







 Svařování a dělení Ověření materiálových vlastností přídavných svařovacích materiálů – při svařování ocelových konstrukcí
Svařování a dělení Ověření materiálových vlastností přídavných svařovacích materiálů – při svařování ocelových konstrukcíOvěření materiálových vlastností přídavných svařovacích materiálů – při svařování ocelových konstrukcí
Rubrika: Svařování a dělení
Článek je zaměřený na požadavky jakosti pro výrobu přídavných materiálu. Vychází z výrobkové normy EN 13479 a poukazuje na proces spojení s výrobou vzorků, jejich úpravou před zkoušením dle normy a následné zkoušení dle daných norem. Závěrem článku jsou prezentovány výsledky a vyhodnocení daného přídavného materiálu.
VÝBĚR PŘÍDAVNÝCH MATERIÁLŮ PRO SVAŘOVÁNÍ, (MIG/MAG – 135) OCELOVÝCH KONSTRUKCÍ
Výběr přídavných materiálů na svařování skupiny materiálů 1.1 až 2.1 se řídí podle principů podobnosti se svařovaným materiálem, co se týče jeho chemického složení a mechanických vlastností. Podle normy EN 1993-1-8 by specifikovaná meze kluzu, pevnost v tahu, prodloužení při porušení a vrubová houževnatost přídavného materiálu měli být ekvivalentní, nebo lepší, než odpovídající charakteristiky základního materiálu. Všeobecně je bezpečné používat elektrody, které mají požadované vlastnosti lepší jako ocel použité pevnostní třídy. Druh přídavného materiálu musí být v souladu se způsobem svařování.
Při výběru přídavného materiálu je potřebné si uvědomit ještě jeden důležitý fakt, a to, že hodnota meze kluzu a meze pevnosti čistého svarového kovu bývá velmi blízko sebe a tento malý rozdíl nemusí korespondovat s mechanickými vlastnostmi základního materiálu. Při volbě přídavného materiálu se stejnou specifickou mezí kluzu jakou má základní materiál, bývá poté hodnota meze pevnosti svarového kovu výrazně nižší, což vede k neshodám při kvalifikačních zkouškách nebo, co je ještě horší, k porušení v samotném provozu.
| Tabulka 1 – Charakteristika použitých přídavných materiálů | |||
| Svařovací drát | Použití |
Mechanické vlastnosti svarového kovu |
Chemické složení svařovacího drátu |
|
KOWAX Speed Road G3Si1 Ø1.0 |
Nepoměděný drát |
Hodnoty deklarované výrobcem [hmot. %] | |
|
ReL/Rp = 441 MPa (pro M21) |
C = 0,08 |
||
|
Poznámka: EN ISO 14341-A (Drátové elektrody a svarový kov na obloukové svařování tavící se elektrodou v ochranném plynu nelegovaných a jemnozrnných ocelí) Označení bude: EN ISO 14341-A G 42 4 C1/M1 3Si1 |
|||
VÝROBA VZORKU SVÁROVÉHO KOVU
Ověření hodnot z atestu vlastními zkouškami, přičemž postup byl zvolen dle harmonizované normy EN 13479 pro svařovací materiály (všeobecná výrobková norma). Bylo vyhotoveno celkem 6 vzorků, provedení BW (tupý spoj). Zkoumaným přídavným materiálem, na kterém byly uskutečněny mechanické zkoušky, je KOWAX Speed Road G3Si1 1.0. Klasifikace G3Si1 dle EN ISO 14341-A. Průměr 1.0.
VÝSLEDKY ZKOUŠENÍ SVAROVÉHO KOVU
Pro zkoušku tahem byly použity tři vzorky svarového kovu. Pro danou zkoušku byl použitý zatěžovací stroj EU 40, číslo 990.56/6. Rozsah 0 – 400 kN. Teplota okolí 21 °C. Akreditovaná zkouška č. protokolu o zkoušce 3-1/2016.
