








Moderní řízení výroby ocelových konstrukcí
Rubrika: Projektování
Cílem tohoto článku je poskytnout základní informace o možnostech informačních systémů (dále jen IS) pro výrobu ocelových konstrukcí. Nejprve se tedy podíváme, čím se zabývají IS pro plánování a řízení výroby obecně, a poté, jaké specifické požadavky na IS má výroba ocelových konstrukcí a jak tyto požadavky splňuje na výrobu ocelových konstrukcí specializovaný systém GRAITEC Advance Workshop.
NOVÝ FENOMÉN INDUSTRY 4.0
Revoluce ve výrobních procesech se nezastavila u páry (1. průmyslová revoluce), ani u elektrifikace a pásové výroby (2. průmyslová revoluce), ani u automatizace (3. průmyslová revoluce). V současnosti probíhá její další fáze, a to ve znamení digitalizace. To vše je spojeno s fenoménem zvaným Industry 4.0 / Průmysl 4.0, který zjednodušeně řečeno počítá s plnou automatizací výroby založené na propojení strojů (Internet věcí) a rozhodovacích procesů, což je doménou informačních systémů.
ČÍM SE ZABÝVAJÍ INFORMAČNÍ SYSTÉMY PRO ŘÍZENÍ VÝROBY
Když se podíváme po internetu, tak zjistíme, že na trhu se nabízejí desítky komplexních informačních systémů pro plánování a řízení výroby, které zahrnují vše od ekonomiky firmy až po technickou přípravu výroby. Některé z nich se chlubí až mnoha tisíci zákazníky. A dále když se podíváme na podrobněji webové stránky těchto informačních systému, tak zjistíme, že všechny tyto IS nabízejí podobné:
- informace o stavu zakázky (přehled o rozpracovanosti zakázek),
- informace o trvání jednotlivých výrobních operací,
- vykazování práce (odvádění operací) a zvýšení motivace a produktivity,
- kapacitní plánování (plán výroby, termín výroby, úzká hrdla výroby),
- traceabilitu výroby.
Nicméně pokud byste měli příležitost navštívit uživatele těchto IS, a mám teď na mysli výrobce ocelových konstrukcí, zjistíte, že nasazení těchto systémů ani po několika letech a milionových dodatečných nákladech většinou nedosáhlo proklamovaných cílů. Důvod je jednoduchý. Výroba ocelových konstrukcí má své odlišnosti od běžné průmyslové produkce.
SPECIFIKA VÝROBY OCELOVÝCH KONSTRUKCÍ
Typickou vlastností ocelových konstrukcí je jejich atypičnost – každá konstrukce je jiná a v rámci konstrukce je relativně malá opakovatelnost. Největší podíl nosných konstrukcí připadá na stavebnictví, kdy zastoupení strojních mechanismů v konstrukčním celku je minimální nebo i nulové. Jedná se o skelety budov a hal, mosty, věže a stožáry nebo o zásobníky, sila a vodojemy. Vyznačují se menším nebo žádným zastoupením pohyblivých mechanismů. Samotná konstrukce je typicky tvořena z jednotlivých dílů (nejčastěji z plechů a profilů), které se v dílně spojují pomocí svarových spojů do dílců, z nichž se konstrukce montuje na staveništi.
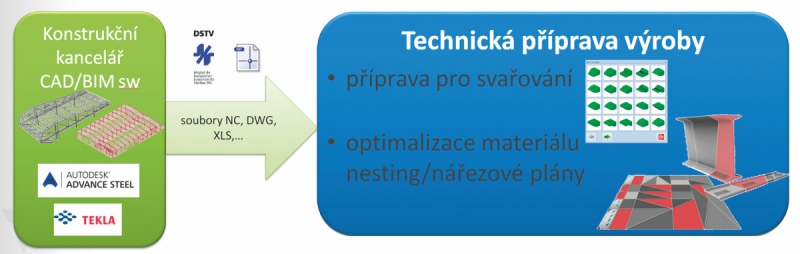
Pro každou novou konstrukci se musí vytvořit nová výrobní (dílenská) dokumentace, kterou vytvoří konstrukční kancelář pomocí některého 2D/3D CAD (např. AutoCAD) nebo BIM (např. Advance Steel, Tekla,…) softwaru. Výrobní dokumentace je tvořena ideálně NC soubory podle DSTV – což napomáhá automatizaci, ale většinou výkresy ve formátech DWG/DXF či PDF, kusovníky ve formátu XLS atd.
