








Bodové svařování i nerezových plechů
Rubrika: Svařování a dělení
Průvarové bodové svařování je technologie, umožňující bodové spojování ocelových plechů vzájemně nebo s libovolně tlustým ocelovým dílcem z jedné strany, průvarem. Průvarem se rozumí propálení otvoru elektrickým obloukem bez předvrtávání a jeho následným zatavením v jedné operaci. Svařovat lze i více plechů najednou. Za určitých podmínek lze svařovat také plechy pozinkované nebo opatřené ochranným nátěrem.
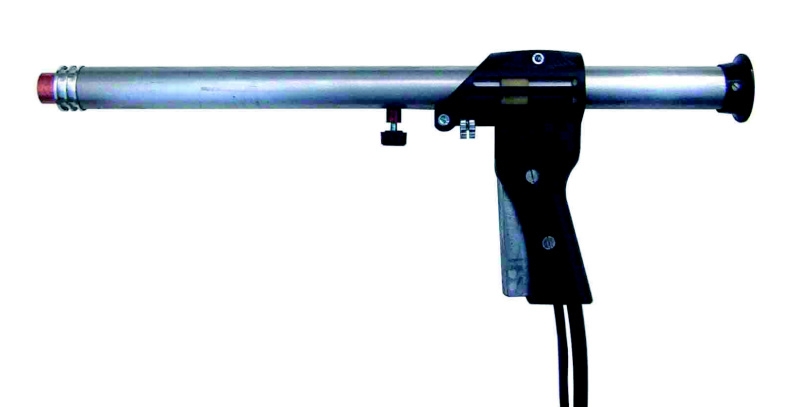
Svařování lze provádět svařovacími agregáty MIG-MAG, bez použití ochranného plynu, obalenou elektrodou E-R 921 s použitím průvarové bodovací pistole STIME.
Tato skutečnost byla známá již od roku 1982, ale využití bylo omezeno elektrodami E-R921, které byly určeny pouze na konstrukční oceli třídy 10 a 11, a navíc se v současnosti přestaly vyrábět.
Spolupráce s pracovníky firmy ESAB VAMBERK, s. r. o., kde byly původně elektrody E-R 921 vyráběny, umožnila najít plně srovnatelné elektrody vyráběné u firmy ESAB, dostupné na světových trzích. Navíc byly nalezeny běžně vyráběné elektrody pro bodování nerezových plechů.
V současnosti jsou dostupné elektrody:
- E-R 921 Ø 2,5 mm (Ø 2 mm) – původní elektrody pro průvarové svařování (do vyprodání zásob),
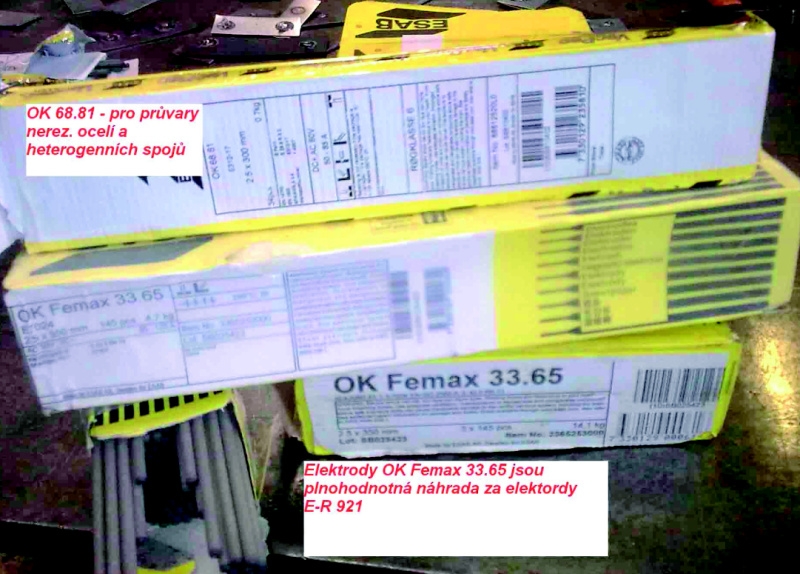
- OK Femax 33.65 Ø 2,5 mm pro svařování ocelí třídy 10 a 11,
- OK 68.81 Ø 2,5 mm (Ø 2 mm) pro svařování nerezových, vysokopevnostních nízkolegovaných i nelegovaných ocelí i pro svařování austenitických ocelí s ocelemi nelegovanými.
Při ověřování bylo provedeno srovnávání elektrod E-R 921 s elektrodami
- OK Femax 33.65, při použití zdroje Aristo™ Mig C3000i, U6 a svařování plechů v sestavě: 2 × 1 mm pozink. + 1 × 1 mm černý na Ø 100 mm. Po utržení byly i opakované vzorky plně srovnatelné, s kořenem Ø 6 mm, jak je vidět na snímcích.
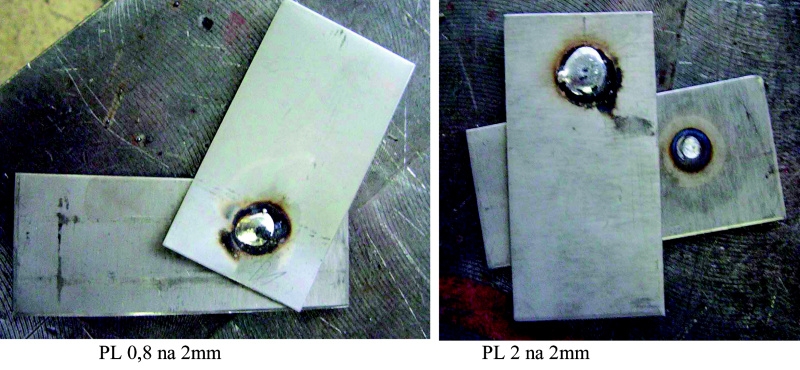
- Ověřování elektrod OK 68.81 probíhalo se zdrojem Aristo™ Mig C3000i, U6, při použití plechů nerez tloušťky 0,8 a 2 mm.
Plech tloušťky 0,8 mm nelze ukroutit (deformoval se). Kořen utrženého spoje má Ø 6 mm. Elektrody OK 68.81 plně vyhovují požadavkům technologie průvarového bodového svařování. Zkoušky byly prováděny opakovaně se stejnými výsledky. Pro věrohodnost srovnávání byl použit také svařovací zdroj KIT 280.
Pracoviště ověřování:
- Svařovací zdroj KIT 280
Nastavení svařovacího napětí na cca 35 V. Provedení spoje plechu 2 mm na U profil 100 mm pro srovnání spojů se zdrojem Aristo, elektrodou E-R 921.
- Svařovací zdroj Aristo™ Mig C3000i, U6
Nastavení svařovacího napětí 35 V.
Provedení spoje plechu 2 mm na U profil 100 mm, elektrodou E-R921. Svařený a utržený spoj je plně srovnatelný se zdrojem KIT 280. Při jemném nastavování svařovacího napětí je zdroj Aristo mnohem výhodnější pro kvalitu spoje.
Spot Welding of Stainless Steel Tin Plates
Penetration spot welding is a technology enabling spot connection of steel tin plates together or with steel part of any thickness from one side by means of penetration. Penetration shall mean burning a whole using electric arc without pre-drilling and its subsequent sealing within one operation. You can also weld more tin plates at the same time. Under certain conditions also tin plates may be welded which are galvanized or covered with protection paint.
Autor



