








AČSZ – Pohled na technologii žárového zinkování
Rubrika: Zajímavosti
Členové Asociace českých a slovenských zinkoven (AČSZ) se neustále snaží zdokonalovat způsoby vzdělávání a informování studentů, projektantů, výrobců ocelových konstrukcí a ostatních zájemců o žárové zinkování a zvyšovat kvalitu těchto předávaných informací. Pro všechny, kteří se zajímají o podrobnosti technologie žárového zinkování a nemají možnost navštívit výrobní závod žárové zinkovny, AČSZ zakoupila animovaný film, ve kterém je znázorněn každý krok procesu od předání výrobku zinkovně až po expedici pozinkovaného výrobku zákazníkovi zpět. Film bude možné si prohlédnout na nových webových stránkách asociace, které budou spuštěny v nejbližších dnech, na webových stránkách časopisu Konstrukce a dále se bude promítat na všech seminářích o žárovém zinkování, veletrzích a ostatních akcích, kterých se AČSZ bude účastnit.

V úvodu filmu jsou zobrazeny nejdůležitější oblasti kovovýroby, okruhy výrobků, pro které je žárové zinkování nejvhodnější protikorozní ochranou, a které se také nejčastěji zinkují.
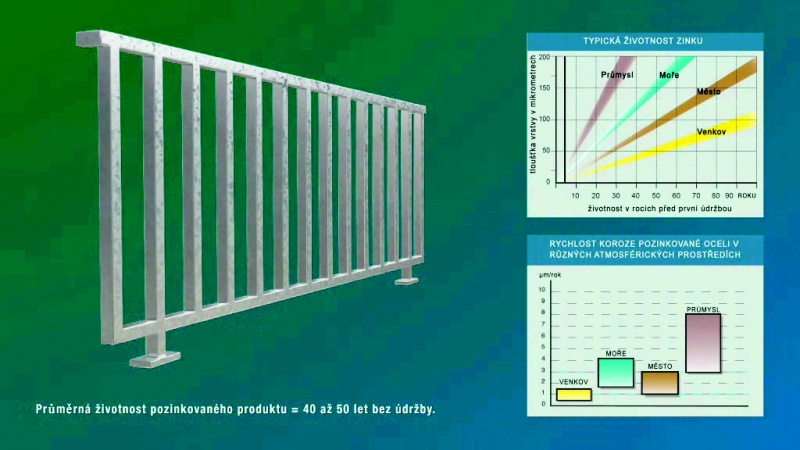
Dnes již značná část nových ocelových výrobků je proti korozi chráněna žárovým zinkováním, a můžeme se tak s nimi setkat prakticky na každém kroku. Tyto výrobky se používají ve stavebnictví, dopravě, zemědělství, na výrobu zařízení pro přenos energie a všude tam, kde je nezbytná dobrá protikorozní ochrana a dlouhá životnost (obr. 1).
Pokud se nejedná o zinkování výrobků vlastní produkce, kde transport do zinkovny je nejčastěji zajišťován interními dopravními prostředky (mostové jeřáby, vysokozdvižné vozíky, železniční doprava, dopravníky apod.), tak nejběžnějším dopravním prostředkem zajišťujícím transport výrobků do zinkovny je nákladní automobil.
Z důvodu snižování ekonomických nákladů spojených s dopravou se zinkovny nacházejí poblíž závodů na výrobu a zpracování oceli. Při dnešní síti žárových zinkoven je maximální vzdálenost od zinkovny 150 km (obr. 2).
Proces žárového zinkování se provádí ve stabilním výrobním zařízení a skládá se z procesu chemické předúpravy a následného ponoření do roztaveného zinku. Pomineme-li žárové zinkování drátů a pásů, tak se chemická předúprava provádí postupným ponořením výrobků do několika specifických lázní. Je nutno dodržet pořadí a dobu ponorů v jednotlivých lázních.
Některé zinkovny mají pracoviště chemické předúpravy oddělené (jedná se hlavně o zinkovny nové), odseparované od ostatního prostoru zinkovny, aby odsávání a čištění emisí z lázní bylo co nejúčinnější. Některé mají veškeré zařízení v jednom prostoru haly (obr. 3).
