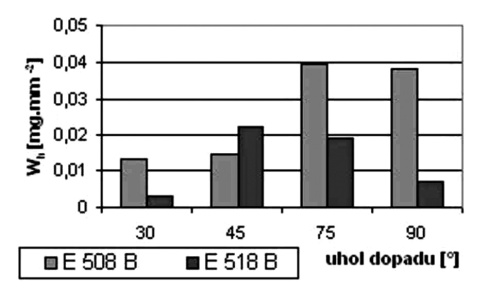
Obr. 2 – Priebeh opotrebenia návarov E 508 B
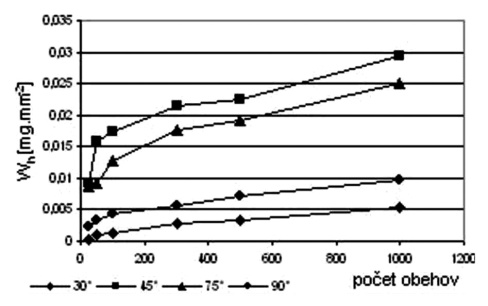
Obr. 3 – Priebeh opotrebenia návarov E 518 B
Technológia navárania umožňuje nielen obnovu geometrie opotrebovaných povrchov, ale udeľuje im nové, často krát lepšie vlastností, ako mal pôvodný materiál [1, 2, 3, 4]. Jedným z rozhodujúcich činiteľov pre intenzitu opotrebenia pri erozívnom opotrebení návarov je ich tvrdosť. Tvrdosť návarov je funkciou chemického zloženia návaru a jeho tepelného režimu pri naváraní a po ňom. Tieto faktory priamo ovplyvňujú štruktúru návarov.

Príspevok sa zaoberá problematikou hodnotenia tribologických vlastností dvoch typov trojvrstvových tvrdonávarov na rôznej štruktúrnej báze. Ako referenčný materiál boli použité vzorky z materiálu S235JRG2 EN 10 025-94. Bola hodnotená tvrdosť a mikrotvrdosť návarov pred a po erozívnom opotrebení a metalografická analýza návarov. Erozívne opotrebenie, ktoré sa vyskytuje pri preprave tuhých častíc v potrubných systémoch, v násypníkoch apod., bolo hodnotené na základe simulácie deja. Cieľom výskumu bolo stanoviť vplyv uhlu dopadu častíc a štruktúrnej stavby návarov na ich oteruvzdornosť.
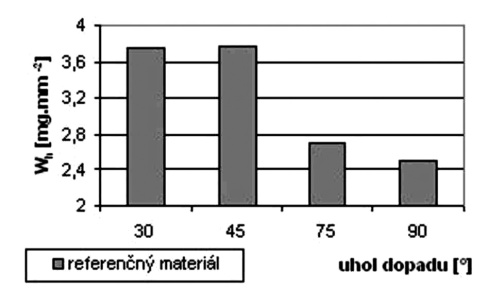
Obr. 4 – Veľkosť opotrebenia referenčného materiálu po 500 obehoch
Obr. 5 – Veľkosť opotrebenia skúmaných návarov po 500 obehoch
EXPERIMENTÁLNE PODMIENKY
Ako základný materiál bola použitá oceľ S235JRG1 o rozmeroch 35 × 20 × 8 mm. Jedná sa o konštrukčnú uhlíkovú oceľ obvyklých vlastností s 0,17 % C a zaručenou zvariteľnosťou. Návary boli realizované metódou 111 (ručné oblúkové naváranie obalenou elektródou), metóda je vhodná predovšetkým pre renováciu menších opotrebovaných plôch. Pre tvorbu návarov boli použité tvrdonávarové elektródy E 508 B a E 518 B z produkcie VUZ-PI Bratislava, ktorých chemické zloženie spĺňa podmienky pre heterogenitu štruktúrnej stavby návarov. Chemické zloženie návarových elektród je uvedené v tab. č. 1. Aby sa eliminoval vplyv premiešania základného a prídavného materiálu, boli návary realizované ako trojvrstvové. Povrch návarov bol brúsený na rovinnej brúske. Skúšky oteruvzdornosti boli realizované na laboratórnom mechanickom tryskacomzariadení KP-1. Princíp skúšky spočíva vo vrhaní abraziva (tryskacieho prostriedku) veľkou rýchlosťou na povrch vzoriek. Na výstupe z lopatiek abrazivo získavá vysokú kinetickú energiu, ktorou je vrhané na povrch skúmanych vzoriek, umiestnených po obvode tryskacej komory.