Výrobní dokumentace je následně zpracována v oddělení technické přípravy výroby, kde se zkontroluje, doplní nebo upraví např. informacemi pro přípravu pro svařování a stanoví technologické a výrobní postupy. Příprava výroby také zahrnuje optimalizaci spotřeby materiálu pomocí nářezových/pálicích plánů (tzv. nesting).
Trendem dnešní výroby ocelových konstrukcí je maximální automatizace, takže technicky dobře vybavení výrobci mají k dispozici CNC pilovrtací centra, tzv. pévécéčka, od různých výrobců, které slouží pro zpracování profilů. Pro dělení plechů se používají CNC plazmové, autogenové nebo laserové páličky. Pro každý CNC stroj je nutný nějaký software, který je schopen vytvořit řídící tzv. program. Takže se může stát, že pokud výrobce má několik strojů a každý je od jiného dodavatele, musí připravovat data pro CNC stroje v různých prostředích.
Z výše uvedených specifik vyplývají požadavky na systém, který pro plánování výroby potřebuje „vidět“, co se vlastně má vyrobit – klíčová je možnost rychle vytvořit data zakázky buď importem DSTV/NC souborů, souborů DWG/DXF nebo manuálním zadáním pomocí připravených šablon. A tyto požadavky splňují pouze systémy specializované na výrobu konstrukcí, mezi něž patří také Advance Workshop vyvíjený společností GRAITEC.
GRAITEC ADVANCE WORKSHOP
Základem Advance Workshopu je virtuální dílna, která obsahuje všechny:
- výrobní operace pro jednotlivé díly (řezání, vrtání atd.) a dílce (svařování, tryskání, lakování atd.),
- pracovní postupy (definují, jakými výrobními operacemi musí projít ten který prvek),
- pracoviště (CNC stroje i manuální pracoviště), které jsou k dispozici ve skutečné dílně.
Výrobní procesy, postupy a pracoviště jsou navzájem asociovány, čímž se myslí to, že každé pracoviště má nadefinováno, které operace umožňuje i v jakém rozsahu (např. nějaká pila dokáže řezat pouze prvky určitého typů profilů a určitého maximálního rozměru). Jednotlivé výrobní operace na pracovištích mají definovány časy, které se využijí pro odhad časových nákladů a kapacity výroby.
ZAKÁZKA PROBÍHÁ SYSTÉMEM ADVANCE WORKSHOP NÁSLEDUJÍCÍM POSTUPEM:
- Po získání zakázky se provede import dat v různých formátech (ať už z nějakého 3D BIM softwaru, jako např. Autodesk Advance Steel, Tekla, SDS/2, bocad, ProSteel 3D, Autodesk Revit nebo DXF, XLS) nebo se výrobní data zakázky vytvoří manuálním zadáním na základě čtení výkresů.
- Následně proběhne analýza a validace vstupních dat na to, aby se ověřilo, že zakázku lze vyrobit. Detekují se nutné výrobní operace a na základě definovaných výrobních postupů a filtrů se vyráběné prvky alokují jednotlivým pracovištím na základě jejich kapacity. Toto automatické přiřazení lze samozřejmě dodatečně manuálně změnit. Od tohoto okamžiku lze zjistit časovou náročnost zakázky a naplánovat výrobu. Plán výroby lze zobrazit např. pomocí Ganttova diagramu. Subdodávky – např. externí zinkování – jsou také definovány jako pracoviště.
