







 Svařování a dělení Nový vývoj v obloukovém svařování v plynné ochranné atmosféře u hliníkových slitin pomocí směsí plynů obsahujících menší plynné příměsi
Svařování a dělení Nový vývoj v obloukovém svařování v plynné ochranné atmosféře u hliníkových slitin pomocí směsí plynů obsahujících menší plynné příměsiNový vývoj v obloukovém svařování v plynné ochranné atmosféře u hliníkových slitin pomocí směsí plynů obsahujících menší plynné příměsi
Rubrika: Svařování a dělení
Při obloukovém svařování v plynné ochranné atmosféře u kovů, zejména u procesů TIG nebo MIG, lze za účelem zlepšení celkového výkonu používat různé plynné příměsi.
V minulosti byly hlavními přísadami:
- vodík – pro svařování běžných austenitických nerezavějících ocelí – v rozsahu 1 až 15 %,
- hélium – například pro svařování hliníku a slitin – v rozsahu 5 až 100 %.
V podstatě se tyto přídavky používají pro vytvoření inertních efektů, protože wolframovou elektrodu v procesu TIG je třeba chránit před rychlou erozí. Tyto inertní plyny wolframovou elektrodu účinně chrání před kontaminací kyslíkem a dusíkem, pokud jsou tyto plyny nebo směsi s argonem přísně kontrolovány – při výkonu – pokud jde o vlhkost, O2 a N2.
Tyto procesy inertních plynů byly v nedávné době posíleny pomocí směsí obsahujících lehce reakční příměsi jakou je dusík. Hlavní aplikací v tomto případě jsou stále konstrukce z duplexní a superduplexní nerezavějící oceli, které vyžadují specifickou ochrannou směs argonu nebo argon-helia obvykle obsahující mezi 1 až 5 % N2.
Při svařování hliníku s tavnou elektrodou se používání specifických argon-kyslíkových směsí s obsahem kyslíku mezi 1 a 2 % O2 objevilo před několika lety. Výhodou byla extrémně vysoká míra penetrace při konstantních mechanických vlastnostech – ve srovnání s klasickými argon-héliovými směsmi. Stinnou stránkou v tomto případě jsou vzhledové vlastnosti povrchu, na kterém dochází značnému ukládání tmavých oxidů. Tyto oxidy lze odstranit jednoduše a s nevelkými náklady, ne ve všech aplikacích jsou však přijatelné.
Mikropřídavky plynných prvků se začaly používat v 70. letech minulého století, kdy se na evropském trhu objevily první směsi s mikropřídavky. Mikropřídavek je přídavek, který je obecně menší než 0,5 %. První z těchto mikropřídavků byl použit pro svařování TIG hliníku pro snížení úrovně emisí O3. Těmito přídavky byly CO (oxid uhelnatý) a NO (oxid dusnatý). Úroveň přídavku se pohybovala mezi 150 a 300 ppm nebo-li 0,015 až 0,03 %.
Svařovací výkon je srovnatelný s čistým argonem, přičemž příměsi hélia (nebo příměsi H2 pro austenitické nerezavějící oceli) umožňují dosažení vyšších výkonů (produktivity, snížení nákladů na kus) při snížené úrovni emisí.
V 80. letech minulého století byla zavedena první ochranná směs pro proces MIG/MAG pro svařování slitin na bázi niklu. Tento typ směsí obsahuje CO2 jako mikropřísadu v rozsahu 500 – 1 000 ppm (0,05 – 0,1 %) a vykazuje vynikající vlastnosti při omezení prskání, vlhnutí a vzhledu svaru ve srovnání se standardní argonovou nebo argon-héliovou směsí, které se běžně používaly.
Nedávno, a zejména pro svařování TIG hliníku, se objevily mikropříměsi v rozsahu 50 až 250 ppm různých aktivních, ale také velmi malých příměsí reaktivních plynů, jako je kyslík, oxid uhličitým, dusík či jejich různé směsi s oxidem uhelnatým či bez něj.