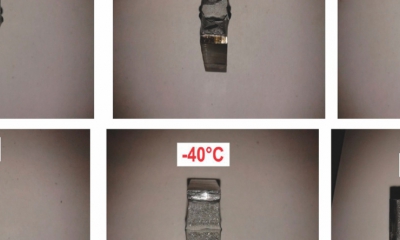
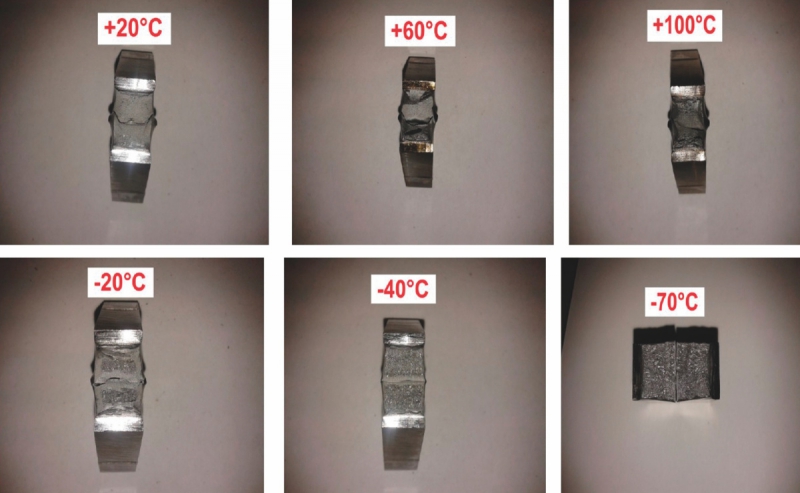
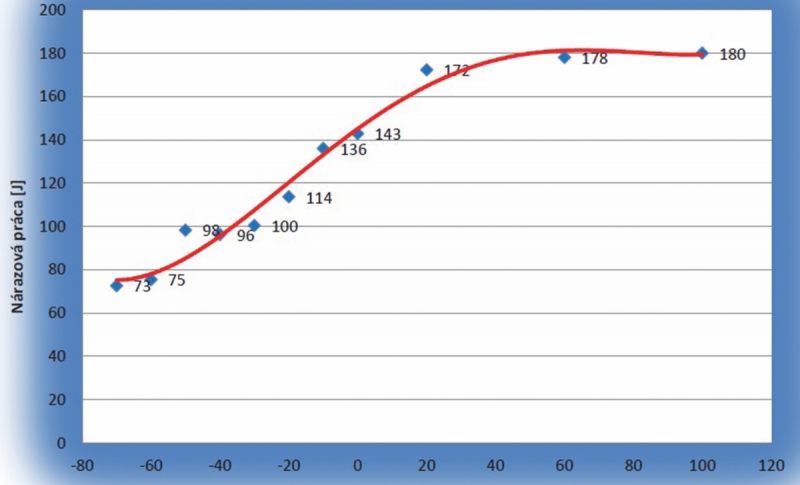
Zkouška vrubové houževnatosti svarového kovu byla vykonaná dle metodických pokynů zkušební organizace v souladu s normou EN ISO 148-1 (10 x 10 x V2) a EN ISO 9016. Bylo použité zkušební kyvadlové kladivo o rozsahu 300 J číslo 423/79. Maximální energie kyvadlového kladiva je 300 J. Počet vzorků 55. Rozsah teplot od – 70 °C do 100 °C. Akreditovaná zkouška č. protokolu o výsledku zkoušky 3-2/2016. Na obr. 2 najdeme vzorky KCV po zkoušce v různých teplotních režimech. Na obr. 3 je zobrazený grafický průběh závislosti absorbované energie na změně teploty.
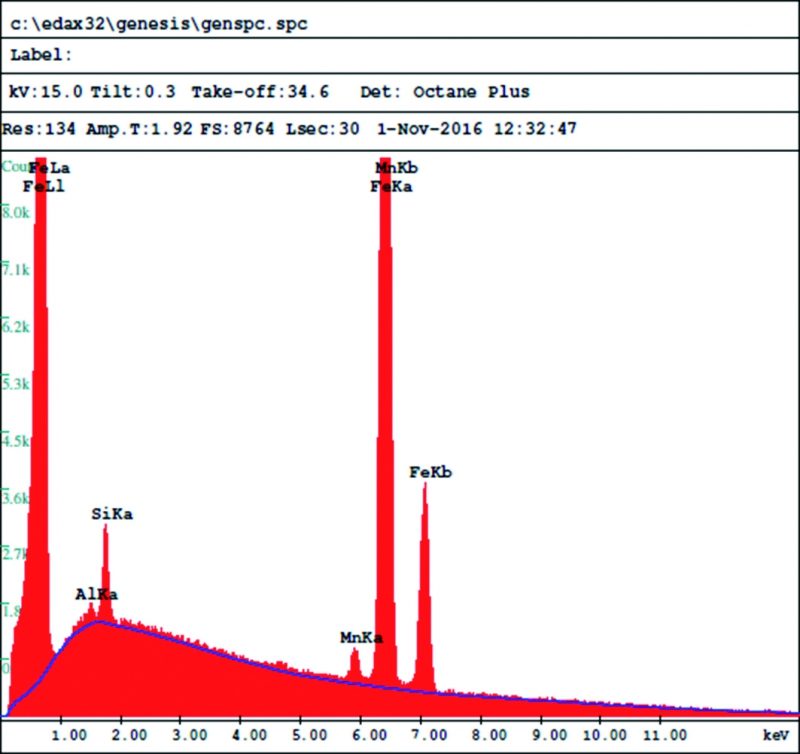
Ověření chemického složení proběhlo také pomocí spektrálního složení viz obr. 4.
