








Změny v normách svařování
Rubrika: Svařování a dělení
V dnešní době jsou vycházející ČSN oproti minulosti snadněji dostupné, stačí si pouze předplatit přístup na internetové stránky UNMZ. Vzhledem k tomu, že změny norem vycházejí prakticky nepřetržitě, vybral jsem pouze to, co se týká svařování, co považuji za důležité, a co se změnilo zhruba v posledním roce.
SVAŘOVACÍ MATERIÁLY
Dnes můžeme konstatovat, že v posledních dvou letech došlo ke změně norem prakticky u všech přídavných materiálů, ať se to týká obalených, nebo drátových elektrod. Jako příklad uvádím:
ČSN EN ISO 3580 Svařovací materiály – Obalené elektrody pro ruční obloukové svařování žáropevných ocelí – Klasifikace
Označení přídavného materiálu se vždy skládá z příslušné normy – klasifikace – a dalšího značení.
Klasifikační označení jsou založena na dvou přístupech k označování složení a vlastností čistého svarového kovu získaného použitím dané elektrody. Klasifikaci určuje vždy písmeno A nebo B uváděné přímo za příslušnou normou.
| Klasifikace podle chemického složení | Klasifikace podle pevnosti v tahu a chemického složení |
| ISO 3580 – A – E xxx y | ISO 3580 – B – E xxx y |
ČSN EN ISO 14175 Svařovací materiály – Plyny a jejich směsi pro tavné svařování a příbuzné procesy
Účelem této mezinárodní normy je klasifikovat a označit ochranné, formovací, pracovní a pomocné plyny podle jejich chemických vlastností a metalurgického chování jako základů pro správný výběr uživatelem a pro zjednodušení případných kvalifikačních postupů.
Čistoty plynů a dovolené odchylky poměru směsí jsou stanoveny tak, jak byly dodány dodavateli (výrobci) a ne při použití.
Plyny nebo směsi plynů mohou být dodány jak v kapalném, tak plynném stavu, ale jsou-li použity pro svařování a příbuzné procesy, jsou plyny použity vždy v plynném stavu.
Hořlavé plyny, jako je acetylen, zemní plyn, propan atd., a formovací plyny, které jsou používány při laserovém svařování, nejsou touto mezinárodní normou pokryty.
Přeprava a manipulace s plyny a nádobami musí být prováděny podle požadavků místních, národních a regionálních norem a předpisů. Tato norma nahrazuje ČSN EN 439 ze srpna 1996.
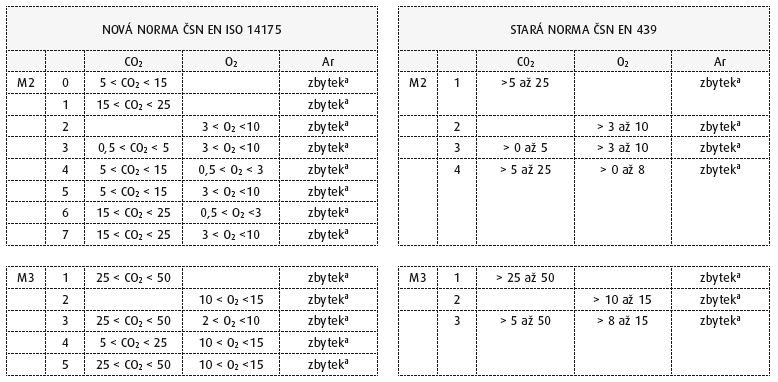
Zavedením normy ČSN EN ISO 14175 se nezměnilo označování směsi plynu, ale oproti staré normě se v mnoha případech u shodného označení změnila koncentrace jednotlivých složek plynu. Je tedy třeba důsledně rozlišovat, zda se jedná o označení podle staré normy ČSN EN 439, a nebo podle nové normy.
Příklad označování pracovních plynů pro tavné svařování: ISO 14175 – M21
ZKOUŠKY SVARŮ KOVOVÝCH MATERIÁLŮ
ČSN EN ISO 17637 N edestruktivní zkoušení svarů – Vizuální kontrola tavných svarů
Tato norma nahrazuje ČSN EN 970 z listopadu 1999.
