








Dělení materiálů kyslíkovým řezáním
Rubrika: Svařování a dělení
Řezání kyslíkem patří mezi nejstarší metody dělení kovových materiálů a spolu s plazmovým a laserovým dělením je pořád nejpoužívanější metodou ve strojírenství a to v ruční i v automatizované formě. Je to jednoduchý proces založený na spalování předem předehřátého materiálu na zápalnou teplotu v proudu kyslíku. Kyslík má také kromě spalování materiálu důležitou funkci při vyfukování produktů spalování – oxidů železa (FeO, Fe2O3, Fe3O4) ve formě strusky z řezné spáry. Kyslíkem je možné řezat nelegované a nízkolegované ocele.
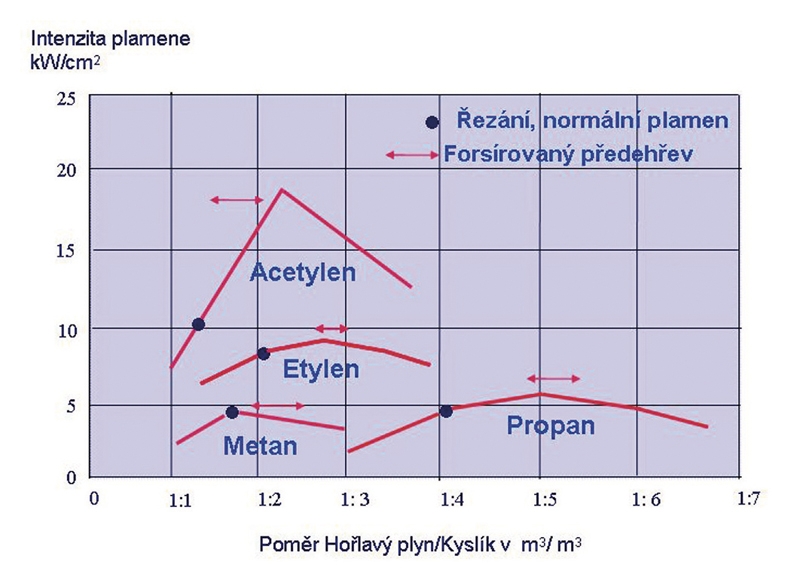
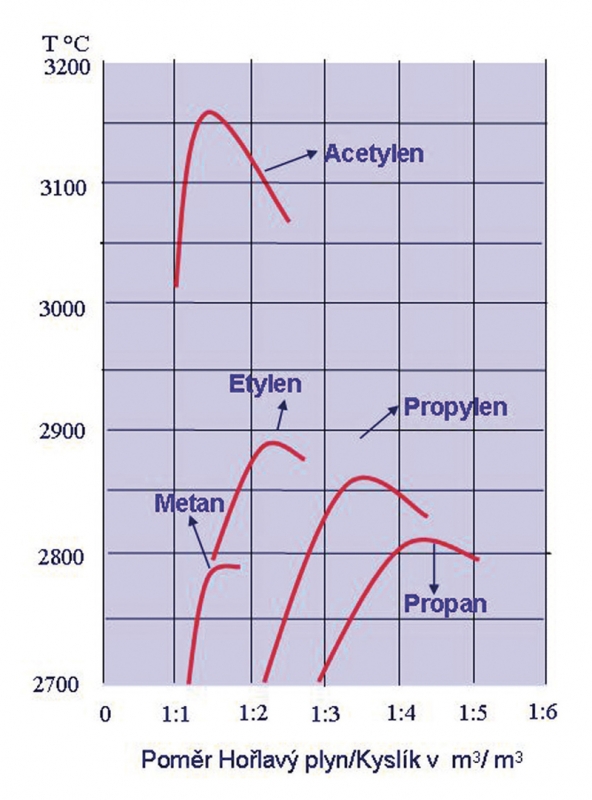
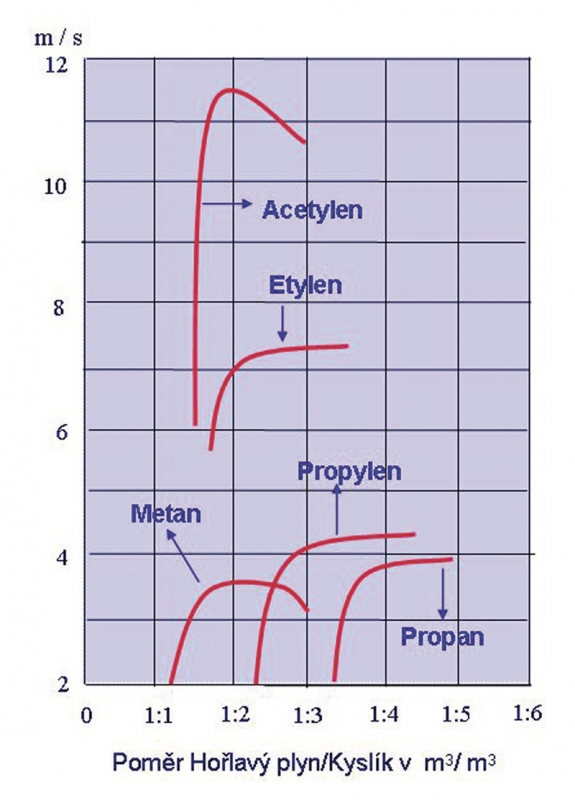
Kromě samotného kyslíku, pro který je důležitá minimální čistota 2.5 (99,5) je pro tuto metodu nezbytný i hořlavý plyn, který dokáže (obohacený kyslíkem pro lepší spalování) nahřát řezaný materiál na zápalnou teplotu a tím nastartovat celý proces. Tento plyn musí mít vysokou teplotu plamene, vysokou rychlost hoření a vysokou intenzitu v primárním pásmu plamene, aby ohřev místa řezu byl co nejrychlejší a tím se co nejvíce zefektivnil celý proces a snížila se spotřeba tohoto hořlavého plynu pro předehřev. Z nejčastěji používaných plynů má pro tento účel nejlepší vlastnosti acetylen (C2H2), a proto je v současnosti i nejpoužívanější. Kromě nejvyšší intenzity plamene v primární oblasti (obr. 1) a rychlosti hoření (obr. 2) ve srovnání s jinými hořlavými plyny (etylen, metan, propan, propylen…) má také nejmenší směšovací poměr s kyslíkem 1 : 1,1, což zabezpečuje nejmenší spotřebu acetylenu při dosažení požadované zápalné teploty materiálu (obr. 3).
