








Vláknový laser? Vaše budoucnost!
Rubrika: Zajímavosti
Drtivá většina článků pojednává o technologiích s vysokou odborností a články jsou tak plné technických detailů. Naše příspěvky nebývají výjimkou, ale v tomto případě jsme se rozhodli prezentovat problematiku širší skupině čtenářů. Pro úvod do problematiky se tedy nejprve krátce seznámíme samotným vývojem v oblasti tepelného dělení kovů, a to jak ve formě desek, tak ve formě profilů a trubek. Dále si srovnáme CO2 a vláknové lasery a shrneme požadavky na technické parametry, které je dobré si připravit před zahájením výběru těchto zařízení. Poté si přiblížíme dvě rozdílné varianty. První z nich bude určena pro méně vytížené a menší provozy s nižšími požadavky na stroj, druhá bude pro společnosti s plným vytížením a vyššími požadavky na tato řezací zařízení.

VÝVOJ
Nejstarší technologií, která se používala při tepelném dělení kovů, byl Autogen. Tuto technologii asi netřeba představovat. Nástupcem pak byla plazma, kterou částečně nahradila laserová technologie na bázi CO2 resonátoru. CO2 laser je starý přibližně 40 let a v současnosti se už v podstatě nevyvíjí. Poté nastoupila technologie vláknových, takzvaných fiber laserů. Slovo fiber je přebráno z anglického jazyka, v překladu znamená vlákno. Vláknové lasery se začaly vyvíjet pro průmysl zhruba před 40 lety a v dnešní době jsou již výrazně finančně dostupnější, než tomu bylo dříve. Cenové náklady na pořízení takového zařízení už jsou víceméně na stejné cenové hladině v porovnání s pořízením CO2 laseru, v některých případech jsou i levnější. Tato moderní technologie tak nachází uplatnění ve všech strojírenských oborech, například v leteckém průmyslu, automotive, potravinářském průmyslu a mnoha dalších.
SROVNÁNÍ CO2 LASERU A VLÁKNOVÉHO LASERU
Krátce si také přiblížíme rozdíly mezi CO2 laserem a fiber laserem. Hlavním rozdílem je délka vlny, která čím je kratší, tím lépe ji materiál pohlcuje. Tím, že efektivněji využijeme celkovou odebranou energii, tím menší množství přebytečné energie se změní v odpadní teplo. Díky těmto popsaným skutečnostem dochází k úspoře spotřebované elektrické energie a současně k úspoře nákladů za potřebné chlazení. Tato úspora je při porovnání těchto dvou řezacích technologií opravdu značná. Porovnejte si sami v tabulce č. 1.
|
Tabulka 1 – Porovnání vlnových délek a vyjádření zužitkované energie z celkové odebrané spotřeby (ilustrativní hodnoty) |
||
|
Vlnová délka (nanometry) |
Procentuální vyjádření zužitkované energie |
|
| CO2 laser | 10 600 nm | 8 % |
| Vláknový laser | 1 070 nm | 25 - 35 % |
| Zdroj: 4iSP, s. r. o. | ||
CO JE VHODNÉ SI PROMYSLET PŘED SAMOTNOU POPTÁVKOU?
V praxi se často setkáváme se skutečností, že si poptávající neuvědomuje potřebné množství informací, které je vhodné si dopředu promyslet. Z tohoto důvodu jsme si dovolili do článku uvést přehled nejdůležitějších parametrů, které je zapotřebí zadat možnému dodavateli vláknového řezacího laseru, pro optimální nabídku nejvhodnějšího řešení.
- Jaký materiál chcete řezat? (Ušlechtilá ocel, železo, černá ocel atd.)
- Jedná se o desky, profily a trubky, či potřebujete řezat oboje?
- Tloušťka materiálu? (Uvést v mm. V případě profilů a trubek uvést, zda je tloušťka konstantní, nebo zda je v rozích či svárech tlustší a o jakou tloušťku se jedná.)
- Rozměr materiálu? (Uvést v mm.)
- Složitost vyřezávaných tvarů? (Je důležité pro zvolení vhodné akcelerace.)
