








Moření a pasivace přípravky Avesta voestalpine Böhler Welding
Rubrika: PR
Společnost Avesta je součástí koncernu voestalpine Böhler Welding a je předním výrobcem kvalitních mořicích výrobků pro nerezovou ocel a pro speciální slitiny. Cílem článku je seznámení čtenářů s důvody chemického čištění nerezových ocelí, způsoby moření a pasivace, seznámení s vybranými chemickými výrobky Avesta, nakládání s odpady a bezpečnost práce.

NEREZOVÁ OCEL, POTŘEBA ČIŠTĚNÍ
Povrch kvalitní nerezové oceli je čistý, hladký a bezvadný. Nerezová ocel je chráněna před korozí pasivní vrstvou – tenkou, odolnou, neviditelnou povrchovou vrstvou, kterou je zejména oxid chromu. Obsah kyslíku v atmosféře nebo provzdušněných vodných roztocích obvykle postačuje k vytvoření a udržení („samoobnovení“) této pasivní vrstvy. Bohužel, povrchové vady a nedostatky vzniklé během výroby mohou drasticky narušit tento proces „samoobnovení“ a snížit odpor vůči několika druhům lokální koroze. Tedy, pokud jde o hygienu a korozi, obvykle se vyžaduje proces konečného čištění za účelem obnovy přijatelné povrchové kvality.
Rozsah a způsoby ošetření po výrobě jsou určeny několika faktory. Mezi ně patří: žíravost prostředí (např. mořského); korozivzdornost třídy oceli; hygienické požadavky (např. farmaceutický a potravinářský průmysl); a estetická hlediska. Vzít v úvahu je také nutné místní ekologické požadavky. K dispozici jsou jak chemické, tak i mechanické metody čištění. Správný návrh, plánování a způsoby výroby mohou snížit potřebu následného ošetření a snížit tak náklady.
Při výrobě podle specifikací kvality povrchu je nutné pamatovat na dopad vad a tedy i nákladů na jejich odstranění.
Mezi běžné vady patří:
- zbarvení teplem a oxidací,
- vady svařování,
- kontaminace železem,
- hrubý povrch,
- organická kontaminace.
Zbarvení teplem a oxidací
Způsobeny jsou procesy jako například tepelné zpracování nebo svařování, kdy oxidace při vysoké teplotě vytváří oxidovou vrstvu, která v porovnání s původní pasivní vrstvou, má horší ochranné vlastnosti. Dochází také k odpovídající spotřebě chromu v kovu bezprostředně pod oxidem. Při běžném svařování je oblast se spotřebovaným chromem velice tenká a společně se zbarvením může dojít k jejímu odstranění. Nicméně pro účely obnovy úplné korozivzdornosti je nezbytně nutné tuto oblast odstranit.
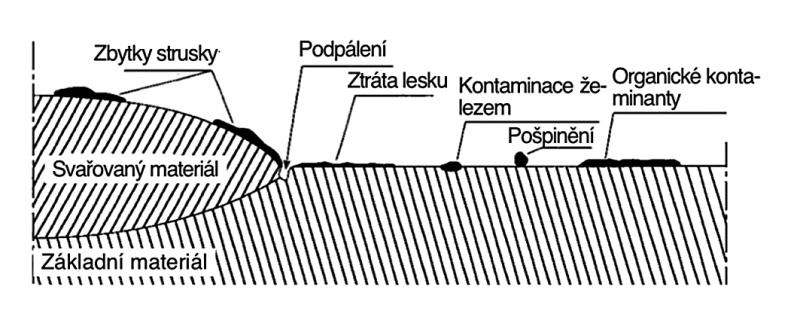
Vady svařování
Neúplná penetrace-průvar, podpálení, póry, struskové vměstky, pošpinění při svařování a další negativní vlivy oblouku jsou typickými příklady vad při svařování. Tyto vady mají špatný dopad na mechanické vlastnosti a odolnost lokální korozi. Rovněž znemožňují udržovat čistý povrch. Vady tak musí být odstraněny – běžně broušením, nicméně někdy je také potřeba provést opravné svařování.
Kontaminace železem
Částice železa mohou pocházet z: zpracování ocelí pomocí nástrojů pro tvarování za studena a řezání; pískování broků nebo písku nebo z brusných kotoučů kontaminovaných nízko legovanými materiály; přepravy nebo manipulace ve smíšené výrobě; nebo jednoduše prachem s příměsí železa.