Specifikuje podmínky provedení vizuální kontroly svarů před, během a po dokončeném svařování, nedefinuje však rozsah kontroly. Uvádí doporučené vybavení měrkami pro kontrolu profilu svarů, a dále potřebné vybavení pro přímou a nepřímou vizuální kontrolu svarů.
ČSN EN ISO 17640 N edestruktivní zkoušení svarů – Zkoušení ultrazvukem – Techniky, třídy zkoušení a hodnocení
Tato norma nahrazuje ČSN EN 1714 ze září 1999. Tato norma je použitelná pro materiály tloušťky 8 mm a větší, které vykazují nízký útlum ultrazvukových vln. Norma je především určena pro zkoušení svarů s úplným průvarem u kterých je svařovací a základní materiál feritický. Norma specifikuje čtyři třídy zkoušení.
ČSN EN ISO 11666 N edestruktivní zkoušení svarů – Zkoušení ultrazvukem – Stupně přípustnosti
Tato norma nahrazuje ČSN EN 1712 z června 1999.
Tato norma specifikuje stupně přípustnosti 2 a 3 (označené zkráceně AL 2 a AL 3) pro zkoušení svarových spojů s úplným průvarem u feritických ocelí o tloušťkách od 8 mm do 100 mm. Stupně přípustnosti odpovídají stupňům kvality B a C podle EN ISO 5817. Stupeň kvality D podle EN ISO 5817 tato norma nezahrnuje, protože se zkoušení svarů pro tento stupeň kvality nedoporučuje.
ČSN EN ISO 5173 D estruktivní zkoušky svarů kovových materiálů – Zkoušky ohybem
Tato norma nahrazuje ČSN EN 910 z prosince 1997 a mění název zkoušky ze zkoušky lámavosti na zkoušku ohybem.
Tato norma stanovuje postup k provádění příčných zkoušek ohybem zkušebních tyčí, z lícní strany nebo ze strany kořene a příčných bočních zkoušek ohybem, které jsou odebrány z tupých svarových spojů. Tato norma udává i rozměry zkušebních tyčí a dále stanovuje postup provádění podélných zkoušek ohybem ze strany kořene i líce spoje.
ČSN EN ISO 4136 D estruktivní zkoušky svarů kovových materiálů – Příčná zkouška tahem
Tato norma nahrazuje ČSN EN 895 z března 1997.
ČSN EN ISO 5178 D estruktivní zkoušky svarů kovových materiálů – Podélná zkouška tahem svarového kovu tavných svarových spojů
Tato norma nahrazuje ČSN EN 876 z ledna 1998.
Tyto mezinárodní normy stanovují rozměry zkušebních tyčí a postup pro provádění zkoušek tahem, jimiž je zjišťována pevnost v tahu a místo lomu tupého svarového spoje. Tyto normy platí pro kovové materiály.
ČSN EN ISO 9016 D estruktivní zkoušky svarů kovových materiálů – Zkoušky rázem v ohybu – Umístění zkušebních tyčí, orientace vrubu a zkoušení
Tato norma nahrazuje ČSN EN 875 z ledna 1998.
Tato mezinárodní norma předepisuje metodu popisující umístění zkušebních tyčí, orientaci jejich vrubu pro zkoušku a záznam výsledků zkoušek rázem v ohybu tupých svarových spojů do protokolu. Obsahuje způsob značení zkušebních tyčí a doplňující požadavky zkušebního protokolu.
ČSN EN ISO 9015-1 D estruktivní zkoušky svarů kovových materiálů – Zkoušení tvrdosti – Část 1: Z kouška tvrdosti spojů svařovaných obloukovým svařováním
Tato norma nahrazuje ČSN EN 1043-1 z ledna 1998.
Tato část normy specifikuje zkoušky tvrdosti na příčných řezech svarových spojů obloukově svařovaných kovových materiálů a není ji možno používat pro zkoušky svarů na austenitických korozivzdorných ocelích.