- Kolik toho budete řezat? (směnnost, případně uvést strojové hodiny za den.)
- Budete vyžadovat výměnný stůl? (V případě výměnného stolu probíhá na jednom stole řezání, druhý má obsluha k dispozici k manipulaci s již zpracovaným materiálem a nachystání materiálu nového.)
- Vyžadujete kryt stroje? (Slouží k zajištění bezpečnosti, zabránění vniknutí cizích předmětů v prašném prostředí atd.)
- Přibližnou plánovanou dobu spuštění výroby na laseru.
PŘÍKLADY NÁMI NABÍZENÝCH VLÁKNOVÝCH ŘEZACÍCH LASERŮ
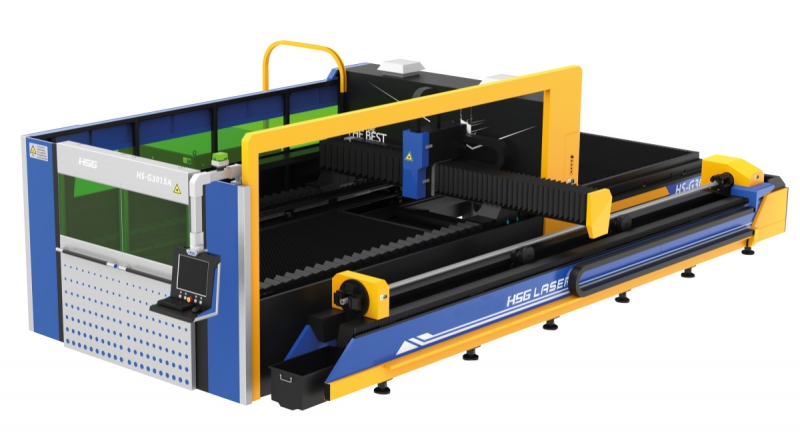
HS-F2513C-R500 – příklad ekonomické varianty
Technické parametry tohoto zařízení:
- Rozměr pracovního stolu: 2 500 × 1 300 mm
- Rotace: NE (neumožňuje současné řezání profilů a trubek)
- Výměnný stůl: NE (neumožňuje současnou výměnu materiálu na ploše a řezání)
- Krytování: NE
- Pohon: ozubený řemen
- Poziční přesnost: 0,1 mm/m
- Maximální řezná rychlost: 20 m/min.
- Maximální akcelerace: 0,2 G
- Zdroj: Raycus 500 W (umožňuje řezat uhlíkovou ocel v tloušťce 4 mm a nerez v tloušťce 2 mm. Tyto parametry lze částečně navýšit.)
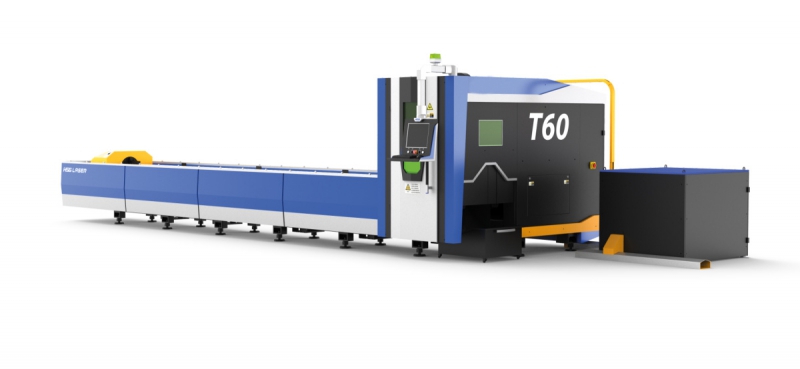
HS-G4020E-F60-I3000 – příklad průmyslového stroje pro plošný i profilový materiál s výměnnými stoly
Technické parametry tohoto zařízení:
- Rozměr pracovního stolu: 4 000 × 2 000 mm
- Rotace: ANO (umožňuje i řezání profilů a trubek)
- Výměnný stůl: ANO (velmi zefektivňuje produktivitu práce, stroj může řezat „nonstop“
- Krytování: ANO
- Pohon: ozubený hřeben
- Poziční přesnost: 0,05 mm/m
- Maximální řezná rychlost: 120 m/min.
