








Elektrolyticky vyloučené povlaky nikl – fosfor
Rubrika: Povrchová ochrana
Slitinové povlaky na bázi nikl – fosfor jsou častou povrchovou úpravou v technických aplikacích, u kterých jsou kladeny vysoké požadavky na tvrdost a korozní odolnost vytvořeného povlaku. Ještě donedávna bylo možné vytvořit povlaky nikl – fosfor pouze chemickou cestou – chemickým niklováním.
Specifické vlastnosti povlaku chemicky vyloučeného niklu (slitiny nikl – fosfor), kterých se využívá:
- přesnost a rovnoměrnost povlaku,
- tvrdost,
- korozní odolnost.
Vlastní proces chemického niklování je v praxi spjat s několika nevýhodami:
- omezená životnost lázně,
- vysoké pracovní teploty,
- nízká vylučovací rychlost.
V oblasti slitinových povlaků nikl – fosfor probíhá neustálý výzkum a vývoj s cílem zjednodušit technologii chemického niklování a rozšířit aplikační oblast.
ELEKTROLYTICKY VYLOUČENÝ NIKL – FOSFOR
Relativně mladou metodou je vyloučení povlaku nikl – fosfor elektrolytickou cestou. K tomuto účelu byla vyvinuta lázeň NIPHOS ®. Jedná se o lázeň na bázi síranu, která neobsahuje – na rozdíl od klasického chemického niklu – halogenidy a těžké kovy (olovo, kadmium).
K dispozici jsou dvě varianty lázně:
- NIPHOS® 965 – pro pokovování v kontinuálních galvanických linkách,
- NIPHOS® 966 – lze použít v závěsové i bubnové technologii.
Do lázně NIPHOS® jsou vhodné jak běžné rozpustné niklové anody, tak nerozpustné titanové anody s povlakem platiny (PLATINODE ®). Výhodou titanových anod PLATINODE® je vysoká životnost, tvarová stálost a přizpůsobivost jakémukoliv výrobku (viz obr. 1).
VLASTNOSTI POVLAKU
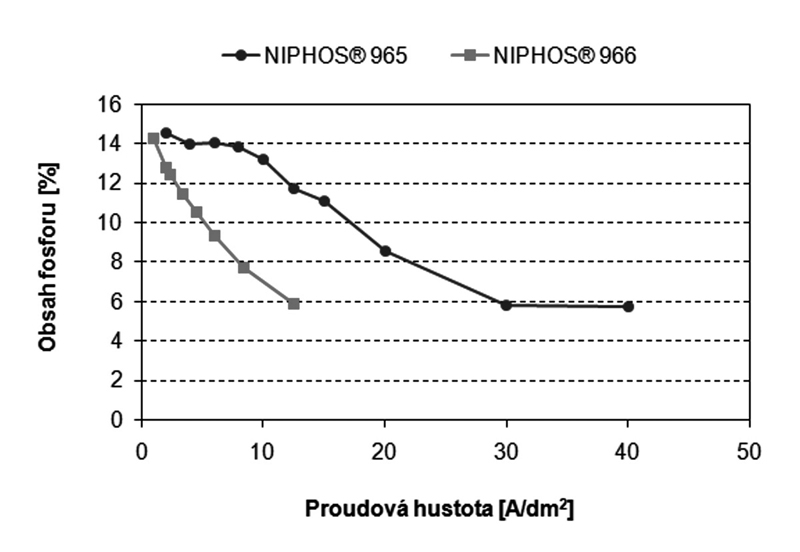
Vytvořený povlak obsahuje 88–94 % niklu a 12–6 % fosforu (NIPHOS ® 965), resp. 87–89 % niklu a 13–11 % fosforu (NIPHOS® 966). Poměr obsahu těchto dvou prvků závisí zejména na použité proudové hustotě.
