








V České republice byla zprovozněna unikátní linka na úpravu povrchů ocelí
Rubrika: Materiály
Koroze ocelí, působením vzduchu a vody, vytváří celosvětově miliardové škody. Oceli neodolávající korozi musí být proto většinou opatřovány nátěry. Úplné odstranění rzi až na základní materiál je jedním z předpokladů pro dosažení nátěru odolného korozi. Otryskané a svařitelným základním nátěrem opatřené ocelové výrobky jsou používány ve mnoha oblastech průmyslu. „Firma Daniferra nabízí takto povrchově upravené oceli po dlouhé době jako první v Česku,“ informoval nás jednatel této firmy Martin Danicek.

Už desetiletí jsou používány s úspěchem otryskané a svařitelným základním nátěrem opatřené ocelové výrobky v oblastech, kde jsou na oceli v mnoha směrech kladeny zvýšené požadavky, jako například lodní průmysl nebo výroba elektrárenských kotlů. „Stále více konstruktérů strojů a ocelových konstrukcí uznává výhody úspory nákladů a zkrácení operačních časů při nákupu otryskaných a svařitelným základním nátěrem opatřených ocelových dílů a využívá zkušeností konstruktérů lodí,“ říká M. Danicek.
Zde totiž výstavba trvá i několik měsíců. V této době by se mohla bez ochrany oceli vytvořit na kompletovaných a zpracovávaných dílech koroze, což by ztížilo konečné ochranné lakování. Hlavní výhodou svařitelným základním nátěrem opatřených polotovarů je to, že mají zaručenou přímou zpracovatelnost.
„Zpracovávané ocelové díly nemusí být zbaveny rzi a okují, nýbrž mohou být přímo svařovány,“ vysvětluje zástupce firmy Danicek. „Převažující výhodou otryskaných a svařitelným základním nátěrem opatřených ocelových dílů je přímá zpracovatelnost. V konvenčním postupu výroby mnoha konstruktérů strojů a ocelových konstrukcí je zpracovávána povrchově neupravená ocel. Svařovaná místa musí být zbavena rzi kartáči nebo broušením. Následně jsou polotovary před konečným nátěrem upravovány otryskáním. Používání svařitelným základním nátěrem opatřených ocelových profilů a plechů přitom výrazně pomáhá snižovat operační časy a výrobní náklady,“ vysvětluje dále jednatel.
NOVÉ MODERNÍ ŘEZNÉ, PÍSKOVACÍ A KONZERVAČNÍ CENTRUM
Podle pana Danicka není lepší metoda než je uprava jejího povrchu otryskáním. Na základě stále větší poptávky po úpravě povrchu pro profily, trubky a plechy rozšířila firma Daniferra svůj výrobní program a v Uherském Brodě uvedla na jaře 2008 do provozu moderní centrum pro dělení materiálů a pro úpravu jejich povrchu otryskáním a svařitelným základním nátěrem.
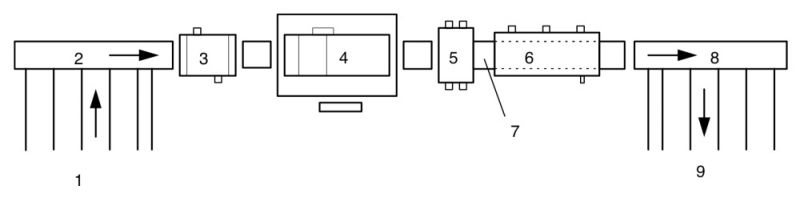
Kapacita centra činí přes 10.000 tun oceli ročně, ať již jde o plechy, nosníky, trubky a profily s maximálními šířkami 2.500 mm a výškami do 500 mm. „Nejdříve budou na přání zákazníka profily děleny na konkrétní rozměry. Ty jsou pak přiváděny válečkovou dráhou do předehřívací pece, čímž odstraňujeme případnou zbytkovou vlhkost.
Hlavním úkolem tohoto procesu je ovšem ohřev materiálu na cca 35 °, při této teplotě je možné optimální nanášení barev. „Na jedné straně je zapotřebí relativně rychlé sušení, na druhé straně nesmí proběhnout odpaření podílu vody příliš rychle, aby nebyla narušena nutná reakce pojidel a tím tvorba homogenního nátěrového filmu,“ popisuje proces M. Danicek.
Hrubě vyčištěný a zahřátý materiál prochází tryskacím zařízením Sprint 2.6 firmy Gietart (Holandsko), které je koncipováno speciálně pro dlouhé obrobky a plechy. Celkem šest vysoce výkonných metacích kol vrhá tryskací prostředek (ocelový granulát ø 0,5- 1,6 mm) rychlostí téměř 70 m/s na materiál a odstraňují tak rez a okuje. Tím se dosáhne potřebného stupně čistoty Sa 2,5 (průmyslový standard) a drsnosti povrchu. Pak již začíná zhotovení svařitelného základního nátěru. K tomuto účelu musí být nanesen svařitelný základní nátěr (dílenský) s rovnoměrnou tloušťkou vrstvy např. 20 μm.
„Jde o technologicky obtížný proces, kterého nelze manuálně dosáhnout. Je-li vrstva příliš tlustá, je nebezpečí, že při pálení nebo svařování proniknou plyny z této vrstvy do svaru. Jen plně automatické zařízení pro nanášení povlaků zaručuje rovnoměrné nanesení vrstvy,“ informuje nás M. Danicek.
Na základě stále přísnější legislativy v oblasti životního prostředí se používají u firmy Daniferra výlučně svařitelné základní nátěrové hmoty na bázi vodorozpustných nebo vodou ředitelných pojiv. Po nanesení nátěru prochází materiál sušícím tunelem, takže ocel opouští zařízení se suchým nátěrem a je připravena okamžitě k dalšímu zpracování. Skupina Danicek, do které patří firma Daniferra, je rodinným podnikem, jehož současné vedení patří ke druhé generaci. Roční obrat všech podniků činí 35 mil. eur, při 135 zaměstnancích.
Velkoryse projektované podniky jsou moderně vybavené a mají na celkové půdorysné ploše 150.000 m2 zastavěnou skladovací a výrobní plochu 40.000 m2, na které je neustále uskladněno cca 25.000 tun materiálu.
Skupina Danicek, do které patří firma Daniferra, je rodinným podnikem, jehož současné vedení patří ke druhé generaci. Roční obrat všech podniků činí 35 mil. eur, při 135 zaměstnancích. Velkoryse projektované podniky jsou moderně vybavené a mají na celkové půdorysné ploše 150.000 m2 zastavěnou skladovací a výrobní plochu 40.000 m2, na které je neustále uskladněno cca 25.000 tun materiálu.
The article describes a new modern centre for material division and for their surfacing by means of jetting and weldable prime coat – put into first operation in the Czech Republic by the company Daniferra. In the introduction the author describes the issues of steel corrosion and focuses on the fact that more and more machine and steel structure designers appreciate the advantages of costs saving and operation time shortening when purchasing weldable primed steel parts.