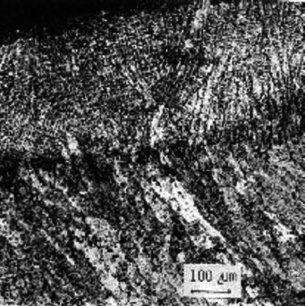
Obr. 6 – Detail štruktúry návaru E 508 B

Obr. 7 – Detail štruktúry návaru E 518 B
Skúšobné podmienky:
-
abrazivo (oceľová drvina) GB 8 – STN 42 9823, dzD = 0,71 mm, tvrdosť 600–700 HV;
-
otáčky metacieho kolesa n = 7 000 ot.min–1;
-
rýchlosť tryskacieho prostriedku vTP = 70,98 m.s–1;
-
uhly dopadu abraziva α = 30, 45, 75, 90 [°];
-
vyhodnocovanie hmotnostných úbytkov bolo realizované po 25, 50, 100, 300, 500 a 1.000 obehoch.
Intenzita opotrebenia bola stanovená priamou metódou na základe hmotnostných úbytkov v jednotlivých fázach skúšky s presnosťou merania 10–4 g. Priebeh tvrdosti v priečnom priereze návarov bol realizovaný metódou merania podľa Vickersa na tvrdomeri HPO 250 pri zaťažení 30 N. Pre stanovenie tvrdosti jednotlivých štruktúrnych fáz bola meraná mikrotvrdosť HV 0,05 na základe normy ISO 4516. Mikrotvrdosť vrstvy ovplyvnenej tryskaním bola meraná na prístroji Shimadzu – DUH 202. Metalografické štúdium a fotodokumentácia bola vykonaná na svetelnom mikroskope Zeiss Neophot II a na elektrónovom rastrovacom mikroskope Tesla BS-301 [5, 6].
DOSIAHNUTÉ VÝSLEDKY
Na základe merania tvrdosti návarov E 508 B bolo zistené, že došlo k premiešaniu návarového a základného kovu. Tvrdosť v prvej vrstve návaru v oblasti natavenia prudko stúpla a dosiahla maximálnu hodnotu 550 HV. Priemerná hodnota tvrdosti v druhej vrstve bola 615 HV, v tretej vrstve návaru dosahovala 648 HV. Potvrdili sa tu teoretické a praktické predpoklady, že vplyv premiešania základného materiálu a návarového kovu sa stráca až v tretej vrstve. Obdobný priebeh tvrdosti vykazovali aj návary E 518 B s tým rozdielom, že už v prvej vrstve sa dosiahli výrobcom udávané hodnoty tvrdosti, tj. 660 HV. Namerané hodnoty tvrdosti sa v jednotlivých vrstvách výrazne nelíšili a v tretej vrstve dosiahli až 770 HV. Vzhľadom na vysoký obsah C a Cr bolo premiešanie so základným materiálom menej výrazne. Z hľadiska dosiahnutej tvrdosti je možné predpokladať vyššiu odolnosť proti opotrebeniu u návarov s elektródou E 518 B. Priemerná hodnota tvrdosti referenčného materiálu bola 120 HV.
Výsledky skúšok opotrebenia referenčného materiálu a skúmaných tvrdonávarov sú graficky spracované na obr. 1, 2 a 3. Grafy prezentujú značnú závislosť veľkosti hmotnostného opotrebenia od uhlu dopadu častíc. Intenzita opotrebenia referenčného materiálu klesala so vzrastajúcim uhlom dopadu častíc. V prípade návarov E 508 B bolo minimálne opotrebenie pri uhloch dopadu 30 ° a 45 °.
Pri uhloch 75 ° a 90 ° dosiahlo hmotnostné opotrebenie takmer trojnásobné hodnoty. Minimálne hodnoty opotrebenia návarov E 518 B sa dosiahli pri uhle 30 °, maximálne pri uhle 45 °. Pri porovnaní oboch tvrdonávarov je možné pozorovať podstatné rozdiely pri uhloch dopadu 90 ° a 45 °. Celkove však pri návaroch E 508 B sa dosiahli podstatne vyššie hodnoty opotrebenia ako u návarov E 518 B, s výnimkou uhlu 45 °. Vplyv uhlu dopadu častíc na priebeh opotrebenia referenčného materiálu a skúmaných tvrdonávarov po 500 obehoch je znázornený na obr. 4 a 5. Vysoká intenzita opotrebenia referenčného materiálu pri nízkych uhloch dopadu častíc vyššej tvrdosti je spôsobená úberom materiálu vo forme mikrotriesok [3]. Pri väčších uhloch dopadu dochádza vplyvom kovacieho účinku dopadajúcich častíc k spevňovaniu povrchu materiálu, čo sa prejaví nižšími hodnotami opotrebenia. Skúmané návary sa medzi sebou výrazne líšia štruktúrnou stavbou. Elektróda E 508 B reprezentuje návar na báze stredne legovanej ocele s obsahom C do 0,4 %. Štruktúra návaru E 508 B bola bainitická s veľmi jemne vylúčenou karbidickou fázou, obr. 6. Štruktúra má vysoký stav dislokácií, ktorých pohyb je intenzívne brzdený disperznou fázou. Plastická deformácia z tohto titulu vyžaduje vysoké napätie pre pohyb dislokácií, ktorými sa realizuje.