- Maximální akcelerace: 1,5G
- Zdroj: IPG 3000 W (umožňuje řezat uhlíkovou ocel v tloušťce 12 mm a nerez v tloušťce 6 mm. Tyto parametry lze částečně navýšit.)
Nabízíme také zařízení s duralovým portálem, který je lehčí, díky tomu přináší vyšší rychlost (140 m/min.) při zachování tuhosti a odolnosti. Dále také stoje s řídícím systémem BECKHOFF, které umožňují softwarové začlenění, také umožníme podporu integrace do systému JETCAM, osadíme stroj německou hlavou Precitec, či vybavíme zdrojem až 8 000 W pro řezání daleko silnějších materiálů. Nabízíme také zařízení, které běžně zpracovává hodinářskou mosaz a pyšní se opakovatelnou poziční přesností 0,01 mm. Dále je možné nabídnout robotické řezání, portálová zařízení, stroje umožňující svařování či celé výrobní linky.
Možností je opravdu nepřeberné množství a díky tomu můžeme nabídnout zákazníkovi nejvhodnější řešení pro jeho maximální spokojenost dnes i v budoucnosti. Důraz je vždy kladen na testování strojů, efektivitu provozu a správný výsledek požadovaného produktu.
A Fibre Laser? Your Future!
The vast majority of articles describe technology in a highly professional way, saturating the articles with technical details. Often, our articles are no exception; however, in this case, we decided to present the topic to a wider scope of readers. Therefore, the introduction to the topic gives a brief description of the development in the field of thermal cutting of metals – both in the form of sheets, as well as profiles and tubes. Afterwards, we will compare CO2 and fibre lasers, summarising the requirements for technical parameters that should be prepared prior to choosing one equipment or another. Then we will focus on two different variants. First of them will be designed for less busy and smaller operations with lower demands on machines, and the second variant will be intended for the companies with a full capacity utilization and higher demands on the cutting device.

NEJčtenější souvisejicí články (v posledních 30-ti dnech)
Na dvě stovky posluchačů z řad odborníků na požární ochranu si našly 2. února 2012 cestu do Atelieru D na Stavební fakul...
V rámci řešení projektu VaV MPO – FR-TI1/560 Optimalizace výrobních a provozních podmínek žárově zinkovaných ...
Spriahnuté drevo-betónové konštrukčné prvky sa využívajú čoraz častejšie pri tvorbe moderných drevených nosných sústav b...
NEJlépe hodnocené související články
uvedl v rozhovoru pro časopis KONSTRUKCE Ing. Jindřich Řičica, předseda Asociace dodavatelů speciálního zakládání staveb...
Autoři v článku popisují architektonické, konstrukční a materiálové řešení nové hasičárny v Krásné Studánce. Ta neslouží...
Po třech letech a tour v Indii a Číně se veletrh Bauma vrátil na výstaviště v bavorské metropoli – do Mnichova. Největší...
NEJdiskutovanější související články
Koncept „dřevostavba“ není zatím přesně definován. Tímto pojmem budeme rozumět stavební dílo, pro jehož nosnou konstrukc...
Zinkové povlaky tvoří nejefektivnější antikorozní ochranu ocelových výrobků. V práci je představena analýza nákladů...
AERO-THERM znamená revoluci v izolaci a zateplování budov a objektů. AERO-THERM je nanotechnologie, která je schopna dík...



ISSN 1803-8433 | © Copyright 2002 - 2026 KONSTRUKCE Media, s.r.o.
Jakékoliv užití obsahu včetně převzetí, šíření či dalšího zpřístupňování článků a fotografií je bez souhlasu nakladatelství zakázáno.
KONSTRUKCE Media, s.r.o., se sídlem Starobělská 1133/5, 700 30 Ostrava, zapsaná v obchodním rejstříku vedeným u Krajského soudu v Ostravě, oddíl C, vložka 22003, Identifikační sídlo: 25851276 | Tel.: 597 317 578 | Fax: 597 579 166