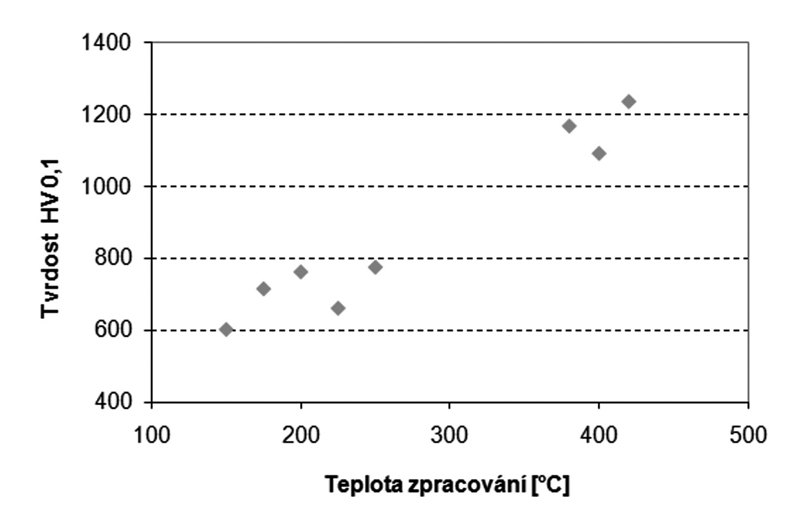
Tvrdost tepelně nezpracovaného elektrolyticky vyloučeného povlaku z lázně NIPHOS® je cca 570 HV 0,05. Tepelným zpracováním tohoto povlaku lze dosáhnout hodnot podobných chemicky vyloučenému povlaku nikl – fosfor, tj. 1200 HV 0,1.
Korozní odolnost povlaku je velmi dobrá díky velmi malé porezitě. Při zkoušce v solné mlze (DIN 50021, 120 hod) a při Kesternichově zkoušce (DIN 50018, 5 cyklů) nedojde ke koroznímu napadení povlaku, ale pouze k lehké změně zabarvení povrchu součásti (duhovatění).
Dalšími vlastnostmi povlaku vyloučeného z lázně NIPHOS® jsou:
- dekorativní vzhled (lesk),
- přilnavost povlaku k základnímu materiálu,
- odolnost proti otěru – úběr 2 mg/1 000 zdvihů (Boschův – Weinmannův test, zatížení 300 g),
- nízký koeficient tření μ < 0,3 (2–3 μm povlaku NIPHOS® , FN = 1 N, délka zdvihu 5 mm, počet zdvihů 400),
- velmi dobrá pájitelnost a svařitelnost,
- kontaktní přechodový odpor < 5 mΩ (kontaktní síla 0–2 N).
| Tab. 1 – Srovnání pracovních podmínek lázně NIPHOS® a chemické niklovací lázně. | |||
| NIPHOS® 965 | NIPHOS® 966 | Chemický nikl | |
| Teplota lázně | 60 °C | 60 °C | 93 °C |
| Proudová hustota | 20 A/dm2 | 4 A/dm2 | - |
| Vylučovací rychlost | 2 μm/min | 0,4 μm/min | 12 μm/min |
| Životnost lázně | neomezená | neomezená | cca 5 MTO |
NIPHOS® V PRAXI
Elektrolyticky vyloučený povlak nikl – fosfor se používá jak u dekorativních, tak u technických povrchových úprav, nejčastěji jako mezivrstva pro následné chromování, resp. tvrdochromování. V rámci dekorativního chromování nahrazuje mezivrstva NIPHOS ® pololesklé až lesklé povlaky niklu, které vzhledem ke své porózitě nemohou korozi plně zabránit. NIPHOS® v tomto případě funguje jako uzavírací vrstva mezi základním materiálem a chromem (viz obr. 2). Povlakem NIPHOS® může být nanesen také na lesklý nikl nebo lesklou měď.