Tyto částice ve vlhkém vzduchu korodují a poškozují vrstvu pasivace. Větší částice mohou také způsobit trhliny. V obou případech dochází ke snížení korozivzdornosti. Výsledná koroze je nevzhledná a může také kontaminovat média použitá v dotyčném zařízení nebo ve spojení s ním.
Hrubý povrch
Nerovné svarové housenky a přílišné broušení nebo pískování mohou způsobit hrubý povrch. Na hrubém povrchu se mnohem snadněji usazují nečistoty, čímž se zvyšuje jak riziko koroze, tak i riziko kontaminace výrobku. Intenzivní broušení také způsobuje intenzivní namáhání v tahu. To zvyšuje riziko vzniku zátěžové koroze, praskání a důlkové koroze.
U celé řady aplikací je povolena maximální povolená drsnost povrchu (hodnota Ra). Obecně je nutné se vyvarovat výrobním způsobům, jejichž výsledkem jsou hrubé povrchy.
Organická kontaminace
V agresivních prostředích mohou organické kontaminanty ve formě maziva, oleje, barvy, otisků prstů, zbytků lepidla a nečistot způsobit puklinovou korozi. Mohou také narušit účinnost povrchového moření a znečistit produkty umístěné v zařízení/spojované se zařízením. Organické nečistoty je nutné odstranit pomocí vhodného čističe. V jednoduchých případech postačuje vysokotlaký proud vody.
POSTUPY ČIŠTĚNÍ
Rozsah a způsoby následného ošetření po výrobě jsou určeny několika faktory. K odstranění uvedených vad je možné využít různé chemické a mechanické způsoby a někdy i jejich kombinace. Od chemického čištění se očekávají vynikající výsledky. Je to proto, že většina mechanických způsobů má tendenci vyrábět hrubší povrch, zatímco chemické způsoby snižují riziko povrchové kontaminace. Nicméně, chemické čištění může být omezeno nejen místními předpisy na ochranu životního prostředí a průmyslové bezpečnosti, ale také potížemi s likvidací odpadu.
V článku se zaměříme na metody ošetření povrchu nerezových ocelí a těmi jsou:
- moření,
- pasivace a dekontaminace,
- okrajově elektroleštění.
Moření
Moření je nejčastějším chemickým postupem užívaným k odstraňování oxidů a kontaminace železem. Kromě odstraňování povrchové vrstvy řízenou korozí moření také selektivně odstraňuje nejméně korozivzdorné oblasti, například oblasti se spotřebovaným chromem. Moření obvykle využívá kyselou směs obsahující kyselinu dusičnou (HNO3), kyselinu fluorovodíkovou (HF) a někdy také kyselinu sírovou (H2SO4). Z důvodu zřejmého rizika důlkové koroze je nutné se vyvarovat látkám s obsahem chlóru, například kyseliny chlorovodíkové (HCl).
Mořitelnost byla testována a mořené materiály byly uspořádány do čtyř skupin. Skupiny jsou rozděleny podle snadnosti mořitelnosti daného materiálu.
Skupina 1
Díky nízkému obsahu chromu je korozivzdornost této skupiny nižší než následujících skupin. Nízká odolnost ocelí v této skupině znamená, že se „snadněji“ moří. Jinými slovy, aby bylo možné se vyvarovat riziku nadměrného moření, je potřeba dobu moření zkrátit nebo je nutné použít méně agresivní mořicí látku. Je nutné věnovat zvláštní pozornost a zabránit nadměrnému moření! Výsledek moření může být nepředvídatelný. Jedná se např. o oceli 1.4006, 1.4016, 1.4313 apod.
Skupina 1 je velice snadno mořitelná, avšak současně s tím i velice obtížně opracovatelná. Hrozí riziko nadměrného namoření. Zvláštní pozornost je nutné věnovat době moření a teplotě.
Skupina 2
Oceli v této skupině jsou standardní třídy a jejich moření je poměrně snadné. Jedná se např. o oceli 1.4301, 1.4401, 1.4404 apod.
Skupiny 3 – 4
Materiály v této skupině jsou vysoce legované třídy. Tyto oceli, které jsou více korozivzdorné, potřebují poněkud agresivnější směs kyselin a/nebo vyšší teplotu (aby se předešlo nadměrně dlouhé době moření). Riziko nadměrného moření těchto tříd ocelí je podstatně nižší.