U hodnot, které jsou definovány normou EN ISO 14341-A po porovnání a ověření v akreditovaných laboratořích, je možno konstatovat, že hodnoty ReL min. / Rp0,2 min. = 420 [MPa], Rm = 500 až 640 [MPa], Amin = 20 [%], byly v požadovaných rozpětích požadovaných normou, stejně, jako hodnoty nárazové práce svarového kovu 47 J = –40 [°C]. Hodnoty pro maximální obsah prvků udávaný v hmotnostních procentech pro některé prvky byly požadovaného rozsahu.
OVĚŘENÍ VLASTNOSTÍ SVAROVÉHO SPOJE PŘI SVAŘOVANÍ ZKUŠEBNÍCH VZORKŮ PRO WPQR S POUŽITÍM PŘÍDAVNÉHO MATERIÁLU PODLE EN ISO 14341-A: G 42 4 M21 3SI1
Pro příklady schvalovacího procesu byly zkušební vzorky připraveny z ocele S355J2+N (zařazené do skupiny 1.2.) Tloušťka plechu 15 mm, provedení PF a PC, typ spoje BW.
Jelikož parametry svařování závisí ve velké míře od polohy svařování, uvádíme jenom rozsah tepelného příkonu, který se pohyboval v rozsahu 0,33 až 1,20 [kJ.mm–1]. Pro srovnání mechanických vlastností svarového spoje jsou pro nás v tomto případě důležité: zkouška tahem, zkouška lámavosti, zkouška rázem v ohybu, a zkouška tvrdosti. Jelikož tupý spoj měl tloušťku t = 15 mm, pro zkoušku lámavosti byl podle EN ISO 15614-1 volený bočný ohyb (zkušební tyče s označením SBB).
ZÁVĚR
Daný článek měl poukázat na náročnost požadavků jakosti na přídavné materiály. Výběr přídavných materiálů je důležitá součást svařování. U dané skupiny materiálu 1.2 se řídí dle podobnosti se svařovaným materiálem v oblasti chemického složení a mechanických vlastností. Ověření vlastností pomocí srovnávacích zkoušek prokázalo, že hodnoty jsou v požadovaných limitech ve smyslu normy EN ISO 14341-A.
Také je potřeba si uvědomit, že u kvalifikace zkoušek třeba pro WPQR, není až takou samozřejmostí dosáhnout požadované výsledky především u zkoušky rázem v ohybu a hodnotách tvrdosti, které jsou ve velké míře ovlivněny parametry svařování, polohou svařování a tepelným režimem.
Welding materials – Quality requirements for the production of welding materials and related processes
The main focus of the article is the quality requirements for the production of additive materials. It is based on the product standard EN 13479 and it describes the process of connection of material with the product sample, its modification before testing according to the standard and the subsequent testing according to the given standards. The article concludes with presenting the results and evaluation of the given additive material.


NEJčtenější souvisejicí články (v posledních 30-ti dnech)
Nejprve to hlavní – co si představit pod pojmem slabý plech. Je to tenký plech válcovaný za studena plech tloušťky 0,6 –...
Pro stavební svařované staticky, dynamicky a únavově namáhané konstrukce, pracující za teplot v podcreepové oblasti jsou...
Pájení je několik tisíciletí stará metoda spojování materiálů, od počátku 20. století využívaná průmyslově. Výhodou je m...
NEJlépe hodnocené související články
První jeřábový hák na světě vyrobený technikou 3D tisku úspěšně prošel zátěžovými testy na 80 tun a souvisejícími kontro...
uvedl v rozhovoru pro časopis KONSTRUKCE Ing. Lumír Al-Dabagh, generální ředitel ZVU STROJÍRNY, a. s....
NEJdiskutovanější související články
Svařování obalenou elektrodou rozhodně nepatří mezi zastaralé metody. Použití kvalitní obalené elektrody umožňuje vytvoř...
Při návrhu svařované mostní konstrukce pro městkou komunikaci v Praze Troji byla posuzována možnost použít místo klasick...
Hliník se nesvařuje s takovou samozřejmostí jako jiné kovy. Jeho velká afinita ke kyslíku, rychlá tvorba kysličníku hlin...



ISSN 1803-8433 | © Copyright 2002 - 2026 KONSTRUKCE Media, s.r.o.
Jakékoliv užití obsahu včetně převzetí, šíření či dalšího zpřístupňování článků a fotografií je bez souhlasu nakladatelství zakázáno.
KONSTRUKCE Media, s.r.o., se sídlem Starobělská 1133/5, 700 30 Ostrava, zapsaná v obchodním rejstříku vedeným u Krajského soudu v Ostravě, oddíl C, vložka 22003, Identifikační sídlo: 25851276 | Tel.: 597 317 578 | Fax: 597 579 166