OSTATNÍ
ČSN EN ISO 4063 Svařování a příbuzné procesy – Přehled metod a jejich číslování
Tato mezinárodní norma stanovuje přehled metod svařování a příbuzných metod a jejich číselné značení. Norma zahrnuje hlavní skupiny metod (označeno jednou číslicí), skupiny (dvě číslice) a podskupiny (tři číslice). Číslo jakékoliv metody má maximálně tři číslice. Tento systém je uvažován jako pomůcka pro počítačové zpracování, výkresy, pracovní podklady, stanovení postupů svařování atd.
Změna z března 2010 a z července 2011 přiděluje další čísla metodám, které ve staré normě ČSN EN 24063 z listopadu 1995 byly sloučeny v jednom čísle, viz tabulka:
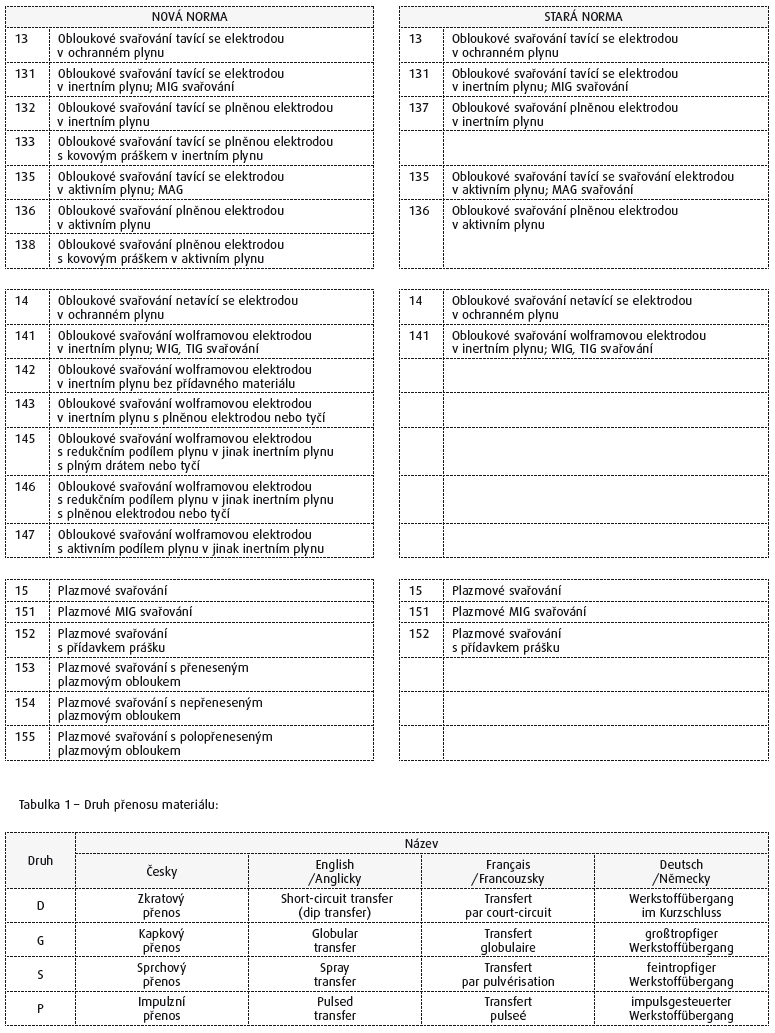
Příklad:
Svařování MAG se zkratovým přenosem (obloukové svařování netavící se elektrodou v aktivním plynu se zkratovým přenosem) se označuje následovně: ISO 4063-135-D
ČSN EN ISO 17663 Svařování – Požadavky na kvalitu tepelného zpracování souvisejícího se svařováním a příbuznými procesy
Tato mezinárodní norma uvádí požadavky na kvalitu tepelného zpracování souvisejícího se svařováním a tvářením, prováděného na vzduchu nebo v řízených atmosférách, v dílnách nebo na montážích. Platí hlavně pro feritické oceli, ale může být využita pro jiné vhodné materiály. Tato mezinárodní norma uvádí návod pro výrobce jak provádět tepelné zpracování nebo vyrábět tepelně zpracované výrobky nebo součásti. Norma může také být využita jako základ k hodnocení výrobce s ohledem na jeho schopnost provádět tepelné zpracování.
