







 Svařování a dělení Cesty zvýšení produktivity svařování pod tavidlem – projekt ICE™
Svařování a dělení Cesty zvýšení produktivity svařování pod tavidlem – projekt ICE™Cesty zvýšení produktivity svařování pod tavidlem – projekt ICE™
Rubrika: Svařování a dělení
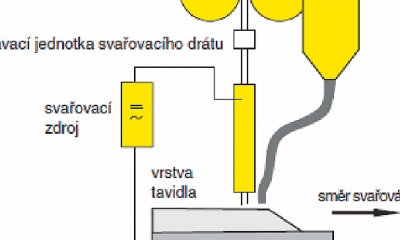
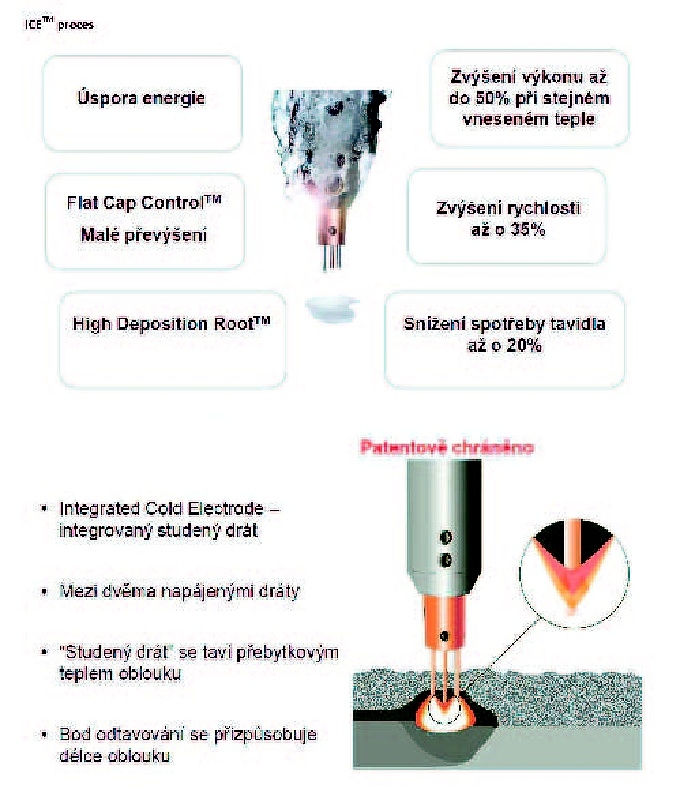
Svařování drátem pod tavidlem (SAW) je široce uznáváno jako velmi produktivní svařovací proces, který se během let vyvinul od jednoho drátu k mnohem efektivnějším variantám, jakými jsou např.: dvojdrát, tandem či svařování s přídavkem kovového prášku. Svařování plněnými elektrodami je dalším mezníkem na cestě zvýšení produktivity procesů SAW. Poslední novinkou od společnosti ESAB je vývoj procesu ICE™.
SVAŘOVÁNÍ TWIN
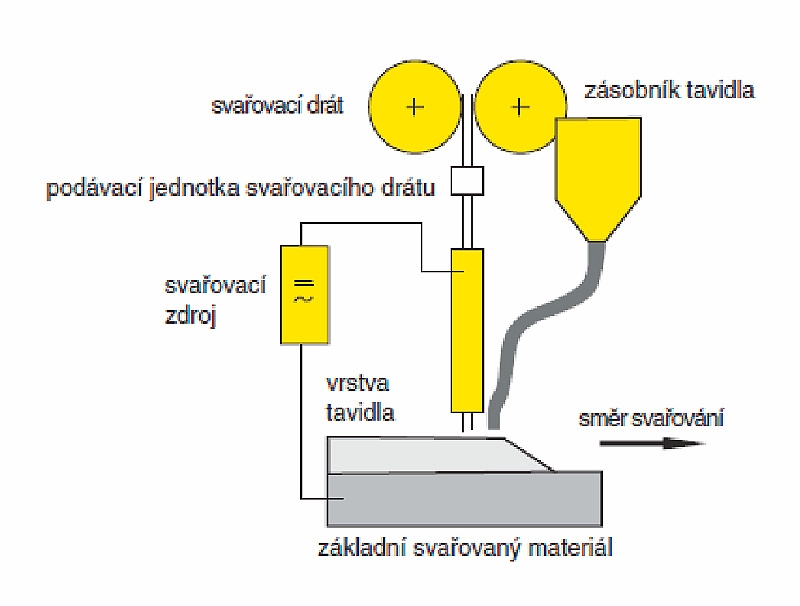
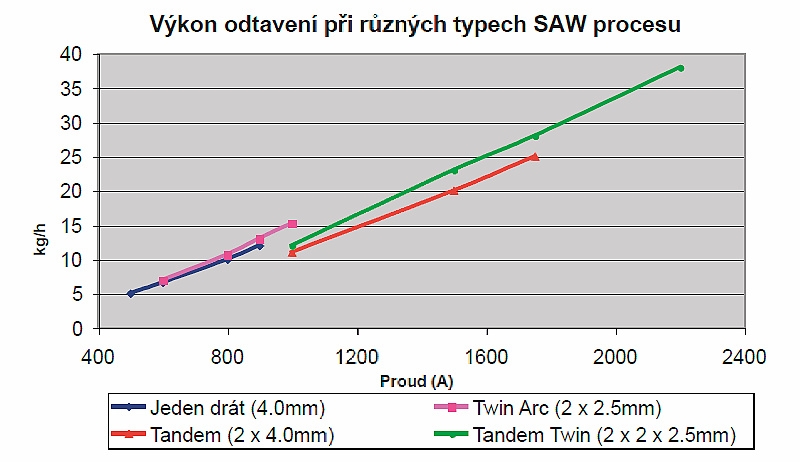
Při svařováni dvěma dráty (Twin‑Wire) jsou oba dráty napájeny jedním svařovacím zdrojem. Používají se standardní zdroje s dvojitým kladkovým podáváním a s dvojitými kontaktními průvlaky, které umožňují současný posuv obou svařovacích drátů. Tím