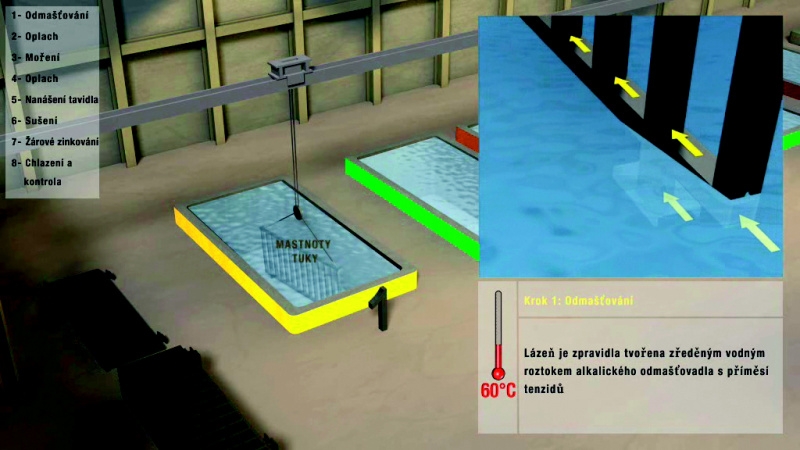
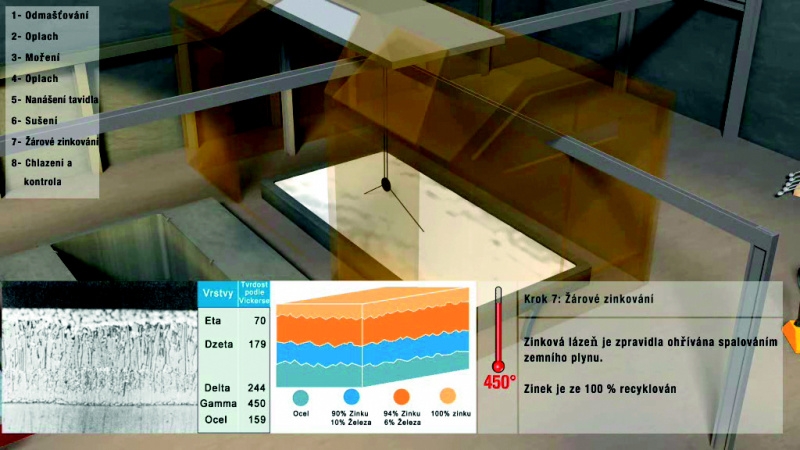
U každého jednotlivého kroku je znázorněn jeho název, naplň lázně, doporučená provozní teplota a další důležité informace.
Pomineme li proces navěšování výrobku na závěs, na kterém je po celou dobu procesu žárového zinkování výrobek zavěšen, tak prvním krokem předúpravy i celého procesu je odmašťování. Kromě účelu lázně odstranit mastnoty a tuky je v tomto záběru také vysvětlena funkce technologických otvorů u dutých součástí výrobků. Žárové zinkování je druh protikorozní ochrany kovů, který chrání výrobky nejenom na jejich povrchu, ale také uvnitř. Aby bylo možné tyto plochy pozinkovat, je nutné zabezpečit přístup všech lázní, včetně zinkovací a následné jejich vytečení. Ještě důležitější funkcí technologických otvorů je zabezpečení odvzdušnění dutých částí výrobků, aby nedošlo k jejich roztržení a ohrožení bezpečnosti obsluhy zinkovací vany a poškození zařízení (obr. 4).