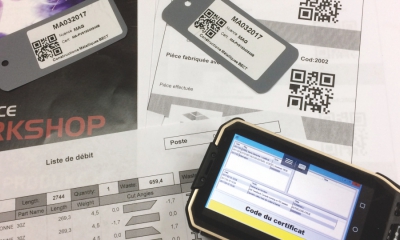
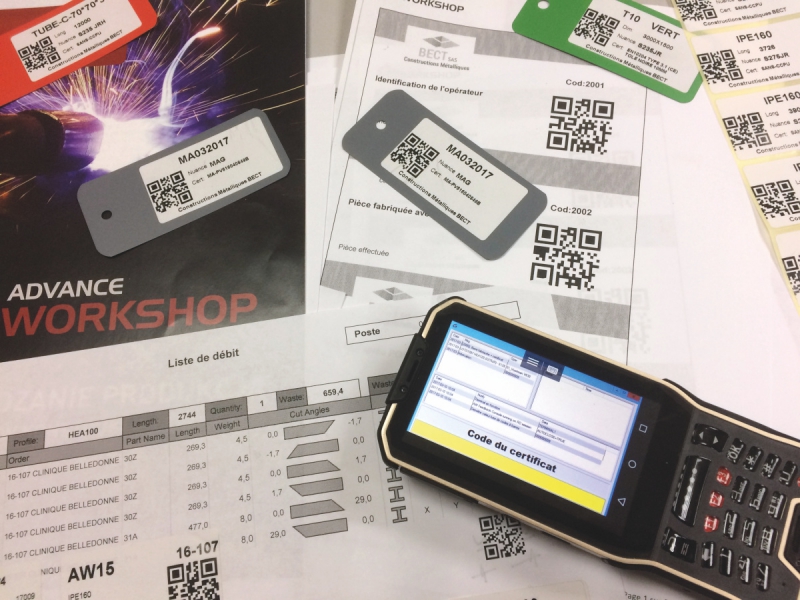
- Součástí systému Advance Workshop je také sklad hutního materiálu, spojovacího materiálu a dalších obecných položek (např. fitingů apod.). Skladové hospodářství zahrnuje databázi dodavatelů, k nimž se vážou jednotlivé nákupní objednávky. Rozlišuje se materiál již došlý nebo dosud jen objednaný. Advance Workshop nabízí otevřenou knihovnu materiálů a profilů, což zajišťuje jednoznačnost položek a usnadňuje import dat z CAD/BIM softwarů. Ke každé položce je přiřazen materiálový certifikát, což zajišťuje sledovatelnost (např. pomocí čárových/QR kódů) a na závěr výroby lze jednoznačně přiřadit každému vyrobenému prvku materiálový certifikát. Jednotlivé skladové položky lze rezervovat pro konkrétní zakázku a také se eviduje jejich umístění v rámci skladu. Evidují se také znovupoužitelné zbytky a odřezky. Skladové hospodářství je jednou z částí systému, která může být napojena na stávající ERP systém, který je již ve firmě zaveden.
- Po validaci vstupních dat může proběhnout příprava dat pro výrobu, tedy např. vytvoření řezných plánů, alokace materiálu a generování programů pro CNC stroje. Advance Workshop podporuje stroje od výrobců, jakými jsou např. Ficep, Voortman, Vernet Behringer, Peddinghaus, Kaltenbach atd. Pálicí plány pro plechy jsou zajištěny obousměrným komunikačním linkem se specializovaným softwarem pro nesting, jako např. SigmaNEST.
- Na základě přípravy výroby lze výrobu plánovat stanovením zahájení data výroby, přičemž automatické naplánování lze manuálně modifikovat. Plán výroby můžeme vidět v Ganttově grafu na úrovni zakázek, pracovišť/strojů nebo jednotlivých položek/dílců. Pro naplánovaní se využívají nastavení týkající se pracovních směn apod.
- Odvádění dat z výroby lze provádět různými způsoby:
- automaticky z CNC strojů,
- mobilními terminály pomocí čárových nebo QR kódů (kódy lze odečítat přímo ze štítků na vyráběných prvcích nebo z vytištěných papírových výpisů/seznamů), přičemž tyto mobilní terminály mohou být připojeny online nebo data mohou být do systému stažena např. na konci směny po vložení terminálu do dokovací stanice,
- pomocí terminálů v dílně opatřených čtečkou čárového kódu,
- manuálním zadáním na základě papírových seznamů. Informace mohou být tedy získávány v reálném čase a využity přímo pro úkolové listy (např. svářeč může zkontrolovat, zda díly, které má svařit, jsou již vyrobeny), dále jsou tyto informace zobrazeny v Ganttově grafu plánovače nebo např. v koláčovém grafu zobrazujícím stav výroby. Informace o stavu výroby dílců lze rovněž vyexportovat a zobrazit v modelu konstrukce.