je zabezpečen až o 30 % vyšší výkon odtavení než při použití jednoho drátu a rovněž může byt využito vyššího svařovacího proudu i vyšší rychlosti. Velmi vysoké rychlosti svařovaní, může být dosaženo především u koutových svarů, ale je úspěšně využívána i u tupých svarů. Použitím plněných elektrod lze ještě výkon odtavení dále zvýšit.
SVAŘOVÁNÍ TANDEM
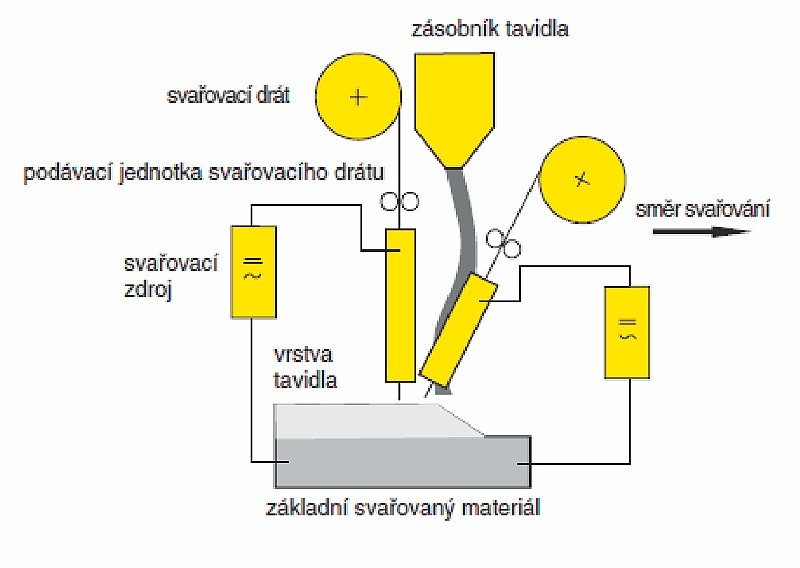
Při tandemovém svařování pod tavidlem je každý ze dvou používaných svařovacích drátů zapojen na svůj vlastní svařovací zdroj a má svou vlastní podávací jednotku. Vedoucí oblouk pracující s vysokým svařovacím proudem (obvykle DC+) a s nízkým napětím poskytuje hluboký průvar, zatím co druhý oblouk, používající nižší proud (obvykle AC, aby bylo odstraněno foukání oblouku pro získání hladkého povrchu svarové lázně. Dráty májí obvykle větší průměr (3,0 až 5,0 mm) a odtavovací výkon se blíží dvojnásobku jako při použití jednoho drátu. Současně využití teto metody je docela široké. Často je využívána ve stavbě lodí, off-shore konstrukcí, při výrobě nosníků, věží větrných elektráren a svařovaných trub.