Obtížná mořitelnost skupiny 3 – například materiály 1.4539, 1.4462, 2.4605. Velice obtížná je mořitelnost skupiny 4 – např. 1.4547, 1.4410.
Další faktory určující účinnost moření jsou následující:
Předčištění
Hrubý, za tepla válcovaný povrch může být hůře mořitelný než hladký, za studena válcovaný povrch. Povrch nesmí obsahovat žádnou organickou kontaminaci.
Způsob svařování a výsledná oxidová vrstva.
Tloušťka a typ oxidové vrstvy jsou do velké míry závislé na použitém postupu svařování. Za účelem vytvoření minima oxidů provádějte svařování s efektivním využitím ochranného plynu, který pokud možno neobsahuje kyslík. Především pokud moříte vysoce legované třídy ocelí se doporučuje mechanické předčištění za účelem narušení nebo odstranění přítomných oxidů.
Teplota
Účinnost mořicích kyselin se zvyšuje s teplotou. Rychlost moření je tedy možné značně zvýšit zvýšením teploty. Nicméně existují horní teplotní meze, které je nutné vzít v úvahu. Především tehdy, kdy používáte lázeň, se riziko nadměrného moření vysokou teplotou zvyšuje. Při použití mořicí pasty/gelu/spreje/roztoku při vysoké teplotě představuje odpařování riziko špatných výsledků.
Kromě nerovnoměrného efektu moření vznikají také problémy s proplachováním. Aby bylo možné těmto problémům předejít, nesmí být předměty mořeny při teplotách vyšších než 45 °C nebo na přímém slunečním světle.
Dalším faktorem určujícím účinnost moření je kompozice a koncentrace směsi kyselin.
ZPŮSOBY MOŘENÍ
Moření pomocí mořicí pasty/mořicího gelu:
Mořicí pasta (nebo gel) pro nerezové oceli je vhodná k moření omezených oblastí, například zón ovlivněných svařováním.
Nejlépe se aplikuje pomocí štětce odolného vůči působení kyselin. Opláchnutí vodou musí být provedeno před zaschnutím pasty. Dokonce i když je z ekologických a praktických důvodů prováděna na povrchu kovu neutralizace mořicí pasty, je důkladné propláchnutí vodou nezbytně nutné.
Moření pomocí mořicího roztoku/spreje:
Mořicí roztok (nebo mořicí gel ve formě spreje) je vhodný k moření velkých povrchů, například tehdy, pokud se současně vyžaduje odstranění železné kontaminace.
Moření v lázni je běžný způsob v případě, že je vhodné zařízení k dispozici.
Pasivace a dekontaminace
Tato procedura se provádí způsobem podobným moření. Pasivátor, aplikovaný ponořením nebo sprejováním, zesiluje pasivní vrstvu. Protože pasivátor také odstraňuje volné železné nečistoty z povrchu, je ošetření důležitější po mechanickém čištění a provádění operací zahrnující riziko kontaminace železem. Z tohoto důvodu je možné tento způsob nazývat také jako dekontaminaci.
Elektoleštění
Elektroleštění běžně vytváří povrch, který zaručuje optimální korozivzdornost. Selektivně neodstraňuje oblasti se sníženou korozivzdorností, ale z povrchu odstraňuje mikrošpičky leštěním. Materiál získává pěkný třpyt a co je ještě důležitější, dosahuje se rovného mikroprofilu, který splňuje ty nejpřísnější hygienické požadavky. Z těchto důvodů se elektroleštění používá běžně jako konečné zpracování po moření. Tento způsob není v této prezentaci podrobněji popisován.
Volba metody a intenzita požadovaného konečného čištění je závislá na požadavcích na korozivzdornost, hygienických požadavcích (farmacie, potraviny apod.) a na důležitosti vizuálního vzhledu oceli. Odstranění vad po svařování, oxidů po svařování, organických sloučenin a železných kontaminantů je obvykle základním požadavkem a obvykle umožňuje volný výběr konečného zpracování.
