








Jak nakupovat vláknové lasery a ohraňovací lisy?
Rubrika: Zajímavosti
Pokud se chystáte na nákup nového vláknového laseru nebo ohraňovacího lisu, měli byste si před samotným výběrem ujasnit s prodejcem několik základních skutečností.
Připravte si několik málo základních informací ještě před tím, než budete kontaktovat dodavatele. Jeho otázky totiž budou s největší pravděpodobností směřovat na druh materiálu, který zpracováváte, jeho tloušťku, rozměry desek. Pokud máte více obvyklých materiálů či jejich tlouštěk, je vhodné si připravit všechny varianty a odhad poměru množství jejich zpracování.
Důležité je pro prodejce stroje vědět, k čemu následný materiál slouží, tedy jaké jsou navazující procesy a finální úpravy materiálů. Pro správný výběr a sestavení Vašeho nového stroje (vláknových laserů existuje 100 typů) je důležitá také kapacita výroby (např. v metrech řezu, počtech kusů), přesnost výroby, způsob manipulace s deskami a výřezy či napojení na další provoz.
Při debatě nezapomeňte na témata, jakými jsou rozměr stroje v porovnání s vašimi prostory a vstupy, záruční a servisní podmínky, záruky na náhradní díly, spotřebu plynů a energie, dodací termíny a také způsob a průběh instalace a školení Vašich zaměstnanců.
Určitě chtějte stroj vidět a vyzkoušet osobně. Není nic lepšího, než přímá reference a osobní vyzkoušení. Tedy zákazník, showroom, výroba… Je nutné znát zázemí Vašeho budoucího dodavatele.
CO MÁTE PŘED NÁKUPEM PRÁVO VĚDĚT?
O novém stroji byste měli vědět několik zásadních informací. Jde především o jeho provozní náklady, spotřební části, povinné údržby, doplňkové náklady (provozní plyny, odvětrání, bezpečnostní pomůcky, provozní tekutiny).
Neméně důležité jsou rovněž informace o záručních a servisních podmínkách, kompletnosit ceny (chlazení, zdroje, doprava, instalace, školení, pracovní stoly, nástroje).
Nechte si zpracovat ekonomickou analýzu provozu s různými výkony zdrojů konkrétně pro vaše materiály a intenzitu provozu.
ŘEZACÍ VLÁKNOVÉ LASERY A JEJICH SPECIFIKA
Vhodnými materiály pro práci s řezacími vláknovými lasery jsou ocel, nerez, měď, mosaz, dural, bronz, hliník, titan nebo uhlíkové kompozity.
Nejvhodnější rozměry a tvary desek jsou 600 × 370 mm, 2 500 × 1 300 mm, 3 000 × 1 500 mm, 4 000 × 1 500 mm, 4 000 × 2 000 mm a 6 000 × 2 000 mm v tloušťkách od 0,2 do 30 mm. Největší ekonomické přínosy představují materiály v tloušťkách do 14 mm.
Délka rotační osy profilů by měla být 3 nebo 6 m, se sílou stěny do 10 mm a průměru do 150 mm. Rychlost řezu nového stroje by měla být až 55 m/minutu. Nejpoužívanější řezná rychlost 1 – 20 m/minutu.
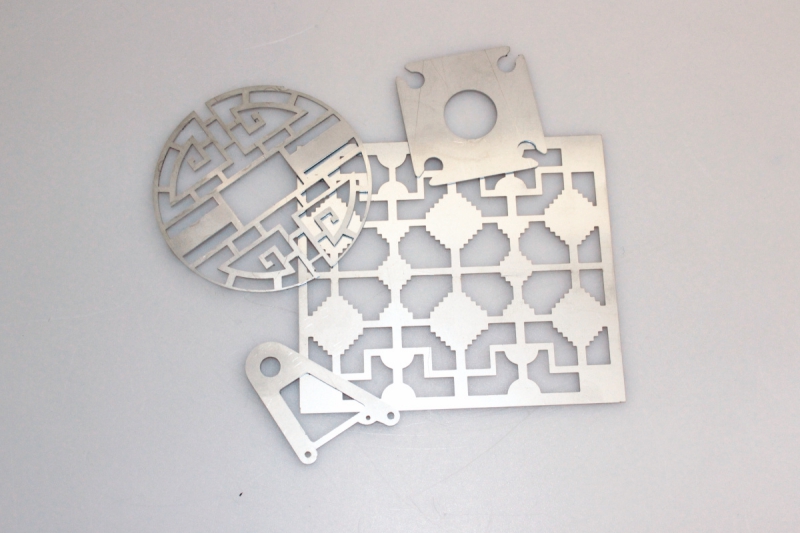
Odpadový materiál a optimalizace výroby
Díky funkci automatického nestingu, která zajišťuje optimální rozložení jednotlivých výrobků v ploše, lze ušetřit velké množství materiálu. Program dokáže využít i vnitřní výřezy větších obrobků pro umístění menších kusů. Díky přesnému výpočtu mohou být vzdálenosti mezi jednotlivými obrobky i menší než 1 mm. Díky mimořádně tenkému řezu (od 0,02 mm), je velmi malý požadavek na vzdálenosti obrobků, což maximálně zefektivňuje využití plochy materiálu.
Návratnost a náklady provozu
Vláknový laser HSG vykazuje až 4× vyšší účinnost převodu elektrické energie na světelnou v porovnání s CO2 laserem. Díky tomu je příkon samotného stroje výrazně nižší, stroje produkují výrazně méně ztrátového tepla a nároky na chlazení jsou výrazně nižší.
Paprsek je ze zdroje veden až do řezací hlavy optickým vláknem, nevznikají tedy nároky na údržbu a servis např. odrazných zrcadel. Vláknové lasery HSG nevyužívají žádné laserové plyny, pouze vláknový zdroj o životnosti 80 – 100 tisíc pracovních hodin. Pro řez, stejně jako CO2 lasery, vyžadují plyn asistenční.
Příkon se pohybuje od 3 kVA u 300 W zdroje až např. po 40 kVA u 8 kW zdroje.
Mezi doplňky a příslušenstvím řezacích vláknových laserů najdeme výměnné stoly, zakladače nebo kamerové sledování produkce.
ZNAČÍCÍ A POPISOVACÍ VLÁKNOVÉ LASERY A JEJICH SPECIFIKA
Vhodnými materiály pro práci na značících a popisovacích vláknových laserech jsou barevné i nebarevné kovy, tvrdé plasty, zrcadla, elox a kovy s povrchovou úpravou, některé keramické materiály, useň a další.
Rozměry a tvary pro využití těchto zařízení nejsou prakticky limitovány. Laserem lze značit prakticky vše od konektorů až například po lokomotivy. Minimální velikost značeného textu představuje hodnotu 0,2 mm (čitelná pod mikroskopem). Rychlost značení by měla být do 4 m/s. Nejběžněji používané rychlosti jsou 300 – 900 mm/s.
Grafické a datové podklady pro tento typ strojů představují vektorové formáty (dxf), bitmapové podklady (jpg, bmp), načítání z externích zdrojů (databáze, exel, textové soubory). Typický příklad – výrobní štítek kombinující databázový popis, logo, QR kód, standardizované údaje nebo např. výrobní číslo a základní specifikace; kótování, rysky apod.
Ve výrobě se nejčastěji setkáváme s On-fly značením na trvale běžícím pásu, identifikací objektu kamerou, speciálními podavači, samostatnými pracovišti, přenosnými přístroji nebo ručním laserovým značením Relicut pro nadměrné předměty.
Požadavky na provoz
Elektrická energie 220 V, příkon do 1 kVA, ochranné brýle, odsávání. Životnost stroje představuje 80 – 100 tis. pracovních hodin.
OHRAŇOVACÍ LISY
Vhodnými materiály pro práci s ohraňovacími lisy jsou především barevné i nebarevné kovy v šířkách od 1 do 8,4 m. Pracovní tlak ohraňovacích lisů se pohybuje od 30 do 640 tun. Stroje disponují 4 až 8 řízenými osami pracujícími v numerickém 2D a 3D řídícím systému.
Ohraňovací lisy slouží k ohýbání materiálu do požadovaného tvaru. Kromě standardně dodávaného nástroje, který je schopen ohýbat úhly 90 či více stupňů, je možné dodat celou řadu standardních či individuálně řešených tvářecích nástrojů. Tlaky se vypočítávají dle typu a tloušťky a šíře ohýbaného výrobku. Ohraňovací lis vyžaduje pro svůj provoz pouze přívod elektrické energie 380 V.
Naše stroje se standardně dodávají včetně laserového bezpečnostního systému a dalších ochranných prvků pro bezpečný provoz.
Autor