NEJčtenější souvisejicí články (v posledních 30-ti dnech)
Řešením zastřešení velkých rozponů z materiálů na bázi dřeva jsou lepené příhradové nebo obloukové konstrukce. Limitujíc...
Připevnění umyvadla, zábradlí nebo ocelové konstrukce chemickou maltou je dnes tak snadné jako aplikace silikonového tme...
NEJlépe hodnocené související články
Kovové části střešních kotevních prvků jsou vystaveny riziku koroze. U většiny šroubů, součástí střešních kotevních prvk...
Dřevo a materiály na bázi dřeva jsou materiály přírodního původu vyznačující se značnou variabilitou fyzikálně-mechanick...
NEJdiskutovanější související články
Připevnění umyvadla, zábradlí nebo ocelové konstrukce chemickou maltou je dnes tak snadné jako aplikace silikonového tme...



ISSN 1803-8433 | © Copyright 2002 - 2026 KONSTRUKCE Media, s.r.o.
Jakékoliv užití obsahu včetně převzetí, šíření či dalšího zpřístupňování článků a fotografií je bez souhlasu nakladatelství zakázáno.
KONSTRUKCE Media, s.r.o., se sídlem Starobělská 1133/5, 700 30 Ostrava, zapsaná v obchodním rejstříku vedeným u Krajského soudu v Ostravě, oddíl C, vložka 22003, Identifikační sídlo: 25851276 | Tel.: 597 317 578 | Fax: 597 579 166