Obr. 8 – Priebeh mikrotvrdosti etalónu
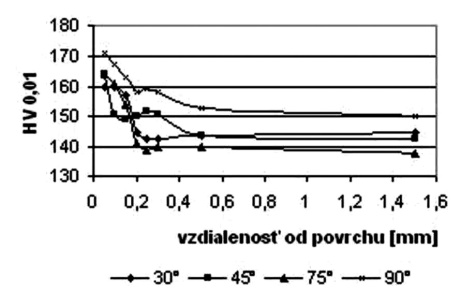
Obr. 9 – Priebeh mikrotvrdosti návarov E 508 B
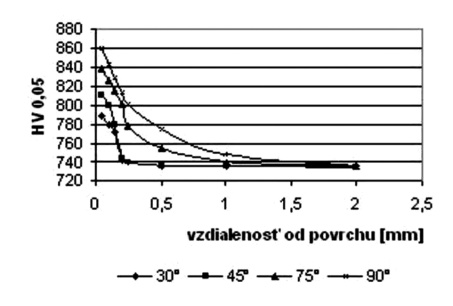
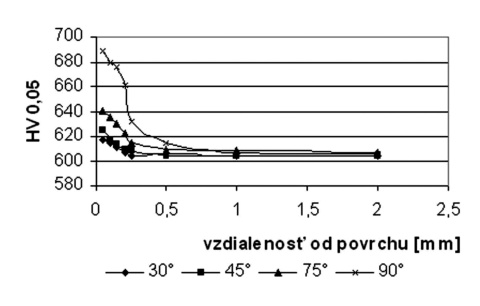
Obr. 10 – Priebeh mikrotvrdosti návarov E 518 B
Najvyššie hodnoty opotrebenia sa u tohto návaru dosiahli pri uhloch dopadu abraziva 75 ° a 90 °. Pri týchto uhloch je rázová energia dopadajúcich častíc najvyššia a spôsobuje spevnenie matrice a vylupovanie karbidických častíc. Pri uhle 30° je dopadová energia častíc malá a tieto môžu povrch zaťažiť iba v medziach pružných deformácií. Dosiahnuté výsledky opotrebenia referenčného materiálu a návaru E 508 B sú v súlade s literárnymi údajmi [7, 8, 9]. Mäkké a húževnaté materiály dosahujú maximálne opotrebenie pri uhloch dopadu 10 až 45 °, pri veľkých uhloch je opotrebenie menšie. U tvrdých a krehkých materiáloch je intenzívne opotrebenie eróziou pri veľkých uhloch dopadu. Aj napriek tomu, že tvrdosť návarov E 518 B sa výrazne neodlišuje od návaru E 508 B, priebeh opotrebenia pri vyšších uhloch nie je v súlade s literárnymi údajmi a poukazuje na zložitosť procesu opotrebenia. Z uvedeného vyplýva, že okrem tvrdosti v procese opotrebenia zohráva dôležitú úlohu aj ďalší faktor, a tým je štruktúra návarov.
Štruktúra návarov E 518 B je v dôsledku vysokého obsahu uhlíka ledeburická a vzhľadom na vysoký obsah chrómu sa v štruktúre nachádzajú ako primárne, tak aj sekundárne karbidy, morfologicky vylúčené masívne aj disperzne, obr. 7. Tvrdosť matrice a karbidov dosahuje vysokých hodnôt, čo sa prejavilo nízkymi hodnotami hmotnostného opotrebenia pri uhle 90 °. Materiál je síce vysokopevný (tvrdý), ale s malou zásobou plastickej deformácie, teda je krehký. K týmto vlastnostiam pristupuje aj nízka pevnosť hraníc zŕn.
Dá sa teda povedať, že kohézna pevnosť hraníc a subhraníc je podstatne nižšia ako pevnosť matrice. Oddeľovanie materiálu pri uhloch dopadu abrazíva 45 ° a 75 ° je realizované dekohéziou častíc a oddeľovaním štiepnym mechanizmom [9]. Výsledkom sú vysoké hodnoty opotrebenia pri skúmaných uhloch dopadu častíc.