NEJčtenější souvisejicí články (v posledních 30-ti dnech)
Členové Asociace českých a slovenských zinkoven (AČSZ) se neustále snaží zdokonalovat způsoby vzdělávání a informování s...
Na dvě stovky posluchačů z řad odborníků na požární ochranu si našly 2. února 2012 cestu do Atelieru D na Stavební fakul...
Devět jeřábů, přes 28 tisíc hodin práce, montáže na vzdálenost téměř šedesát metrů a boj o každý centimetr. Tak by se da...
NEJlépe hodnocené související články
uvedl v rozhovoru pro časopis KONSTRUKCE Ing. Jindřich Řičica, předseda Asociace dodavatelů speciálního zakládání staveb...
Autoři v článku popisují architektonické, konstrukční a materiálové řešení nové hasičárny v Krásné Studánce. Ta neslouží...
Po třech letech a tour v Indii a Číně se veletrh Bauma vrátil na výstaviště v bavorské metropoli – do Mnichova. Největší...
NEJdiskutovanější související články
Koncept „dřevostavba“ není zatím přesně definován. Tímto pojmem budeme rozumět stavební dílo, pro jehož nosnou konstrukc...
Zinkové povlaky tvoří nejefektivnější antikorozní ochranu ocelových výrobků. V práci je představena analýza nákladů...
AERO-THERM znamená revoluci v izolaci a zateplování budov a objektů. AERO-THERM je nanotechnologie, která je schopna dík...



ISSN 1803-8433 | © Copyright 2002 - 2026 KONSTRUKCE Media, s.r.o.
Jakékoliv užití obsahu včetně převzetí, šíření či dalšího zpřístupňování článků a fotografií je bez souhlasu nakladatelství zakázáno.
KONSTRUKCE Media, s.r.o., se sídlem Starobělská 1133/5, 700 30 Ostrava, zapsaná v obchodním rejstříku vedeným u Krajského soudu v Ostravě, oddíl C, vložka 22003, Identifikační sídlo: 25851276 | Tel.: 597 317 578 | Fax: 597 579 166