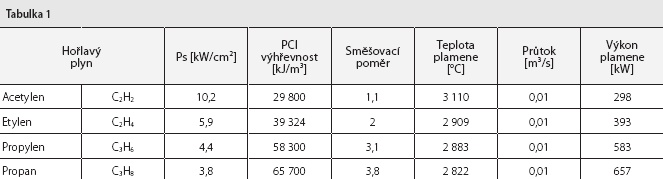
Nevýhodou acetylenu kromě vyšší ceny oproti ostatním plynům je i možnost dodávek pouze v lahvích, resp. ve svazcích a nemožnost zásobování z kryogenních zásobníků jako je to např. u etylenu, což právě u řezání větších tloušťek způsobuje častou manipulaci s lahvemi. Pro jednotlivé tlakové lahve o vnitřním objemu 40 nebo 50 l a při teplotě v lahvi 15 °C platí, že krátkodobě (max. min 10 min.) lze odebírat množství o průtoku 1 m3/hod., střednědobě (cca 1 směna) 0,5 m3/hod. a trvale pouze 0,35 m3/hod. Velice vhodnou alternativou k acetylenu C2H2 je etylen C2H4, který je dodáván ve zkapalněném stavu do stacionárních zásobníků. Má dostatečně vysokou teplotu plamene, rychlost spalování i intenzitu v primární oblasti plamene. Díky formě dodávek je často ekonomicky výhodnější oproti acetylenu. Srovnání vlastností plynů je v tabulce 1, z čehož je zřejmé , že hořlavé plyny jako propan a propylen jsou díky jejich vysoké výhřevnosti vhodné především na ohřev a předehřev materiálu než řezání. Jejich další velkou nevýhodou je vysoký směšovací poměr a nízká teplota plamene a to v konečném důsledku dělá z těchto plynů neekonomickou variantu hořlavých plynů pro dělení materiálu kyslíkem.
V posledních desetiletích se vývoj soustředí spíše na plazmové a laserové dělení materiálů, ale přínosem pro dělení kyslíkem jsou i nové vysokovýkonné trysky, které hlavně díky zlepšenému a přesnému vedení řezných hlav dokážou řezat vysokými rychlostmi i větší tloušťky materiálu. Při jejich využití je důležité, kromě jiného i tlak řezného plynu, který se pohybuje v závislosti na tloušťce i přes 10 bar a také je nezbytné mít správnou hodnotu předepsaného tlaku ne pouze na výstupu ze zdroje, ale přímo na řezací trysce.
Division of materials by means of oxygen cutting
Oxygen cutting belongs to the oldest methods of metal division and together with plasma and laser dividing, it is still the most frequently used method in engineering in manual as well as automated form. It is a simple process based on combustion of preheated material to the ignition temperature in the oxygen stream. The oxygen has another important function during the combustion product blowing, apart from material combustion – iron oxide (FeO Fe2O3, Fe3O4) in the form of dross from sawn joint. Oxygen can be used for cutting unalloyed and low-alloy steels.
Autor
NEJčtenější souvisejicí články (v posledních 30-ti dnech)
Pro stavební svařované staticky, dynamicky a únavově namáhané konstrukce, pracující za teplot v podcreepové oblasti jsou...
Nejprve to hlavní – co si představit pod pojmem slabý plech. Je to tenký plech válcovaný za studena plech tloušťky 0,6 –...
NEJlépe hodnocené související články
První jeřábový hák na světě vyrobený technikou 3D tisku úspěšně prošel zátěžovými testy na 80 tun a souvisejícími kontro...
uvedl v rozhovoru pro časopis KONSTRUKCE Ing. Lumír Al-Dabagh, generální ředitel ZVU STROJÍRNY, a. s....
NEJdiskutovanější související články
Svařování obalenou elektrodou rozhodně nepatří mezi zastaralé metody. Použití kvalitní obalené elektrody umožňuje vytvoř...
Při návrhu svařované mostní konstrukce pro městkou komunikaci v Praze Troji byla posuzována možnost použít místo klasick...
Hliník se nesvařuje s takovou samozřejmostí jako jiné kovy. Jeho velká afinita ke kyslíku, rychlá tvorba kysličníku hlin...



ISSN 1803-8433 | © Copyright 2002 - 2026 KONSTRUKCE Media, s.r.o.
Jakékoliv užití obsahu včetně převzetí, šíření či dalšího zpřístupňování článků a fotografií je bez souhlasu nakladatelství zakázáno.
KONSTRUKCE Media, s.r.o., se sídlem Starobělská 1133/5, 700 30 Ostrava, zapsaná v obchodním rejstříku vedeným u Krajského soudu v Ostravě, oddíl C, vložka 22003, Identifikační sídlo: 25851276 | Tel.: 597 317 578 | Fax: 597 579 166