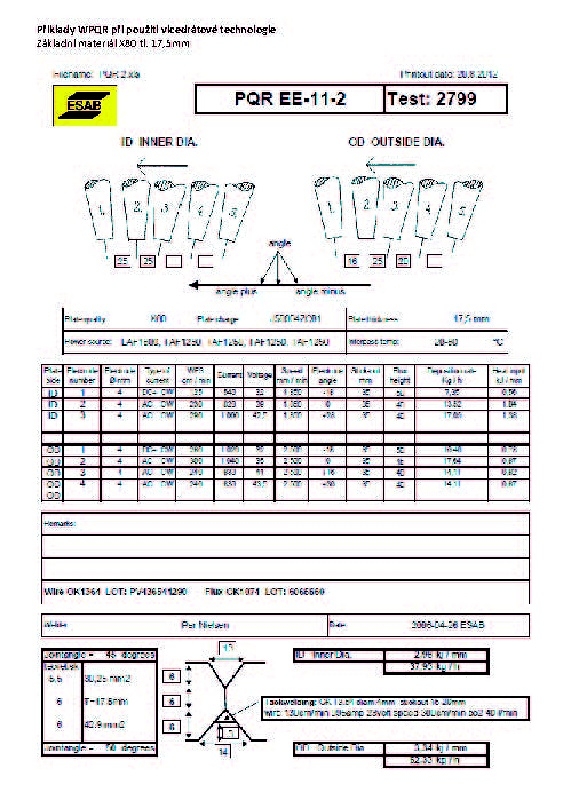
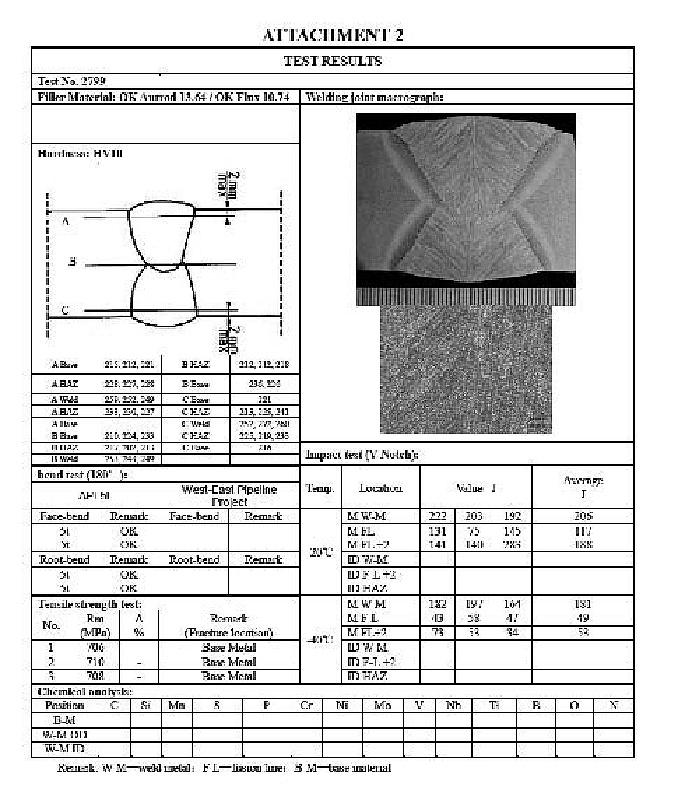
MULTIDRÁTOVÉ TECHNOLOGIE
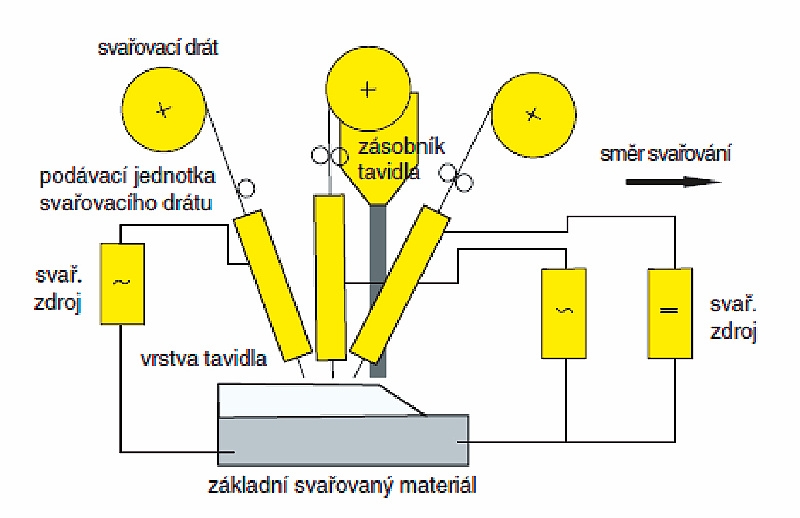
Současně může byt svařováno až 6 dráty a každý musí mít svůj vlastní proudový zdroj. První drát je obvykle zapojen na DC + svařovací zdroj, ostatní pak na AC svařovací zdroje. Při rychlostech svařovaní až 2,5 m/min můžeme očekávat výkon odtaveni až 90 kg/h. Tato svařovací technika je vhodná např. pro podélné svary při výrobě trub.