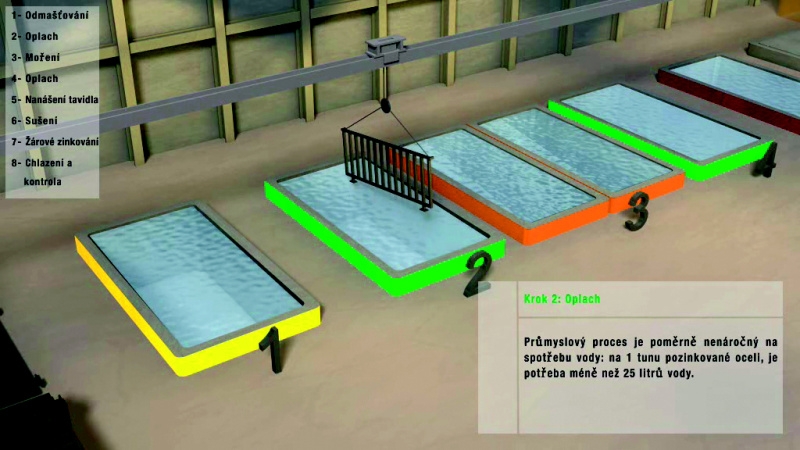
Zinkovny využívají v porovnání s jinými technologiemi povlakování relativně malé množství vody (závěr z programu Environmental Technology Best Practice Programme Spojeného království „při žárovém zinkování se spotřebovává méně než 25 litrů vody na tunu výrobku“). Není běžné, aby zinkovna vypouštěla odpadní vodu. Vzniklou odpadní vodu lze upravit a vrátit zpět do procesu a k externí likvidaci tak posílat jen velmi malé množství stabilních nerozpustných látek. Pro založení a doplnění oplachových a jiných provozních lázní se používá malé množství vody. V některých případech je možno uspokojit veškerou potřebu vody použitím dešťové vody zachycené na místě. Dešťová voda se zachycuje okapovým systémem a uchovává na pozdější použití (obr. 5).
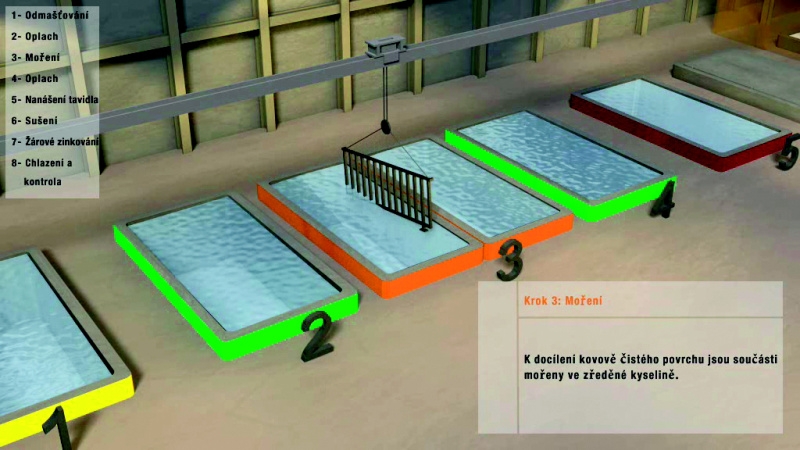
Pro odstranění korozních produktů a okují se provádí moření. Moření probíhá v kyselině chlorovodíkové (cca 10 až 12 %) nebo v kyselině sírové (max. 20 %) (obr. 6).
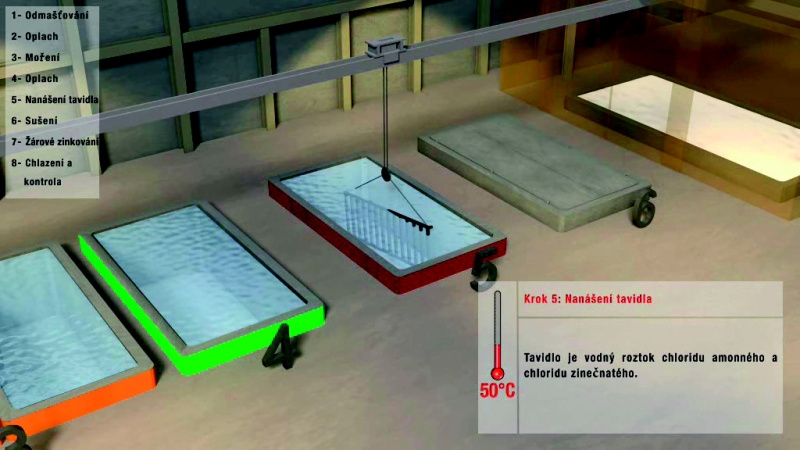
Před ponořením do roztaveného zinku se musí na výrobky nejprve nanést tavidlo. Má zabránit tvorbě oxidů a zároveň rozpustit oxidy na povrchu oceli a roztaveného zinku, takže dojde k přímému vzájemnému kontaktu obou kovů (obr. 7).