Za předpokladu, že to drsnost povrchu umožňuje, je možné použít jak mechanické, tak i chemické způsoby. Nicméně v případě rozhodnutí o výhradně mechanickém čištění, musí být výrobní fáze velice přesně naplánována, aby se předešlo kontaminaci železem. V opačném případě bude nutné provedení dekontaminace, pravděpodobně kyselinou dusičnou. Tam, kde jsou požadavky na povrchovou úpravu a korozivzdornost přesně stanovené, je výběr způsobu důležitější. V takových případech poskytuje sekvence zpracování vycházející z moření nejlepší šance na vynikající výsledky.
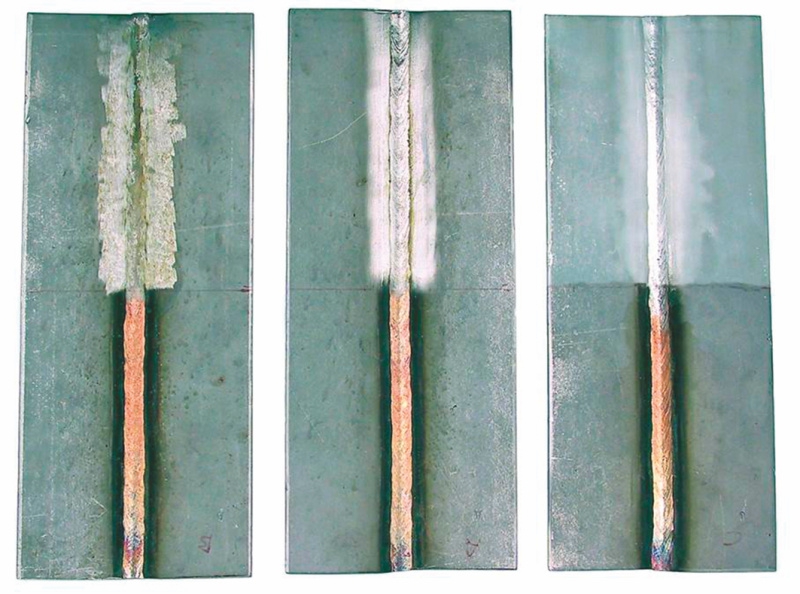
PŘÍPADOVÁ STUDIE
Landaluce, španělská společnost z Cantabrie, vyrobila celkem 90 pivních nádrží pro Heineken a jeho pivovar v Seville. Nádrže, vyrobené z nerezové oceli ASTM 304 válcované za tepla, měly průměr 4,5 m a délku 18 m.
Nádrže byly dokonale vyčištěny s využitím následujících výrobků Avesta:
- Cleaner 401,
- RedOne Spray 240 (vnější strany nádrží),
- Pickling Bath 302 (vnitřní strany nádrží),
- FinishOne Passivator 630.
CHEMICKÉ METODY V PRAXI, VÝROBKY AVESTA
Voestalpine Böhler Welding nabízí široký program čisticích prostředků jakými jsou mořící pasty, mořící spreje, mořící lázně, čističe a pasivátory.
Obecné požadavky
Volba procesu chemického čištění je především určena typem kontaminantů a oxidů tepla určených k odstranění, požadovaným stupněm čistoty a náklady. Tato kapitola popisuje pokyny týkající se vhodných chemických postupů. Za účelem předcházení zdravotních rizik a/nebo problémů pro životní prostředí musí být moření provedeno ve speciální mořicí oblasti, pokud možno ve vnitřních prostorách. V tomto kontextu je nutné považovat shodu s níže uvedenými doporučeními za povinnou.
K dispozici musí být pokyny pro manipulaci a základní informace (např. etikety k výrobkům, bezpečnostní datové listy apod.) k různým výrobkům. K dispozici musí být také místní a národní předpisy. Odpovědné osoby musí být seznámeny se zdravotními riziky souvisejícími s výrobky a s tím, jak s výrobky správně zacházet. Používány musí být osobní ochranné pomůcky. Při moření v uzavřených prostorách musí být pracoviště odděleno od ostatních výrobních provozů. Důvodem proto je nejen předejít riziku kontaminace a zdravotním rizikům, ale také zajistit řízenou teplotu. Prostor musí být dobře odvětrávaný a zabezpečený zařízením k odsávání výparů. Stěny, podlahy, střechy, nádrže apod., které jsou vystaveny možným potřísněním, musí být ochráněny materiálem odolným kyselinám. K dispozici musí být umývárna, pokud možno vybavená také vysokotlakým proudem vody. K dispozici musí být lékárnička první pomoci vybavená prostředky proti potřísnění kyselinami. V případě recyklace oplachovací vody je nutné věnovat pozornost tomu, aby bylo závěrečné opláchnutí provedeno deionizovanou vodou. To je především důležité v případě citlivých povrchů a aplikací.