V technických aplikacích se využívá jako mezivrstva tvrdochromování. Při běžných požadavcích na korozní odolnost a odolnost proti otěru je dostačující tloušťka chromu 10–20 μm. Zvýšené požadavky se obvykle řeší zvýšením tloušťky chromu. Vylučování větších tlouštěk chromu je komplikovanou technologií (vnitřní pnutí povlaku chromu). Jedním z řešení je vyloučení mezivrstvy z lázně NIPHOS® o tloušťce 10–20 μm s následným tepelným zpracováním. Vytvoří se tak tvrdý, korozně odolný podklad pro následné chromování (viz obr. 3).
Povlaky NIPHOS® lze vylučovat až do tloušťky několika mm bez vzniku vnitřního pnutí. Tyto „tlusté povlaky“ lze pak následně obrábět jako běžný materiál.
Další aplikací jsou například kontaktní plochy v elektrotechnice, kde se povlaky NIPHOS® využívají jako mezivrstva před následným tvrdým zlacením.
ZÁVĚR
Slitinové povlaky na bázi niklu, resp. nikl – fosforu jsou velmi významnou povrchovou úpravou v dekorativních i technických aplikacích.
Povlaky vyloučené z lázně NIPHOS® jsou velmi dobrou alternativou ke klasickým, chemickou cestou vyloučeným, povlakům nikl – fosfor. Technologií NIPHOS® lze dosáhnout vlastností vyžadovaných u povlaků nikl – fosfor při potlačení nevýhod technologie chemického niklování.
Lázeň NIPHOS®:
- je spolehlivá stabilní lázeň s neomezenou životností,
- má nízké investiční a provozní náklady,
- má jednoduchý provoz v závěsové, bubnové i kontinuální pásové technologii,
- neobsahuje těžké kovy (kadmium, olovo),
- je vhodná pro technické i dekorativní účely.
Práce je řešena v rámci SGS ČVUT 2010, registrační číslo OHK2 – 038/10.
Electrolytically eliminated coatings of nickel – phosphorus
Alloy coatings on the basis of nickel – phosphorus belong to frequent surface treatments in technical applications with high requirements for hardness and corrosion resistance of created coating. Until recently it was possible to develop coatings of nickel – phosphorus only by chemical means – chemical nickel. Relatively new method is the elimination of coating nickel - phosphorous by electrolytic means. For this purpose, bath NIPHOS® was developed. It is a bath on the basis of sulphate, which – unlike traditional chemical nickel – is free of halogenides and heavy metals (lead, cadmium).



NEJčtenější souvisejicí články (v posledních 30-ti dnech)
NEJlépe hodnocené související články
Objednatele žárového pozinkování mnohdy znepokojuje různorodý vzhled povlaku. U zakázek provedených z rozmanitého materi...
K tomuto článku bola zvolená téma osvetľujúca skúsenosti a prax investorov z radov energetiky, využívajúcich služieb sie...
Korozivzdorné oceli patří mezi konstrukční materiály s vysokou korozní odolností v závislosti na způsobu jejich legování...
NEJdiskutovanější související články
Na základě poptávky našich zákazníků na maskování částí ocelových konstrukcí před žárovým pozinkováním jsme se začali za...
Přelom června a července letošního roku bude ve znamení Mistrovství světa ve fotbale 2010. Tuto sportovní událost poprvé...



ISSN 1803-8433 | © Copyright 2002 - 2026 KONSTRUKCE Media, s.r.o.
Jakékoliv užití obsahu včetně převzetí, šíření či dalšího zpřístupňování článků a fotografií je bez souhlasu nakladatelství zakázáno.
KONSTRUKCE Media, s.r.o., se sídlem Starobělská 1133/5, 700 30 Ostrava, zapsaná v obchodním rejstříku vedeným u Krajského soudu v Ostravě, oddíl C, vložka 22003, Identifikační sídlo: 25851276 | Tel.: 597 317 578 | Fax: 597 579 166