Cílem vývoje bylo dosažení podstatně lepší stability oblouku v průběhu svařování TIG hliníkových slitin, případně odstranění potřebných předběžných prací, které sestávají z odstranění izolační hliníkové oxidové vrstvy z oblasti spoje.
VLIV PLYNNÝCH PŘÍMĚSÍ NA VLASTNOST I SVAŘOVÁNÍ
V případě mikropříměsí nehrají fyzikální či chemické vlastnosti přidaných plynných součástí žádnou roli. Tepelná vodivost, entalpie či elektrická vodivost a ionizační potenciál nyní mají vliv, na chování oblouku. Vlastnosti přidaných plynů je třeba posoudit z hlediska jejich chování při interakci mezi plynnou složkou a taveným materiálem.
Známé monoatomické plyny nejsou příliš zajímavé, protože jsou chemicky inertní vůči metalurgii a interakci svařování. Víceatomové plyny jsou mimořádně zajímavé, neboť molekula se uvnitř svařovacího oblouku rozdělí na jednotlivé prvky, které reagují buď s roztavenou louží, nebo opět reagují s volnými radikály. Energie uvolněná průběhu rozpadu a opětovné reakce je pro zlepšení výkonu zanedbatelná.
Z možné škály víceatomových plynů jsou pro charakter tavení zajímavé následující: CO2, O2, N2, NO, další NOx, CO, H2, H2O
CO2 – oxid uhličitý – a O2 – kyslík – vykazují výrazný vliv na výkon svařování v případě příměsí přesahujících 1 000 ppm nebo-li 0,1 %. V případě obloukového svařování hliníku vykazuje CO2 vyšší tendenci k vytváření pórovitosti, přičemž příměsi kyslíku – v procesech MIG/MAG – mohou dosáhnout až 2 % aniž by se projevila pórovitost. Nevýhodou obou plynných příměsí je extrémně vysoká citlivost wolfrámové elektrody v procesu TIG na kontaminaci O2. Ve skutečnosti při úrovni přesahující 50 ppm O2 (0,005 %) dochází ke zkrácení životnosti elektrody nebo přesněji dochází ke zvýšení frekvence změny tvaru elektrody. H2 a H20 jsou mikropřísady bez efektů při svařování standardních austenitických nerezavějících ocelí. Při svařování hliníku je přítomnost pórovitosti ve ztuhlésvařovací lázni především důsledkem kontaminace vlhkostí. Úroveň vlhkosti ochranné atmosféry by měla být nižší než 40 ppm – v závislosti na aplikaci.
NO, CO či jiné NOx jsou toxické prvky, které vykazují úroveň toxicity (TLV nebo prahové hodnoty), které se blíží nebo se nacházejí pod úrovní přísady. Veškeré freony, plyny obsahující fluór, chlór,… jsou vysoce toxické a/nebo korosivní a z využití pro průmyslové aplikace jsou vyloučeny.
Dusík je dvouatomový plyn, který se již využíval jako příměs při svařování TIG u duplexních ocelí. Atomický dusík vykazuje určitou chemickou reaktivitu s hliníkem, protože vykazuje reaktivitu na usazeninách austenitu při svařování nerezavějící oceli.
JAKÝ JE VLIV DUSÍKU NA VLASTNOST I SVAŘOVÁNÍ?
V naší laboratoři vývoje a výzkumu CTAS (Centre technique des Application du Soudage, Pontoise, Francie) jsme zkoumali menší rozsah příměsi N2 do argonu za účelem stanovení maximální přípustné úrovně obsahu dusíku v argonu pro svařování MIG a TIG, které však vykazují:
- zvýšení míry penetrace, ve srovnání s čistých argonem,
- zvýšení stability oblouku,
- omezení vzhledu housenky po svařování.