Předčištění /odmaštění
Kontaminace povrchu může narušit proces moření. Aby k tomu nedošlo, doporučuje se před mořením provést důkladné očištění. V případě kontaminantů jako například volného prachu, otisků prstu a stop po nářadí je očištění kyselinou obvykle dostačující (např. Avesta Cleaner 401).
Moření
Moření pastou/gelem
Pro vytváření lepšího pracovního prostředí je Avesta BlueOne™ Pickling Paste 130 je jedinečný mořicí produkt. S využitím BlueOne™ nedochází k téměř žádné produkci toxických dusíkových výparů běžně vznikajících během moření. Pickling Paste 130 se dá použít jako univerzální pasta u všech tříd nerezové oceli.
Typické doby moření při moření štětcem a sprejem (povrchy válcované za studena):
- Skupina 2 (snadná mořitelnost):
např. oceli 1.4301, 1.4401, 1.4404. Mořící pasta Avesta BlueOne 130 – doba moření 30 – 60 minut, pro mořící sprej Avesta RedOne 240 – doporučený čas moření je 45 – 90 minut. - Skupina 3 (obtížná mořitelnost):
např. materiály 1.4539, 1.4462, 2.4605. Mořící pasta Avesta BlueOne 130 – doba moření 90-180 minut, pro mořící sprej Avesta RedOne 240 – doporučený čas moření je 120 – 240 minut - Skupina 4 (velice obtížná mořitelnost):
Doby moření cca o 30 % delší než u skupiny materiálů č. 3.
Moření sprejem
Pro vytváření lepšího pracovního prostředí je Avesta RedOne™ Pickling Gel 240 je jedinečný mořicí produkt. Pomocí RedOne™ 240 jsou téměř eliminovány toxické dusíkové výpary.
Kombinovaný způsob
V některých případech je možné kombinovat aplikování štětcem a sprejování. V případě požadavku na pouze mírný účinek moření (u citlivých povrchů) je možné mořicí pastu nejdříve aplikovat na svarové spoje a poté je možné na povrch aplikovat postřikem kyselý čistič (např. Avesta Cleaner 401).
Moření v lázni
Třída nerezové oceli a druh tepelného oxidu určují směs kyseliny a teplotu lázně (20 – 65 °C). Moření nízkolegovaných nerezových tříd při nadměrných teplotách nebo na dlouhou dobu představuje riziko nadměrného moření. Vzniká tak hrubý povrch.
Avesta Pickling Bath 302 je koncentrát, který může být v závislosti na čištěné třídě oceli zředěný vodou.
Železité a martensitické oceli ve skupině 1 nejsou obvykle v lázni mořeny. Proto o nich zde není žádná zmínka.
Typické doby moření Avesta Pickling Bath:
- Skupina 2 – podle naředění s vodou 10 až 40 minut
- Skupina 3 – podle naředění s vodou 60 až 120 minut
- Skupina 4 – podle naředění vodou 90 až 240 minut
Pasivace a odstraňování sazí
Avesta FinishOne™ Passivator 630 je pasivační prostředek, který neobsahuje kyselinu dusičnou a má minimální dopad na životní prostředí.
Protože je po pasivaci neutrální, není fáze neutralizace potřeba. Produkt dokáže pasivovat, odstraňovat saze a snižovat výpary.
Provedení pasivace se výrazně doporučuje po mechanickém zpracování (k odstranění zbývající kontaminace železa) a v některých případech po moření postřikem.
Odstraňování sazí odstraňuje tmavá místa způsobená nadměrným množstvím železa usazeného na povrchu při nesprávném čištění.
Redukce výparů při moření v lázni nastříkejte Avesta Finish-One™ Passivator 630 na mořený předmět během zdvihání z lázně, což snižuje toxické dusíkové výpary generované během moření v lázni.
Neutralizace, zpracování odpadu a bezpečná manipulace
Neutralizace – odpadní voda z moření je kyselá a kontaminovaná těžkými kovy (především chromem a niklem, které se uvolnily z oceli). Odpadní voda musí být zpracovaná v souladu s místními předpisy. Může být neutralizovaná alkalickými látkami (hašeným vápnem nebo sodou) v kombinaci s usazovací látkou.