Vzhľadom na to, že sa jedná o intenzívne erozívne opotrebenie so značnou kinetickou energiou dopadajúcich častíc, skúmal sa aj ich vplyv na veľkosť povrchového spevnenia po 500 obehoch. Výsledky merania mikrotvrdosti sú graficky znázornené na obr. 8, 9 a 10. Najväčšie spevnenie skúmaných materiálov bolo dosiahnuté pri uhle dopadu 90 °, kde sa v najväčšej miere prejavuje kovací účinok dopadajúcich častíc. Smerom od povrchu do materiálu hodnota mikrotvrdosti klesá. Najvýraznejšie sa spevnenie prejavilo do hĺbky 0,25 mm pod povrchom materiálu. Dosiahnuté výsledky v podstate potvrdzujú predpoklad, že tvrdosť je jedným z hlavných faktorov ovplyvňujúcich odolnosť materiálu proti opotrebeniu. Opotrebenie referenčného materiálu dosahuje rádovo vyšších hodnôt ako u tvrdonávarov.
ZÁVER
Návary E 508 B predstavujú ekonomický typ návarov a z hľadiska chemického zloženia a možnosti ich realizácie bez zvláštnych nárokov na tepelný režim navárania. Dosiahnuté hodnoty tvrdosti potvrdzujú, že optimálne vlastnosti dosahujú tvrdonávary až v tretej vrstve. Pri všetkých skúmaných materiáloch a uhloch dopadu častíc sa dosiahlo podstatné spevnenie povrchu materiálu do hĺbky 0,25 mm. Najvyššie hodnoty spevnenia boli pri uhle 90 °. Skúmané návary vykázali v daných podmienkach erozívneho opotrebenia značnú závislosť na uhle dopadu abrazívnych častíc. Intenzita opotrebenia návarov E 508 B a referenčného materiálu v závislosti od uhlu dopadu častíc je v súlade s literárnymi poznatkami. Rozdielne hodnoty opotrebenia tvrdonávarov, ktoré sa výrazne nelíšia tvrdosťou, súvisia s ich rôznou štruktúrnou stavbou. Pri vzájomnom porovnaní je možné konštatovať, že pri návaroch E 508 B sa dosiahli podstatne vyššie hodnoty opotrebenia ako u návarov E 518 B, s výnimkou uhlu 45 °. Tvrdosť materiálu je jedným z rozhodujúcich faktorov oteruvzdornosti, čo sa prejavilo v rozdielnych hodnotách veľkosti opotrebenia referenčného materiálu a tvrdonávarov. Potvrdil sa výrazný vplyv uhlu dopadu abraziva na veľkosť opotrebenia.
Odolnosť proti erozívnemu opotrebeniu okrem tvrdosti je značne závislá od druhu, rozloženia a vzájomnej väzby štruktúrnych zložiek. Štruktúra materiálov je ďalším faktorom, ktorý výrazne ovplyvňuje ich tribologické vlastnosti.
Autor
NEJčtenější souvisejicí články (v posledních 30-ti dnech)
Nejprve to hlavní – co si představit pod pojmem slabý plech. Je to tenký plech válcovaný za studena plech tloušťky 0,6 –...
Pro stavební svařované staticky, dynamicky a únavově namáhané konstrukce, pracující za teplot v podcreepové oblasti jsou...
Pájení je několik tisíciletí stará metoda spojování materiálů, od počátku 20. století využívaná průmyslově. Výhodou je m...
NEJlépe hodnocené související články
První jeřábový hák na světě vyrobený technikou 3D tisku úspěšně prošel zátěžovými testy na 80 tun a souvisejícími kontro...
uvedl v rozhovoru pro časopis KONSTRUKCE Ing. Lumír Al-Dabagh, generální ředitel ZVU STROJÍRNY, a. s....
NEJdiskutovanější související články
Svařování obalenou elektrodou rozhodně nepatří mezi zastaralé metody. Použití kvalitní obalené elektrody umožňuje vytvoř...
Při návrhu svařované mostní konstrukce pro městkou komunikaci v Praze Troji byla posuzována možnost použít místo klasick...
Hliník se nesvařuje s takovou samozřejmostí jako jiné kovy. Jeho velká afinita ke kyslíku, rychlá tvorba kysličníku hlin...



ISSN 1803-8433 | © Copyright 2002 - 2026 KONSTRUKCE Media, s.r.o.
Jakékoliv užití obsahu včetně převzetí, šíření či dalšího zpřístupňování článků a fotografií je bez souhlasu nakladatelství zakázáno.
KONSTRUKCE Media, s.r.o., se sídlem Starobělská 1133/5, 700 30 Ostrava, zapsaná v obchodním rejstříku vedeným u Krajského soudu v Ostravě, oddíl C, vložka 22003, Identifikační sídlo: 25851276 | Tel.: 597 317 578 | Fax: 597 579 166