Teplota zinkové taveniny při kusovém zinkování je 450 až 460 °C.
Hlavní surovina, zinek, se během procesu využívá velmi efektivně. Při ponoru zůstává zinek, který není součástí povlaku, v zinkovací lázni. Zinek oxidující na povrchu lázně se odstraňuje
jako popel. Rozpouštěním se železa ze zinkovaných výrobků vzniká tvrdý zinek, který se shromažďuje na dně lázně a je ho potřeba pravidelně odstraňovat (obr. 8).
Když se ocel dostane do kontaktu s roztaveným zinkem, dojde k reakci mezi oběma kovy a na povrchu oceli se tvoří slitina železo – zinek. Tato slitina je tvořena různými fázemi zinek – železo s klesajícím obsahem železa směrem k vnějšímu povrchu. Při vytažení ze zinkové lázně ulpívá na povrchu vrstva čistého zinku.
Tloušťka povlaku a vzhled povrchu jsou dány reakcí mezi ocelí a zinkem a tím, jak rychle tuhne vnější zinková vrstva. Průběh reakce závisí na mnoha parametrech. Největší význam má složení a stav povrchu oceli (mimo jiné obsah křemíku v oceli, struktura, velikost zrna, napětí a povrchová drsnost). Dále mají vliv i složení taveniny a její teplota, stejně jako doba ponoru. Průběh reakce je velmi komplikovaný a dosud ne zcela vyjasněný (obr. 9).
Životnost zinkového povlaku je závislá na prostředí, ve kterém je výrobek provozován a také na tloušťce povlaku.
Odolnost zinku proti korozi závisí hlavně na ochranné vrstvě, která se tvoří na jeho povrchu. U atmosférické koroze mají na životnost a trvanlivost této vrstvy vliv znečišťující látky v atmosféře. Hlavní znečišťující látkou s vlivem na zinek je oxid siřičitý (SO2). A právě přítomnost SO2 z velké části určuje rychlost atmosférické koroze u zinku (obr. 10).
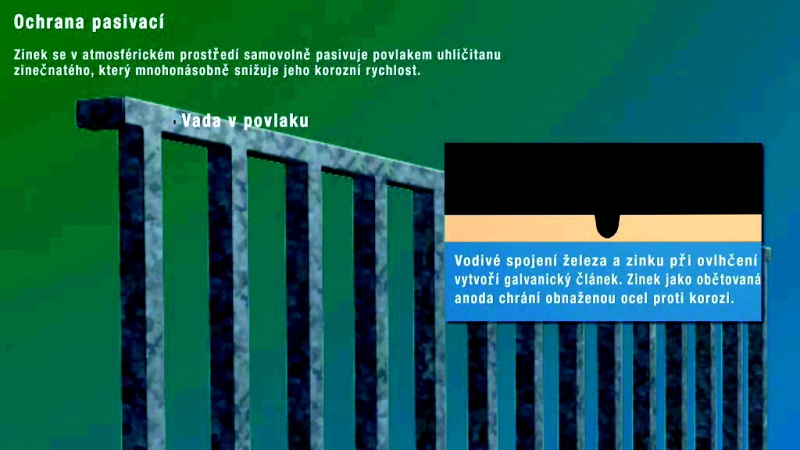
Zinek má schopnost poskytovat oceli galvanickou ochranu. Pokud je nepokovená ocel, např. v místě poškození nebo střihu, vystavena vlhkosti, vytváří se galvanický článek. Zinek nacházející se v okolí tohoto místa koroduje přednostně a vytváří produkty koroze, které se usazují na povrchu oceli a chrání jej. V místech poškození tak nedochází ke korozi oceli (obr. 11).
Ukázky praktického použití pozinkovaných výrobků (obr. 12).
Členové AČSZ zakoupili autorská práva na tento film od francouzské asociace žárových zinkoven. Pro získání přehledu o technologii žárového zinkování vám nabízíme shlédnutí tohoto filmu a všem zájemcům o podrobnější informace nabízíme příručku žárového zinkování, kterou si můžete objednat na info@acsz.cz.