Příměsi se pohybovaly od 0 do 1 200 ppm, s vědomím, že kontaminace dusíku v ochranné atmosféře se mohou pohybovat od méně než 5 ppm do 200 ppm, v závislosti na typu a kvalitě ochranného plynu (například ochranné plyny pro svařování MAG nerezavějících ocelí jsou velmi odolné proti N2, zatímco svařování titanu vyžaduje méně než 10 ppm N2).
V druhém bodě se zdálo důležité dosáhnout vzhledu svaru podobného/stejného jako u toho, který lze dosáhnout v případě použití čistého argonu nebo směsi argon-hélium s příměsí hélia 20 až 30 %.
Podmínky sváření
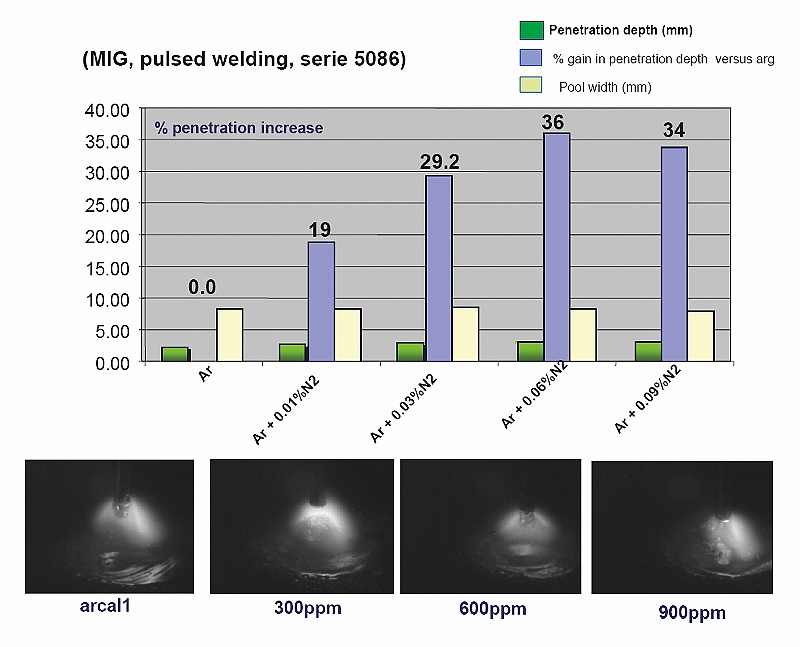
MIG a TIG se používaly pro sváření různých hliníkových slitin, zejména pak hliníkové slitiny typu 5086. Pro vývoj byly provedeny test ohýbání, test tažné síly, radiografické testování a nahrávání videa s vysokou rychlostí. S cílem dosažení srovnatelných výsledků byly testy provedeny na vodou chlazeném podkladě s kontrolovanou rychlostí chlazení. Příměsi plynů bylo dosaženo vícenásobným ředěním kontrolovaným pomocí plynové chromatografie.
VÝSLEDKY
Míra penetrace versus argon
Můžeme vidět, že 300 ppm příměsi dusíku (nebo-li 0,03 %) vykazuje stejný penetrační efekt jako 10 – 15 % hélia. Směsi obsahující 600 ppm nebo-li 0,06 % N2 mají ekvivalentní výkon jako klasické směsi 20 až 30 % He. Mechanické vlastnosti, rentgenová kvalita směsí až do 1 000 ppm jsou podobné výsledkům dosaženým pomocí argonu, kvalita 4,8 s vlhkostí a obsahem O2 pod 5 ppm a obsahem N2 méně než 10 ppm. Obvyklý test ohýbání o 180° na horní a zadní straně v posuzované škále příměsí N2 nevykázal žádnou citlivost na praskání.
Zvýšení stability oblouku
Stabilita oblouku pro proces sváření MIG a TIG jsou zaznamenávány analýzou elektrického signálu. Mezi argonem a směsí argonu s různými mikropřísadami nebylo možné sledovat žádné větší rozdíly signálu oblouku. Na druhou stranu měl svářeč pocit, že stabilita oblouku byla lepší. Vysvětlení poskytneme níže.