Předpokládá se, že norma bude pružným rámcem k zajištění:
- specifických požadavků na tepelné zpracování výrobcem, aby měl systém kvality podle ISO 9001;
- specifických požadavků na tepelné zpracování ve specifikacích, které vyžaduje výrobce, který již má systém
- kvality jiný než ISO 9001;
- specifického návodu pro výrobce vyvíjejícího systém řízení kvality pro tepelné zpracování;
- specifického návodu pro tepelné zpracování po svařování pro výrobce, kteří pracují podle ISO 3834-2 nebo ISO 3834-3;
- podrobných požadavků na specifikace, předpisy nebo výrobkové normy, které vyžadují řízení činností tepelného zpracování.
ČSN EN 287-6 Z koušky svářečů – Tavné svařování – Část 6: Litina
Označení zkoušky:

- Metoda svařování (viz EN ISO 4063 – Přehled metod a jejich číslování)
- Zkušební tělesa
BW – tupý svar;
FW – koutový svar;
CPC – simulovaná trhlina (trhlina v litinovém plátu (cast iron plate crack));
CPH – slepý otvor (otvor v litinovém plátu (cast iron plate hole)). - Skupiny litin
- Ostatní detaily svaru
hw – svarový kov homogenní;
sw – svarový kov polohomogenní;
nw – svarový kov nehomogenní;
Závěrem bych chtěl ještě upozornit na novou normu, která nepatří do třídy svařování:
ČSN 07 8304 T lakové nádoby – Provozní pravidla
ve které je částečně změněn text týkající se plnění, vyprazdňování, skladování, dopravy, obsluhy a údržby nádob na plyny s nejvyšším dovoleným tlakem větším než 0,5 bar (0,05 MPa) a pro zařízení souvisící s tímto provozem a také pro objekty a prostory, v nichž jsou tato zařízení umístěna.
Changes in Welding Standards
Today the issues of ČSN standards are more easily available than in the past, you can subscribe the access to websites of UNMZ. With regard to the fact that changes in standards are issued almost continuously, the article mentions only those related to welding, considered important, and those which were changed sometime last year.
Autor
NEJčtenější souvisejicí články (v posledních 30-ti dnech)
Přestože se pokročilé techniky ultrazvukového zkoušení běžně používají již od devadesátých let minulého století, do syst...
NEJlépe hodnocené související články
První jeřábový hák na světě vyrobený technikou 3D tisku úspěšně prošel zátěžovými testy na 80 tun a souvisejícími kontro...
uvedl v rozhovoru pro časopis KONSTRUKCE Ing. Lumír Al-Dabagh, generální ředitel ZVU STROJÍRNY, a. s....
NEJdiskutovanější související články
Svařování obalenou elektrodou rozhodně nepatří mezi zastaralé metody. Použití kvalitní obalené elektrody umožňuje vytvoř...
Při návrhu svařované mostní konstrukce pro městkou komunikaci v Praze Troji byla posuzována možnost použít místo klasick...
Hliník se nesvařuje s takovou samozřejmostí jako jiné kovy. Jeho velká afinita ke kyslíku, rychlá tvorba kysličníku hlin...



ISSN 1803-8433 | © Copyright 2002 - 2026 KONSTRUKCE Media, s.r.o.
Jakékoliv užití obsahu včetně převzetí, šíření či dalšího zpřístupňování článků a fotografií je bez souhlasu nakladatelství zakázáno.
KONSTRUKCE Media, s.r.o., se sídlem Starobělská 1133/5, 700 30 Ostrava, zapsaná v obchodním rejstříku vedeným u Krajského soudu v Ostravě, oddíl C, vložka 22003, Identifikační sídlo: 25851276 | Tel.: 597 317 578 | Fax: 597 579 166