POUŽITÍ PLNĚNÝCH ELEKTROD PRO SAW
Dramatický nárůst používání technologie obloukového svařování plněnou elektrodou (FCAW) v posledních letech je dobře zdokumentován v nejrůznějších mezinárodních svářečských časopisech. Poslední novinkou v oboru plněných elektrod je svařování a navařování plněnou elektrodou pod tavidlem, a s ním spojené výhody, týkající se produktivity. Výkony odtavení u plněných elektrod jsou při stejném svařovacím proudu o 20 až 30 % vyšší oproti plnému drátu se stejným průměrem. Toto navýšení je možné využít k větším svařovacím rychlostem v případě koutových svárů nebo zkrácením času svařování pro vícevrstvé tupé sváry. Obojí vede ke zvýšení produktivity ve srovnání s konvenčním plným drátem. K nárůstu výkonu odtavení u plněné elektrody dochází ve srovnání s konvenčním drátem díky zvýšení proudu, přecházejícímu přes zmenšenou plochu průřezu. Zvýšená hustota proudu vede k rychlejšímu tavení plněné elektrody a následně většímu výkonu odtavení. Rozdíl mezi plněnou elektrodou a plným drátem je výraznější než u plynem chráněného svařování díky vysokým úrovním proudu používaným pro SAW. Plněné elektrody pro SAW lze používat na standardním zařízení, ale za daného proudu bude rychlost podávání drátu mnohem vyšší ve srovnání se stejným průměrem plného drátu, a proto může být nutné zvýšit výkon motoru podavače drátu. Toto je tím důležitější, čím menší je průměr užitého trubičkového drátu.
Materiál byl prezentován na semináři Nové technologie a zařízení pro svařování 2012.
ZDROJE INFORMACÍ:
[1] Firemní materiály ESAB
[2] ESAB SAW Handbook edition 2011
[3] ESAB WPS Handbook database
Means of Productivity Increase of Submerged Arc Welding – ICE™ project
Submerged arc welding (SAW) is widely regarded as a very productive welding process which during years has developed from single electrode to more effective means such as: double electrode, tandem or welding involving metal dust. Welding with filled electrodes represents another turning point on the way to productivity increase of SAW processes. The last news from ESAB is a development of ICE™ process.
NEJčtenější souvisejicí články (v posledních 30-ti dnech)
Beton je relativně křehký konstrukční materiál vyznačující se nízkým poměrem pevnosti v tahu k pevnosti v tlaku. Pro vyz...
V systémech zabezpečení jakosti je svařování vedeno jako zvláštní proces, u kterého se jakost nedá zajistit pouze kontro...
Pro stavební svařované staticky, dynamicky a únavově namáhané konstrukce, pracující za teplot v podcreepové oblasti jsou...
NEJlépe hodnocené související články
První jeřábový hák na světě vyrobený technikou 3D tisku úspěšně prošel zátěžovými testy na 80 tun a souvisejícími kontro...
uvedl v rozhovoru pro časopis KONSTRUKCE Ing. Lumír Al-Dabagh, generální ředitel ZVU STROJÍRNY, a. s....
NEJdiskutovanější související články
Svařování obalenou elektrodou rozhodně nepatří mezi zastaralé metody. Použití kvalitní obalené elektrody umožňuje vytvoř...
Při návrhu svařované mostní konstrukce pro městkou komunikaci v Praze Troji byla posuzována možnost použít místo klasick...
Hliník se nesvařuje s takovou samozřejmostí jako jiné kovy. Jeho velká afinita ke kyslíku, rychlá tvorba kysličníku hlin...



ISSN 1803-8433 | © Copyright 2002 - 2026 KONSTRUKCE Media, s.r.o.
Jakékoliv užití obsahu včetně převzetí, šíření či dalšího zpřístupňování článků a fotografií je bez souhlasu nakladatelství zakázáno.
KONSTRUKCE Media, s.r.o., se sídlem Starobělská 1133/5, 700 30 Ostrava, zapsaná v obchodním rejstříku vedeným u Krajského soudu v Ostravě, oddíl C, vložka 22003, Identifikační sídlo: 25851276 | Tel.: 597 317 578 | Fax: 597 579 166