Členové AČSZ, kteří pro vás tento film zakoupili a podíleli se přípravě české verze jsou: ACO Industries, k. s. Přibyslav; ALKA Holding spol. s r. o. Chotěboř; APOLLO METAL, spol. s r. o. provozovna Brniště; APOLLO METAL, spol. s r. o. provozovna Čenkov; ArcelorMittal Distribution Solutions Czech Republic s. r. o. Ostrava; ArcelorMittal Tubular Products Karviná a. s.; BEKAERT Bohumín s. r. o.; HBB, s. r. o. Bezdružice; MEA Meisinger, s. r. o Plzeň; Oblastní průmyslový podnik Polička a. s.; SEMPRA Praha a. s. strojírenský závod Děčín; Wiegel Žebrák žárové zinkování s. r. o.; Wiegel CZ žárové zinkování s. r. o. závod Hradec Králové; Wiegel CZ žárové zinkování s. r. o. závod Velké Meziříčí; Zemědělské družstvo Hraničář Loděnice; ELBA, a. s. Kremnica; ELEKTROVOD Žilina, a. s.; Wiegel Sereď žiarové zinkovanie s. r. o.; ZIN s. r. o. Hronský Beňadik; ZINKOZA, a. s. Krompachy; AB Chemitrans s. r. o. Bohumín; Česká asociace ocelových Konstrukcí Ostrava; EKOMOR, s. r. o. Frýdek-Místek; EKOZINK Praha, s. r. o.; TEPLOTECHNA průmyslové pece s. r. o. Olomouc.
A View on Hot-dip Galvanizing Technology
Members of the Czech and Slovak Galvanizers Association are constantly trying to improve their methods of educating and informing students, designers, manufacturers of steel structures and other parties interested in hot-dip galvanizing and increase the quality of provided information. For all who are interested in galvanizing technology details and do not have the opportunity to visit the zinc works, the Czech and Slovak Galvanizers Association bought an animated film in which every step of the process, from delivery of the product to the zinc works up to the shipment of the galvanized product to the customer and back is shown. It will be possible to watch this film on the new website of the Association, which will be launched in the coming days, on the website of the magazine Konstrukce and it will be screened in all seminars focusing on hot-dip galvanizing, in fairs and other events, in which the Czech and Slovak Galvanizers Association is going to participate.
Autor






NEJčtenější souvisejicí články (v posledních 30-ti dnech)
Na dvě stovky posluchačů z řad odborníků na požární ochranu si našly 2. února 2012 cestu do Atelieru D na Stavební fakul...
Problematika průmyslových podlah je v současnosti poměrně často skloňované téma. Průmyslové podlahy jsou podstatnou souč...
Od roku 1997 je navrhování kotvení do betonu popsáno na evropské úrovni ve směrnici ETAG 001, příloha C a také v následn...
NEJlépe hodnocené související články
uvedl v rozhovoru pro časopis KONSTRUKCE Ing. Jindřich Řičica, předseda Asociace dodavatelů speciálního zakládání staveb...
Autoři v článku popisují architektonické, konstrukční a materiálové řešení nové hasičárny v Krásné Studánce. Ta neslouží...
Po třech letech a tour v Indii a Číně se veletrh Bauma vrátil na výstaviště v bavorské metropoli – do Mnichova. Největší...
NEJdiskutovanější související články
Koncept „dřevostavba“ není zatím přesně definován. Tímto pojmem budeme rozumět stavební dílo, pro jehož nosnou konstrukc...
Zinkové povlaky tvoří nejefektivnější antikorozní ochranu ocelových výrobků. V práci je představena analýza nákladů...
AERO-THERM znamená revoluci v izolaci a zateplování budov a objektů. AERO-THERM je nanotechnologie, která je schopna dík...



ISSN 1803-8433 | © Copyright 2002 - 2026 KONSTRUKCE Media, s.r.o.
Jakékoliv užití obsahu včetně převzetí, šíření či dalšího zpřístupňování článků a fotografií je bez souhlasu nakladatelství zakázáno.
KONSTRUKCE Media, s.r.o., se sídlem Starobělská 1133/5, 700 30 Ostrava, zapsaná v obchodním rejstříku vedeným u Krajského soudu v Ostravě, oddíl C, vložka 22003, Identifikační sídlo: 25851276 | Tel.: 597 317 578 | Fax: 597 579 166