NEJčtenější souvisejicí články (v posledních 30-ti dnech)
Pro stavební svařované staticky, dynamicky a únavově namáhané konstrukce, pracující za teplot v podcreepové oblasti jsou...
Pájení je několik tisíciletí stará metoda spojování materiálů, od počátku 20. století využívaná průmyslově. Výhodou je m...
NEJlépe hodnocené související články
První jeřábový hák na světě vyrobený technikou 3D tisku úspěšně prošel zátěžovými testy na 80 tun a souvisejícími kontro...
uvedl v rozhovoru pro časopis KONSTRUKCE Ing. Lumír Al-Dabagh, generální ředitel ZVU STROJÍRNY, a. s....
NEJdiskutovanější související články
Svařování obalenou elektrodou rozhodně nepatří mezi zastaralé metody. Použití kvalitní obalené elektrody umožňuje vytvoř...
Při návrhu svařované mostní konstrukce pro městkou komunikaci v Praze Troji byla posuzována možnost použít místo klasick...
Hliník se nesvařuje s takovou samozřejmostí jako jiné kovy. Jeho velká afinita ke kyslíku, rychlá tvorba kysličníku hlin...



ISSN 1803-8433 | © Copyright 2002 - 2026 KONSTRUKCE Media, s.r.o.
Jakékoliv užití obsahu včetně převzetí, šíření či dalšího zpřístupňování článků a fotografií je bez souhlasu nakladatelství zakázáno.
KONSTRUKCE Media, s.r.o., se sídlem Starobělská 1133/5, 700 30 Ostrava, zapsaná v obchodním rejstříku vedeným u Krajského soudu v Ostravě, oddíl C, vložka 22003, Identifikační sídlo: 25851276 | Tel.: 597 317 578 | Fax: 597 579 166