Vzhled housenky po svařování
Vzhled housenky po vychlazení na teplotu vzduchu prostředí nevykazuje žádný rozdíl od svařování provedeného čistým argonem. S příměsí N2 přesahující 1 000 ppm (0,1 %) se vzhled svaru mění a vede k odmítnutí výkonu.
Vysvětlení fenoménu
Přidání N2 do ochranné plynné atmosféry způsobí velmi rychlou reakci monoatomického dusíku s louží roztaveného hliníku. Vzniknou nitridy s vysokými emisemi elektronů, které vytvoří vysoce „stabilní“ sloupec oblouku. Ve skutečnosti tento sloupec oblouku vykazuje poměrně vysoký tlak na roztavenou lázeň, efektivně tlačí svařovací lázeň dolů a podporuje určitou rotaci lázně, shora dolů. To způsobuje výrazné zlepšení penetrace a vynikající rentgenovou kvalitu (bude převedeno srovnání krátkého videa nahrávaného při vysoké rychlosti).
Testy prováděné na nerezavějící oceli a uhlíkové oceli by mohly tento fenomén prokázat, avšak v takových případech je již výkon stávajících argon-vodíkových směsí pro austenitické nerezavějící oceli, nebo směsi argonu a hélia pro ostatní případy dostatečný.
ZÁVĚR
Svařování hliníku v procesech TIG nebo MIG vyžaduje využití směsí argonu a hélia v případě, že se vyžaduje vysoký výkon. Dnes je možné standardní směs hélia nahradit mikropříměsí dusíku v argonu, a to při uchování mechanických vlastností, jakož i vzhledu.
New Development in Arc Welding of Aluminium Alloys in Safety Gas Atmosphere by Means of Mixture of Gases Consisting of Small Gas Admixtures
When arc welding of metals in safety gas atmosphere, mainly during TIG or MIG procedures, various gas admixtures can be used in order to improve overall performance. Micro admixtures ranging from 50 to 250 ppm in various active or as well very small admixtures of reactive gases such as oxygen, carbon dioxide, nitrogen and their various mixtures with carbon monoxide or without it have recently been introduced mainly for welding of TIG aluminium. The aim of development was to achieve markedly better stability of arc during welding of TIG aluminium alloys, alternatively, removal of required preparatory works consisting of elimination of isolation aluminium oxide layer from the joint space.
NEJčtenější souvisejicí články (v posledních 30-ti dnech)
Přestože se pokročilé techniky ultrazvukového zkoušení běžně používají již od devadesátých let minulého století, do syst...
NEJlépe hodnocené související články
První jeřábový hák na světě vyrobený technikou 3D tisku úspěšně prošel zátěžovými testy na 80 tun a souvisejícími kontro...
uvedl v rozhovoru pro časopis KONSTRUKCE Ing. Lumír Al-Dabagh, generální ředitel ZVU STROJÍRNY, a. s....
NEJdiskutovanější související články
Svařování obalenou elektrodou rozhodně nepatří mezi zastaralé metody. Použití kvalitní obalené elektrody umožňuje vytvoř...
Při návrhu svařované mostní konstrukce pro městkou komunikaci v Praze Troji byla posuzována možnost použít místo klasick...
Hliník se nesvařuje s takovou samozřejmostí jako jiné kovy. Jeho velká afinita ke kyslíku, rychlá tvorba kysličníku hlin...



ISSN 1803-8433 | © Copyright 2002 - 2026 KONSTRUKCE Media, s.r.o.
Jakékoliv užití obsahu včetně převzetí, šíření či dalšího zpřístupňování článků a fotografií je bez souhlasu nakladatelství zakázáno.
KONSTRUKCE Media, s.r.o., se sídlem Starobělská 1133/5, 700 30 Ostrava, zapsaná v obchodním rejstříku vedeným u Krajského soudu v Ostravě, oddíl C, vložka 22003, Identifikační sídlo: 25851276 | Tel.: 597 317 578 | Fax: 597 579 166