- Po výrobě máme k dispozici nástroje pro postvýrobní analýzu a logistiku. Můžeme zjistit, jak dlouho se pracovalo na zakázce, vyhodnotit jednotlivé pracoviště, skutečné vytížení strojů atd.
KDO TEDY VYUŽIJE ADVANCE WORKSHOP?
Závěrem si zrekapitulujme pro koho je tedy AW určen. Advance Workshop je produkt, který stojí rozkročen mezi informačními systémy, které řeší od účetnictví firmy až po plánování výroby a skladové hospodářství atd. na jedné straně, a programy úzce svázanými s hardwarem konkrétních CNC strojů. Advance Workshop je určen pro výrobce ocelových konstrukcí od nejmenších, kteří mají pouze manuální pracoviště a jejichž podkladem pro výrobu jsou pouze 2D výkresy, až po servisní centra, která jsou plně vybavena CNC stroji a podkladem pro výrobu jsou DSTV NC data.
S Advance Workshopem budou především pracovat vedoucí výroby, kteří získají informace pro plánování, řízení a vyhodnocení výroby a dále technologové, kteří připravují vlastní data pro výrobu v jediném integrovaném prostředí a případně další administrativní pracovníci, např. pro objednávky materiálu.
Vedoucí/manažeři výroby získají informace pro:
- plánování, řízení a vyhodnocení výroby,
- monitoring a optimalizaci pracovního vytížení a kapacity každé výrobní stanice pro lepší řízení nebo získání více zakázek,
- lepší viditelnost výrobních nákladů pro lepší rozhodování na základě informací,
- analýzu úzkých míst a špatně fungujících oblastí,
- analýzu a pochopení nákladů všech aspektů výroby od přesunu materiálu po vyvrtání otvoru.
Technologové/pracovníci TPV:
- v jediném prostředí mohou připravit data pro výrobu,
- optimalizovat spotřebu materiálu,
- vytvářet NC programy a zasílat je do NC strojů.
Modern Management of the Production of Steel Structures
The aim of this article is to provide basic information about the opportunities of information systems (hereinafter referred to as “IS”) for producing steel structures. Therefore, we will first have a look at what a general scope of IS planning and management is, and afterwards, what specific requirements the production of steel structures demands for IS and in what way a specialised GRAITEC Advance Workshop system meets these requirements.
Autor

NEJčtenější souvisejicí články (v posledních 30-ti dnech)
Monolitické železobetónové nosné konštrukcie stavieb majú veľa výhod. Vyžaduje sa však pri ich navrhovaní dodržiavať nie...
Ocelové konstrukce disponují mnohem větší únosností než konstrukce vyrobené z betonu, je zde však problém s jejich stabi...
Digitální mapa zatížení sněhem na zemi je výstupem řešení projektu GA Č R 103/08/0589 Pravděpodobnostní aplikace ge...
NEJlépe hodnocené související články
SCIA Engineer 19 přináší celou řadu vylepšení urychlujících a zjednodušujících pracovní postupy při návrhu a posouzení k...
uvedl v rozhovoru pro časopis KONSTRUKCE vedoucí oddělení rozvoje Statutárního města Třinec Ing. Daniel Martynek....
Společnost Fatra v červnu dokončila výstavbu Nové válcovny za 1,4 miliardy korun, silně pokročila v oblasti montáže výro...
NEJdiskutovanější související články
Předmětem článku je projekt, výroba, montáž a předpínání ocelové superkonstrukce nového objektu Trimaran v Praze na Pank...
Při návrhu ocelové konstrukce využije statik nejčastěji prutové prvky, ale na konstrukci je řada míst, kde prutová teori...



ISSN 1803-8433 | © Copyright 2002 - 2026 KONSTRUKCE Media, s.r.o.
Jakékoliv užití obsahu včetně převzetí, šíření či dalšího zpřístupňování článků a fotografií je bez souhlasu nakladatelství zakázáno.
KONSTRUKCE Media, s.r.o., se sídlem Starobělská 1133/5, 700 30 Ostrava, zapsaná v obchodním rejstříku vedeným u Krajského soudu v Ostravě, oddíl C, vložka 22003, Identifikační sídlo: 25851276 | Tel.: 597 317 578 | Fax: 597 579 166