Zpracování odpadu – Moření vytváří odpad, který vyžaduje zvláštní zpracování. Kromě samotných chemikálií je nutné za odpad považovat také obaly. Kal po neutralizaci obsahuje těžké kovy. Tento kal je nutné odeslat k likvidaci v souladu s místními předpisy. Všechny materiály používané v balení výrobků Avesta Finishing Chemicals (plastové kontejnery, lepenkové krabice apod.) jsou recyklovatelné.
Bezpečná manipulace – Produkty moření jsou nebezpečné látky a je nutné s nimi manipulovat opatrně. Je nutné se za účelem ochrany a zabezpečení pracovního prostředí řídit se určitými pravidly, jako jsou např.:
- S mořicími chemikáliemi mohou manipulovat pouze osoby, které jsou seznámeny se zdravotními riziky souvisejícími s těmito chemikáliemi.
- Osoby manipulující s mořicími chemikáliemi si musejí omývat ruce a obličej před jídlem a po dokončení práce.
- Všechny části pokožky, které jsou vystaveny možnému potřísnění, musí být ochráněny materiálem podle MSDS odolným účinkům kyseliny.
- Snadno dostupná musí být lékárnička první pomoci obsahující gel glukonátu vápníku Hexaflourine® (Avesta First Aid Spray) nebo jiné výrobky vhodné k bezprostřednímu ošetření/opláchnutí míst potřísněných kyselými mořicími výrobky. Další informace jsou uvedeny v MSDS mořicích výrobků Avesta.
- Prostor moření musí být odvětrávaný.
- Aby nedocházelo ke zbytečnému odpařování, kontejnery/nádoby musí být uchovávány uzavřené.
- Zdravotním rizikům je možné se vyvarovat použitím dýchacích přístrojů a ochrany pokožky.
Pickling and Passivation with Products of Avesta Voestalpine Böhler Welding
The Avesta company is a part of the Voestalpine Böhler Welding concern and is a leading producer of quality pickling products for stainless steel and special alloys. The main purpose of the article is to familiarize readers with the reasons for chemical cleaning of stainless steel, pickling and passivation methods, selected chemical products from Avesta, waste management and occupational health and safety.


NEJčtenější souvisejicí články (v posledních 30-ti dnech)
Změna předpisů o energetické náročnosti nově postavených budov znamená pro investory a projektanty nezbytnost použití mo...
Fasáda je základní estetickou dominantou každé stavby. Způsobů, jak ji lze dekorovat je mnoho. Od klasických omítkovin p...
Připevnění umyvadla, zábradlí nebo ocelové konstrukce chemickou maltou je dnes tak snadné jako aplikace silikonového tme...
NEJlépe hodnocené související články
Fasáda je základní estetickou dominantou každé stavby. Způsobů, jak ji lze dekorovat je mnoho. Od klasických omítkovin p...
Společnost UnionOcel, s.r.o. v minulém roce představila velmi vydařenou realizaci z oceli odolávající atmosférické koroz...
Ve známém vinařském areálu Vinařství U Kapličky na Jižní Moravě, kde se natáčel filmový snímek Bobule vyrostla nová mode...
NEJdiskutovanější související články
Plastová okna jsou velmi praktická na údržbu, mají velmi dobré tepelně izolační vlastnosti a stejně tak jako udrží teplo...
Připevnění umyvadla, zábradlí nebo ocelové konstrukce chemickou maltou je dnes tak snadné jako aplikace silikonového tme...
Co by byla garáž bez garážových vrat? Existuje vůbec taková? S téměř stoprocentní pravděpodobností ne. Je proto důležité...



ISSN 1803-8433 | © Copyright 2002 - 2026 KONSTRUKCE Media, s.r.o.
Jakékoliv užití obsahu včetně převzetí, šíření či dalšího zpřístupňování článků a fotografií je bez souhlasu nakladatelství zakázáno.
KONSTRUKCE Media, s.r.o., se sídlem Starobělská 1133/5, 700 30 Ostrava, zapsaná v obchodním rejstříku vedeným u Krajského soudu v Ostravě, oddíl C, vložka 22003, Identifikační sídlo: 25851276 | Tel.: 597 317 578 | Fax: 597 579 166


